 Saltar para o conteúdo
Saltar para o conteúdo 

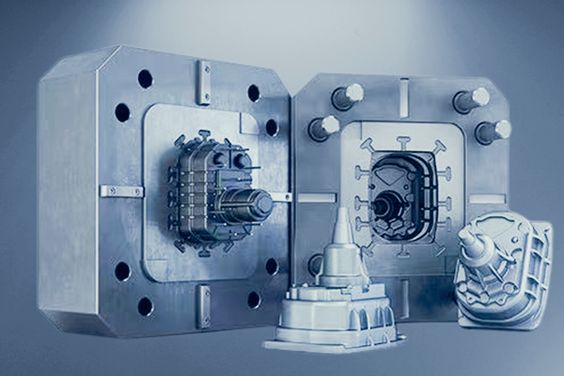
Molde de plástico é uma ferramenta para a indústria de processamento de plástico e máquina de moldagem de plástico para dar produtos de plástico com forma completa e tamanho preciso.
Devido à variedade de plásticos e métodos de processamento, a máquina de moldagem de plásticos e os produtos de plástico e a estrutura simples e complicada, os tipos e estruturas de moldes de plástico são também uma variedade.
Os moldes são utilizados numa variedade de indústrias para criar produtos. Moldagem de plástico é um processo popular utilizado para criar uma variedade de artigos de plástico.
Nesta publicação do blogue, vamos discutir tudo o que precisa de saber sobre moldagem de plástico! Abordaremos o básico, como o que é e como funciona, bem como tópicos mais avançados, como os diferentes tipos de moldes e os materiais que utilizam.
Esperamos que esta publicação do blogue lhe forneça todas as informações necessárias para tomar uma decisão informada sobre a utilização de moldes de plástico.

Introdução básica aos moldes de plástico
Um molde de plástico combinado para moldagem por compressão, moldagem por extrusão, moldagem por injeçãoA moldagem por sopro e a moldagem de baixa espuma, que inclui principalmente um molde côncavo com cavidades variáveis que consiste num substrato de combinação de molde côncavo, um conjunto de molde côncavo e uma placa de cartão de combinação de molde côncavo, e um molde convexo com núcleos variáveis que consiste num substrato de combinação de molde convexo, um conjunto de molde convexo, uma placa de cartão de combinação de molde convexo, um conjunto de corte de cavidade e uma placa de combinação de corte lateral.
Mudança coordenada de moldes convexos e côncavos e sistema de moldagem auxiliar. Pode processar uma série de peças de plástico de diferentes formas e tamanhos.
É uma ferramenta utilizada na indústria de transformação de plásticos e moldagem de plástico máquina para dar aos produtos de plástico uma forma completa e um tamanho preciso.

