 Перейти к содержанию
Перейти к содержанию 

Литье под давлением это производственный процесс, используемый для создания предметов из термопластичных и термореактивных полимеров.
Процесс токарной обработки начинается с впрыска расплавленного полимера в полость пресс-формы.
Затем полимер охлаждается и застывает, образуя желаемый объект. Литье под давлением имеет множество преимуществ, в том числе возможность быстро и недорого производить большие объемы высококачественной продукции.
В этой статье мы подробно разберем преимущества и недостатки этой статьи на литьё под давлением чтобы у вас была хорошая рекомендация, когда вы решите производство деталей для литья под давлением.
Что такое литье под давлением?
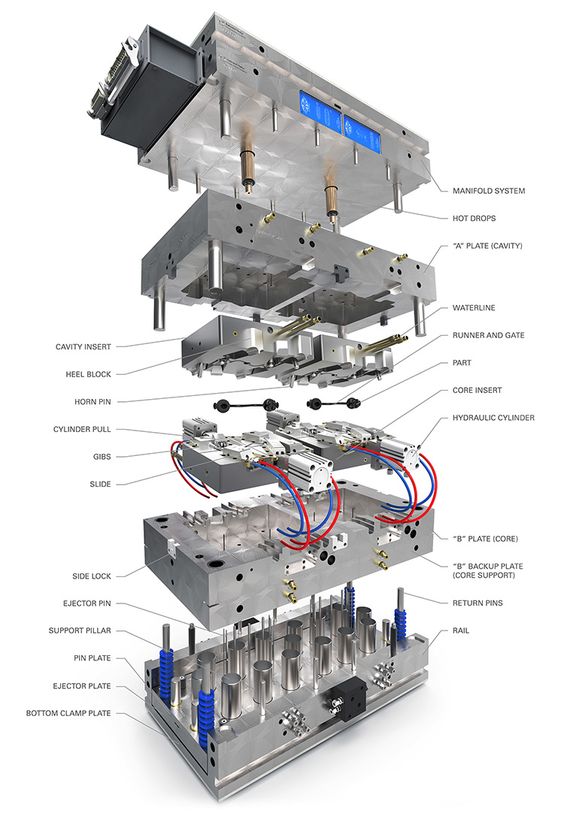
Литье под давлением это метод литья под давлением с последующей формовкой. Он требует использования литьё под давлением машины, пластиковое сырье, литьевые формы, и другое оборудование для достижения.
При определенной температуре расплавленные полимерные материалы перемешиваются шнеком, впрыскиваются в полость формы под высоким давлением, затем охлаждаются и отверждаются для получения формованного изделия.
Этот метод подходит для массового производства деталей сложной формы и является одним из важных методов обработки.
Процесс литья под давлением
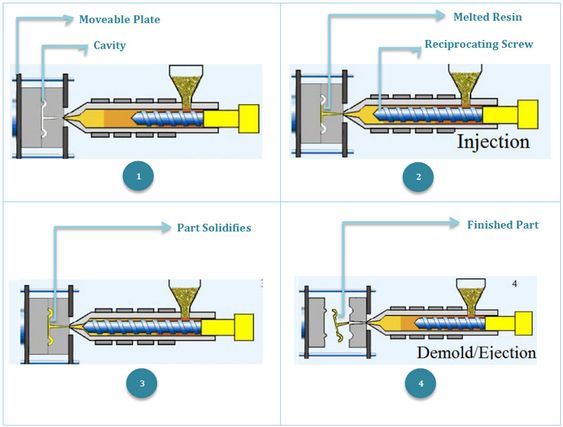
Сайт литьё под давлением Процесс производства можно условно разделить на следующие 6 этапов:
(1) Закрытие формы
(2) Инъекция
(3) Удержание давления
(4) Охлаждение
(5) Открытие пресс-формы
(6) Удаление продуктов
Вышеописанный процесс повторяется для производства продукции в цикле партии.

Почему мы используем литье под давлением?
Сайт литьё под давлением Метод быстрый и эффективный, операция может быть автоматизирована, есть много цветов на выбор, форма может быть от простой до сложной, размер может быть от большого до маленького, и размер продукта является точным, продукт легко обновляется, и может стать сложной формы частей.
(1) Поскольку пластификация расплава и моделирование течения при формовании нескольких пластических материалов осуществляются в бочке и полости формы соответственно, форма всегда может находиться в состоянии, когда расплав конденсируется или сшивается и быстро отверждается, что способствует сокращению цикла формования.
(2) При формовке расплав впрыскивается в форму после ее запирания, и расплав с хорошей текучестью мало изнашивает полость формы, поэтому набор форм может производить большое количество продукции. литьевые изделия.
(3) Один оператор часто может управлять двумя или более литьё под давлением машины, особенно если формованные детали могут выгружаться автоматически, и можно управлять большим количеством машин, поэтому трудозатраты относительно невелики.
(4) Все процессы формования, такие как закрытие формы, добавление пластического материала, пластификация, впрыск, открытие формы и распалубка, завершаются под действием литьё под давлениемчто позволяет полностью автоматизировать процесс впрыска и реализовать программное управление.