Devido à variedade de plásticos e de métodos de transformação, moldagem de plástico A máquina e os produtos de plástico e a estrutura do simples e complexo, portanto, os tipos e estruturas de molde de plástico também são uma variedade de.
Com o rápido desenvolvimento da indústria dos plásticos e a melhoria contínua dos plásticos gerais e de engenharia em termos de resistência e outros aspectos, a aplicação de produtos de plástico está também a expandir-se e a quantidade de produtos de plástico está a aumentar.
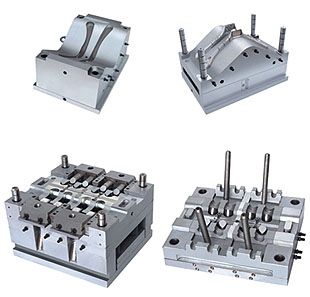
Molde de plástico é um tipo de ferramenta para o fabrico de produtos de plástico. É constituída por vários grupos de peças e esta combinação contém a cavidade de moldagem.
Durante moldagem por injeção, o ferramenta de molde de injeção é fixado na máquina de moldagem por injeção, o plástico fundido é injetado na cavidade de moldagem e arrefecido e moldado na cavidade, depois os moldes superior e inferior são separados e o produto é ejectado da cavidade e sai do molde através do sistema ejetor e, finalmente, o molde é novamente fechado para a injeção seguinte, todo o processo de injeção é cíclico.
De um modo geral, o molde de plástico é composto por duas partes: o molde móvel e o molde fixo. O molde móvel é montado no molde móvel do moldagem por injeção e o molde fixo é montado no modelo fixo da máquina de moldagem por injeção. O modelo de molde móvel e o modelo de molde fixo são os moldagem por injeção A máquina consiste em fixar o molde.
Durante moldagem por injeçãoO molde e o molde fixo são fechados para formar o sistema de vazamento e a cavidade, e quando o molde é aberto, o molde e o molde fixo são separados para remover os produtos plásticos.
Embora a estrutura do molde possa variar consoante a variedade e as propriedades dos plásticos, a forma e a estrutura dos produtos de plástico e o tipo de máquina de injeção, a estrutura básica é a mesma.
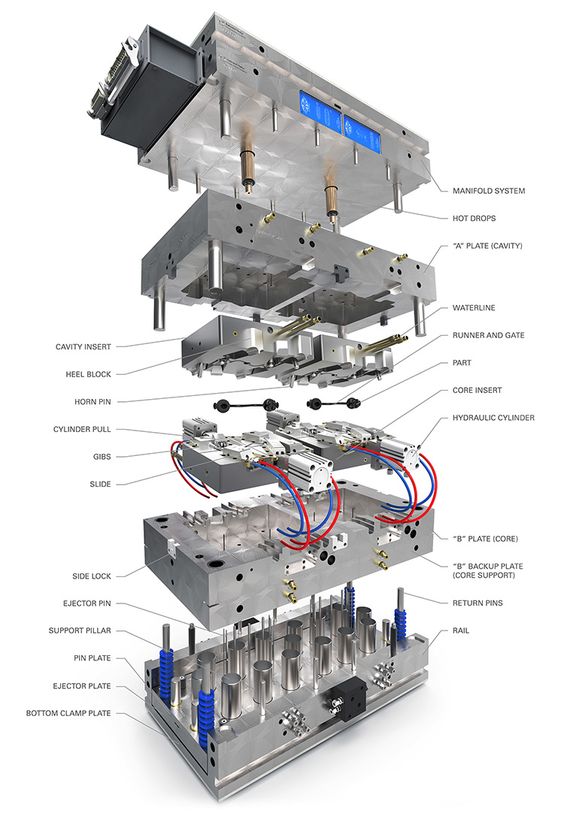
O molde é composto principalmente por sistema de vazamento, sistema de regulação de temperatura, peças de moldagem e peças estruturais.
Entre elas, o sistema de vazamento e as peças de moldagem são as peças que estão em contacto direto com o plástico e que se alteram com o plástico e os produtos, que são as peças mais complicadas e mutáveis do molde e que requerem o mais elevado acabamento e precisão de processamento.
O sistema de vazamento é a parte do canal de fluxo antes de o plástico entrar na cavidade a partir do bico de injeção, incluindo o canal de fluxo principal, a cavidade fria, o coletor e a porta. As peças de moldagem são as várias partes que constituem a forma do produto, incluindo o molde móvel, o molde fixo e a cavidade, o núcleo, a haste de moldagem e a porta de escape, etc.
O molde de plástico da China na indústria de alta tecnologia e a procura de aplicação de pilares, a formação de uma enorme cadeia industrial, desde a montante da indústria e processamento de matérias-primas e materiais auxiliares, equipamento de teste até à jusante de máquinas, automóveis, motociclos, electrodomésticos, comunicações electrónicas, construção e materiais de construção e várias outras aplicações importantes da indústria, molde de plástico desenvolvimento um vibrante.

Classificação principal dos moldes de plástico
De acordo com os diferentes métodos de moldagem, podemos dividir os tipos de moldes de processamento de plástico correspondentes a diferentes requisitos de processo, principalmente moldes de moldagem por injeçãomoldes para moldagem por extrusão, moldes para moldagem de blisters, moldes para moldagem de poliestireno com elevada formação de espuma, etc.
a. Moldes de injeção de plástico
De acordo com os nossos conhecimentos sobre moldes de injeção de plásticoÉ principalmente um tipo de molde de moldagem mais utilizado na produção de materiais termoplásticos peças moldadas por injeção de plástico.
O molde de injeção de plástico corresponde ao equipamento de processamento de máquinas de moldagem por injeção de plástico, em que o material plástico é primeiramente aquecido e derretido no barril na parte inferior da máquina de injeção, e depois empurrado pelo parafuso ou êmbolo da máquina de injeção, entra na cavidade do molde através do bocal de injeção e do sistema de vazamento do molde, o plástico é arrefecido e endurecido, e o produto é obtido por desmoldagem, este é todo o moldagem por injeção processo de ciclo.
A estrutura é normalmente constituída por peças de moldagem, sistema de vazamento, peças de orientação, mecanismo de empurrar, sistema de regulação da temperatura, sistema de exaustão, peças de suporte e outras peças.
O fabrico de moldes por injeção Normalmente, o material adopta o módulo de aço para moldes de plástico, os materiais comuns são principalmente o aço estrutural de carbono, o aço para ferramentas de carbono, o aço para ferramentas de liga, o aço de alta velocidade, etc.
Inteiro moldagem por injeção O método de processo é normalmente aplicável apenas à produção em massa de produtos de materiais termoplásticos, com moldagem por injeção de plástico processo de produção de uma vasta gama de produtos de plástico, desde as necessidades diárias a todos os tipos de máquinas complexas, aparelhos eléctricos, peças de transporte, etc., são moldados por injeção, é o método de processamento mais utilizado na produção de produtos de plástico.

b. Molde de compressão de plástico
Existem dois tipos de moldes estruturais: moldagem por compressão e moldagem por compressão moldagem por injeção. São principalmente utilizados para moldar plásticos termoendurecíveis, e o seu equipamento correspondente é a máquina de moldagem por pressão.
O método de moldagem por compressão baseia-se nas caraterísticas dos plásticos, o molde é aquecido à temperatura de moldagem (geralmente a 103°-108°), depois o pó de moldagem por compressão medido é colocado na cavidade do molde e na câmara de enchimento, e o molde é fechado.
Moldagem por injeção em prensa é diferente da moldagem por compressão na medida em que existe uma câmara de enchimento separada e o molde é fechado antes da moldagem, e o plástico é pré-aquecido na câmara de enchimento e encontra-se num estado de fluxo viscoso, sendo depois ajustado e espremido na cavidade do molde sob pressão para endurecer e moldar.
Os moldes de compressão são também utilizados para moldar certos termoplásticos especiais, tais como termoplásticos difíceis de fundir (como o poligaluoroetileno), peças em bruto (moldagem por compressão a frio), lentes de resina com propriedades ópticas muito elevadas, volantes de automóveis em nitrocelulose com ligeira formação de espuma, etc.
Moldes de moldagem por compressão são compostas principalmente por cavidades, cavidades de enchimento, mecanismo de orientação, peças de expulsão, sistema de aquecimento, etc. Compressão moldes de injeção são amplamente utilizados no encapsulamento de componentes eléctricos.
Os materiais utilizados na fabrico de moldes de moldagem por compressão são basicamente os mesmos que os moldes de injeção.

c. Molde de extrusão de plástico
É também chamado de cabeça de moldagem por extrusão, que é amplamente utilizado para o processamento de tubos, hastes, monofilamentos, placas, filmes, revestimento de fios e cabos, perfis e assim por diante.
O equipamento de produção correspondente é uma extrusora de plástico, cujo princípio é fundir e plastificar plástico sólido sob as condições de aquecimento e rotação e pressão do parafuso da extrusora, e fabricar produtos plásticos contínuos com a mesma secção transversal que a forma do molde bucal através de uma forma específica do molde bucal.
Os seus materiais de fabrico são principalmente aço estrutural de carbono, ferramentas de liga, etc. Algumas matrizes de extrusão são também revestidas com materiais resistentes ao desgaste, como o diamante, nas partes que necessitam de ser resistentes ao desgaste.
O processo de extrusão é normalmente aplicável apenas à produção de produtos termoplásticos, e a sua estrutura é distintamente diferente da estrutura de moldes de injeção e moldes de compressão.