(5) Из-за высокого давления во время литьё под давлением Процесс позволяет отливать пластиковые детали сложной формы, с четким рисунком поверхности и маркировкой, а также с высокой точностью размеров.
(6) С помощью совместного впрыска можно формовать более одного вида материала; он может эффективно формовать материалы с твердой кожей и вспенивающимся сердцем, термореактивные пластмассы и армированные волокнами пластмассы.
Поскольку формовка может осуществляться с помощью точной пресс-формы и точной гидравлической системы, а также с использованием микрокомпьютерного управления, можно получать изделия с высокой точностью.
(7) Высокая эффективность производства, два комплекта пресс-форм могут содержать десятки или даже сотни полостей, поэтому десятки или даже сотни производство пластиковых деталей могут быть отлиты в одной пресс-форме.
(8) Для использования формованных деталей требуется лишь небольшая обрезка, а отходы, образующиеся во время литьё под давлением Процесс может быть использован повторно, поэтому отходы сырья при производстве очень незначительны. литьё под давлением.
(9) Литье под давлением преимущество заключается в одновременном использовании нескольких пластиковых материалов для изготовления одной детали. Например, возможно формование TPU или металлических вставок с пластиковыми деталями.

Преимущества процесса литья под давлением
(1) Простой контроль качестваОчень высокая точность поверхности и очень малая погрешность формы для одной и той же партии.
Литье под давлением это процесс с высокой степенью повторяемости. Это означает, что вторая часть продукции будет такой же, как и первая. Это обеспечивает превосходный контроль над консистенцией продукции и надежностью деталей при крупносерийном производстве.
(2) Низкая стоимость процесса: Высокая первоначальная стоимость инструмента, но низкая стоимость одной детали. Основное преимущество литьё под давлением это возможность сконцентрироваться на расширении производства.
Как только станок и пресс-форма готовы, цена за единицу продукции в процессе производства становится очень низкой. По мере производства большего количества деталей цена резко снижается.
(3) Подходит для массового производства: Как правило, он подходит только для массового производства;. литьё под давлением Процесс подходит для массового производства изделий сложной формы и других областей формовочной обработки.
(4) Высокая эффективность производства: общий производственный цикл литьё под давлением: 30s-60s/режим; мало или совсем нет труда, как только параметры литьё под давлением регулируется, что позволяет поддерживать непрерывное производство без необходимости ручной и частой регулировки.

Недостатки процесса литья под давлением
(1) Высокая первоначальная стоимость инвестиций: Быстро производственная инъекция формовка требует литьё под давлением машина, оборудование для литья под давлением, литьевые формы, другое вспомогательное оборудование и т.д.
Поскольку стоимость литьё под давлением машины и литьевые формы относительно высоки, так что начальные инвестиции велики, это не подходит для небольших партий.
Поэтому он не подходит для производства небольших партий пластиковых деталей.
(2) Высокие требования к конструкции: Если вы хотите наладить массовое производство деталей, вам необходимо убедиться в правильности конструкции с первого раза, потому что если впоследствии вам придется менять форму из-за проблем с конструкцией, стоимость замены формы также будет относительно высокой.
(3) Высокие требования к квалификации: Качество формованных изделий ограничивается множеством факторов, поэтому технические требования выше и сложнее для освоения.
Высокие требования к навыкам управления литьё под давлением операторы станков, для которых обычно требуется 5-10 лет опыта.
Более высокие требования к техническому опыту для персонала, занимающегося разработкой и производством пресс-форм, как правило, также требуют 5-10 лет опыта.