d. Molde para moldagem por sopro de plástico
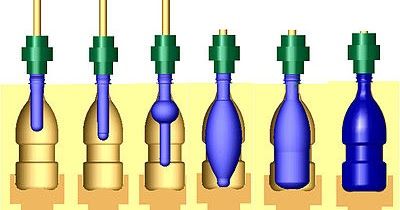
É um tipo de molde utilizado para moldar produtos ocos de recipientes de plástico (como garrafas de bebidas, produtos químicos diários e outros recipientes de embalagem), e as formas de moldagem por sopro são principalmente a moldagem por extrusão e sopro, moldagem por sopro e injeçãoMoldagem por sopro com extensão de injeção (vulgarmente conhecida como "injection pull blow"), moldagem por sopro multicamadas, moldagem por sopro de chapa, etc. Moldagem, etc.
A moldagem por sopro de produtos ocos correspondente ao equipamento é normalmente designada por máquina de moldagem por sopro de plástico, a moldagem por sopro só é aplicável à produção de variedades de produtos termoplásticos.
A estrutura do molde de moldagem por sopro é relativamente simples, os materiais utilizados são maioritariamente feitos de carbono.
e. Molde de plástico para blisters
É um tipo de molde que utiliza uma placa ou folha de plástico como matéria-prima para formar alguns produtos de plástico simples.
O seu princípio é utilizar o método de abertura a vácuo ou o método de formação de ar comprimido para fazer com que a placa ou folha de plástico seja fixada no molde côncavo ou convexo, deformando-se sob a condição de aquecimento e amolecimento e colando na cavidade do molde para obter os produtos formados necessários, principalmente utilizados na produção de algumas necessidades diárias, alimentos, brinquedos e outros produtos de embalagem.
Como a pressão do molde de bolha é baixa, o material do molde é maioritariamente feito de alumínio fundido ou material não metálico, e a estrutura é simples.

f. Molde para moldagem de poliestireno altamente expandido
É um molde para moldar materiais de embalagem de espuma de várias formas, aplicando a matéria-prima de EPS (esferas de poliestireno e agente de expansão).
O princípio é que o EPS pode ser moldado em vapor no molde, incluindo moldes manuais simples e moldes de espuma de dois tipos, utilizados principalmente para a produção de produtos de embalagem industrial.
Os materiais utilizados no fabrico destes moldes são o alumínio fundido, o aço inoxidável, o bronze, etc.

Elementos de conceção de moldes de plástico
A conceção e o fabrico de moldes têm uma relação estreita com o processamento de plásticos. O sucesso ou o fracasso do processamento de plásticos depende em grande parte do efeito da conceção do molde e da qualidade do fabrico de moldesenquanto a conceção de moldes para plástico se baseia na conceção correta dos produtos de plástico.
A conceção do molde de plástico deve ter em conta os elementos estruturais
1. Superfície de separação, ou seja, a superfície de contacto onde o molde côncavo e o molde convexo se encaixam um no outro quando o molde está fechado.
A sua localização e forma são influenciadas pela forma e aparência do produto, espessura uniforme da parede, método de moldagem, processo de pós-processamento, tipo e estrutura do molde, método de desmoldagem e estrutura da máquina de moldagem, etc.
2. Elementos estruturais, ou seja, cursor, topo inclinado, bloco de topo reto de moldes complexos, etc.
O projeto das partes estruturais é muito crítico, estando relacionado com a vida útil do molde, o ciclo de processamento, o custo, a qualidade do produto, etc. Por conseguinte, a conceção da estrutura central de moldes complexos requer uma elevada capacidade de compreensão por parte do projetista, procurando, tanto quanto possível, soluções de conceção mais simples, mais duradouras e mais económicas.
3. Precisão do molde, ou seja, evitar o cartão, posicionamento fino, pilar guia, pino de posicionamento, etc.
O sistema de posicionamento está relacionado com a qualidade da aparência do produto, a qualidade e a vida útil do molde, de acordo com a estrutura diferente do molde, escolhe diferentes métodos de posicionamento, o controlo da precisão do posicionamento baseia-se principalmente no processamento, o posicionamento interno do molde é principalmente o designer a considerar plenamente, conceber um método de posicionamento mais razoável e fácil de ajustar.
4. Sistema de vazamento, ou seja, a partir do moldagem por injeção bocal da máquina para a cavidade entre o canal de alimentação, incluindo o canal de fluxo principal, o canal de desvio, o portão e a cavidade fria.
Em particular, a localização do portão deve ser selecionada para facilitar o plástico fundido numa cavidade preenchida com um bom estado de fluxo, ligado ao produto do corredor sólido e o material frio do portão é fácil de ejetar do molde e ser removido quando o molde é aberto (exceto para o molde de canal quente).
5. A taxa de retração do plástico e os factores que afectam a precisão dimensional do produto, tais como fabrico de moldes e erros de montagem, desgaste do molde, etc.
Além disso, a conceção dos sistemas de compressão e moldes de injeçãoO projeto de um molde de plástico deve também ter em conta o processo da máquina de moldagem e os parâmetros estruturais do molde. A tecnologia de conceção assistida por computador tem sido amplamente utilizada na conceção de moldes de plástico.

Acessórios para moldes de plástico
Punção, cabeça, coluna de guia, manga de guia, posicionamento fino, haste de ejeção, pino de ejeção, manga, dispositivo deslizante, dispositivo de topo inclinado, manga de esfera de aço, carimbo de data, molde de plástico mola, vedante, junta de arrefecimento, êmbolo de água, anel de posicionamento, manga de porta, pino de material de tração, barra de ligação, prego de limite, prego de lixo, poste de suporte, abridor, controlador da sequência de abertura do molde (conjunto da fivela de bloqueio do molde), etc.
Peças de estrutura para moldes de plástico
Composição
A estrutura do molde de moldagem por sopro, do molde de fundição e do molde de termoformagem é relativamente simples.
Molde de compressão, molde de injeção e a estrutura do molde de transferência é mais complexa, constituindo as partes deste tipo de molde também mais.
As partes básicas são
1. As peças de moldagem, incluindo o molde côncavo, o molde convexo, uma variedade de núcleos de moldagem, são produtos de moldagem dentro e fora da superfície ou da extremidade superior e inferior, orifícios laterais, côncavos laterais e peças roscadas.
2. Suporte de peças fixas, incluindo placa de base do molde, placa fixa, placa de suporte, almofada, etc., para fixar o molde ou suportar a pressão.
3. Peças de guia, incluindo o pilar de guia e o casquilho de guia, para determinar a posição relativa do molde ou o movimento do mecanismo de lançamento.
4. As peças de extração do núcleo, incluindo pinos basculantes, corrediças, etc., são utilizadas para extrair o núcleo móvel quando o molde é aberto, de modo a que o produto seja libertado do molde.
5. Peças de empurrar para fora, incluindo haste de empurrar, tubo de empurrar, bloco de empurrar, placa de empurrar peça, anel de empurrar peça, placa fixa de empurrar haste, placa de empurrar, etc., para fazer os produtos fora do molde.
Este tipo de estrutura de molde é feito de peças básicas cuja estrutura, forma e tamanho foram padronizados e serializados, e a cavidade pode ser processada de acordo com a forma dos produtos. A utilização de uma estrutura de molde normalizada permite encurtar o ciclo de fabrico do molde.
Papel das peças do porta-moldes normalmente utilizado
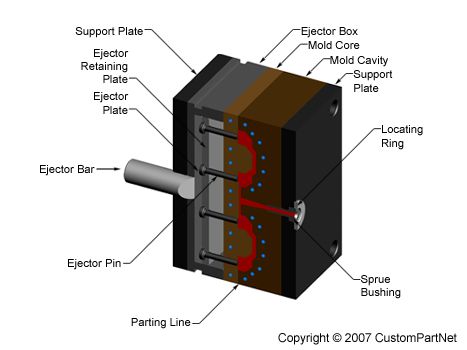
Placa de base do molde fixo (painel): o molde frontal fixo na máquina de moldagem por injeção.
Placa de saída (placa de bico): retire a haste de resíduos ao abrir o molde, para que esta caia automaticamente (molde de três placas).
Placa de fixação (placa A): a parte da frente do produto moldado.
Placa fixa da matriz móvel (placa B): a parte posterior dos produtos moldados.
Almofada: o pé do molde, a sua função é permitir que a placa superior tenha espaço suficiente para se mover.
Placa de empurrar: empurra o produto para fora do molde, empurrando as peças como a barra superior, o bloco superior e o topo inclinado ao abrir o molde.
Placa de base do molde móvel (placa inferior): para fixar o molde traseiro no moldagem por injeção máquina.
Pilar de guia e bucha de guia: desempenham um papel de orientação e posicionamento, auxiliam a abertura frontal e traseira do molde e o posicionamento básico e do molde.
Coluna de suporte (cabeça de suporte): melhora a resistência da placa B, evita efetivamente a deformação da placa B causada pela produção a longo prazo.
Pilar guia da placa superior (brinde do meio): guia e posiciona a placa de pressão para garantir uma ejeção suave.
Requisitos de materiais para moldes de plástico
As condições de trabalho dos moldes de plástico são diferentes das dos moldes de perfuração a frio, que são geralmente obrigados a trabalhar a 150°C-200°C. Para além de estarem sujeitos a uma certa pressão, têm também de suportar a influência da temperatura.
Agora, de acordo com o molde para moldagem de plástico condições de utilização, métodos de transformação dos diferentes molde de plástico com os requisitos básicos de desempenho do aço resume-se, grosso modo, ao seguinte.