(4) Длительное время подготовки к производству: Ключевой аппарат литьё под давлением Это пресс-форма, но цикл разработки пресс-формы, различных технологий изготовления инструмента и испытания пресс-формы очень длительный и медленный для запуска в производство.
В зависимости от размера и структуры идеи изделия, изготовление пресс-формы для литья под давлением обычно занимает 25-40 дней.
После того как пресс-форма готова, требуется несколько раз отладить литьё под давлением параметры машин на этапе изготовления образцов для достижения наиболее доступных параметров для быстрого производственное литье под давлениемчто также занимает некоторое время.
(5) Из-за ограничения условий охлаждения сложнее формовать толстостенные пластиковые детали с большими отклонениями.
(6) Недостатки Литье под давлением Высокая первоначальная стоимость - главный недостаток литье пластмасс под давлением это инструмент для литья пластмасс под давлением, литье пластмасс под давлением машины и вспомогательного оборудования очень высоки. Время выполнения заказа - от разработки концепции продукта до выпуска готовой детали могут пройти месяцы проектирования, анализа, тестирования и производство инструментов.

Соображения, касающиеся литья под давлением
Прежде чем приступить к изготовлению деталей с помощью литьё под давлениемРассмотрите следующие советы:
(1) Финансовые соображения
Первоначальные затраты: Подготовка к производству изделий, изготовленных методом литья под давлением, требует значительных первоначальных инвестиций. Лучше всего узнать об этом ключевом моменте заранее.
(2) Количество продукции
Определите количество деталей, которые необходимо изготовить, производство литья под давлением является наиболее экономически выгодной технологией производства.
Определите количество деталей, которые вы хотите получить от своих инвестиций (учитывайте затраты на разработку, тестирование, производство, сборку, маркетинг и распространение, а также ожидаемую цену продаж).
(3) Конструктивные соображения
Проектирование деталей: Упрощение геометрии изделия и минимизация количества деталей на ранних этапах дает свои преимущества.
Проектирование оснастки: При проектировании пресс-формы заранее учитывайте дефекты, которые могут возникнуть в процессе производства. Продумайте расположение затворов и проведите моделирование с помощью программного обеспечения для обтекания пресс-формы, например Solidworks Plastics.
(4) Производственные соображения
Время цикла: Максимально сократите время цикла. Используйте технически сложные инструменты. Небольшие изменения могут иметь большое значение, и сокращение времени цикла на несколько секунд может привести к значительной экономии средств при производстве миллионов деталей.
(5) Сборка
Проектируйте свои детали так, чтобы минимизировать сборку. Основная причина заключается в том, что стоимость сборки простых деталей в процессе литья под давлением все еще относительно высока. Если вы сможете оптимизировать процесс сборки в производственных процессах, вы сэкономите много трудозатрат.

Факторы, влияющие на качество литья под давлением
(1) Давление впрыскаПричина необходимости давления впрыска заключается в том, что сопротивление процесса течения расплава должно быть компенсировано или сопротивление процесса течения должно быть устранено давлением машины впрыска, что является противоположным, для обеспечения плавного наполнения.
(2) Время введенияРазумное время впрыска способствует идеальному заполнению расплава, а ушко очень важно для улучшения качества поверхности изделия и уменьшения допусков на размеры.
(3) Температура впрыска: температура впрыска должна контролироваться в соответствующем диапазоне, слишком низкая температура не позволяет расплавленному материалу хорошо пластифицироваться, что влияет на качество формованных деталей и увеличивает трудности обработки; слишком высокая температура приводит к тому, что сырье легко разлагается.

Резюме
Если у вас большой объем производство пластмасс под давлением проект для производства, рассмотрите литьё под давлением как процесс. У нас есть несколько важных предложений, которые вы можете рассмотреть.
(1) Вам нужен опытный дизайнер продукции и литьевая форма инженер-конструктор для оптимизации дизайна внешнего вида и структуры продукта перед производство пластиковых формЭто позволяет избежать затрат на изменение формы впоследствии из-за необоснованного дизайна и структуры.
(2) Прежде чем официально Производство литьевых формРекомендуется использовать бочку через Прототипирование с ЧПУ или 3D-печать прототипа для сборки и функционального тестирования.
(3) Найдите компанию, в которой есть инженеры-конструкторы, литьевая форма инженеры-конструкторы, инженеры по производству пресс-форм, литьё под давлением инженеры по отладке машин, инженеры по контролю качества, а также несколько продавцов, свободно владеющих английским языком, чтобы гарантировать, что проект с точки зрения технологии, качества и связи может быть осуществлен гладко.
Если вы мало что знаете об этой отрасли, вы можете позвонить по телефону Zetarmold для обеспечения полного обслуживания проекта.
С Zetar вы можете воплотить свой проект в жизнь в считанные дни. Более 20 англоговорящих специалистов и 7 опытных дизайнеров изделий и инженеров по проектированию пресс-форм готовы поддержать производственный процесс от идеи до воплощения - позвольте нам помочь воплотить вашу мечту в реальность!