Dureza superficial e resistência ao desgaste adequadas
Molde de plástico a dureza é normalmente inferior a 50-60HRC, após o tratamento térmico do molde deve ser suficiente a dureza da superfície para garantir que o molde tem rigidez suficiente.
O molde no trabalho devido ao enchimento e fluxo de plástico para suportar grandes esforços de compressão e fricção, exigindo que o molde mantenha a precisão da forma e a precisão dimensional da estabilidade, para garantir que o molde tenha vida útil suficiente.
A resistência ao desgaste do molde depende da composição química do aço e da dureza do tratamento térmico, pelo que a melhoria da dureza do molde contribui para melhorar a sua resistência ao desgaste.

Excelente processabilidade de corte
A maioria moldes para moldagem de plásticoPara além do processamento EMD, também é necessário efetuar uma certa quantidade de processamento de corte e reparação de fixação.
Para prolongar a vida útil das ferramentas de corte, melhorar o desempenho de corte, reduzir a rugosidade da superfície, a dureza do aço para moldes de plástico deve ser adequada.

Bom desempenho de polimento
Produtos de plástico de alta qualidade, que exigem que o valor da rugosidade da superfície da cavidade seja pequeno.
Por exemplo, o molde de injeção o valor da rugosidade da superfície da cavidade deve ser inferior a Ra0.1 ~ 0.25, a superfície ótica deve ter Ra<0.01nm, a cavidade deve ser polida para reduzir o valor da rugosidade da superfície.
Por esta razão, a escolha do aço requer menos impurezas do material, uniformidade microfina do tecido, nenhuma fibra direcional, o polimento não deve apresentar defeitos de marcas de marcas ou de casca de laranja.

Boa estabilidade térmica
Molde de injeção de plástico as peças têm frequentemente formas complexas, difíceis de processar após a têmpera, pelo que se deve tentar utilizar uma boa estabilidade térmica.
Quando o processo de moldagem do molde após o tratamento térmico devido ao coeficiente de expansão linear, a deformação do tratamento térmico é pequena, a diferença de temperatura causada pela pequena taxa de mudança de tamanho, organização metalográfica e estabilidade do tamanho do molde, pode ser reduzida ou não mais processada para garantir a precisão do tamanho do molde e os requisitos de rugosidade da superfície.
Os tipos 45 e 50 de aço-carbono têm uma certa força e resistência ao desgaste, após o tratamento de têmpera é principalmente utilizado para materiais de armação de moldes.
O aço para ferramentas de elevado teor de carbono e o aço para ferramentas de baixa liga após tratamento térmico têm elevada resistência e resistência ao desgaste, sendo mais adequados para peças de moldagem.
Mas o aço para ferramentas com elevado teor de carbono, devido à sua deformação por tratamento térmico, destina-se apenas ao fabrico de peças de moldagem de pequenas dimensões e de forma simples.
Com o desenvolvimento da indústria de plásticos, a complexidade dos produtos de plástico, a precisão e outros requisitos são cada vez mais elevados, o material do molde também apresenta requisitos mais elevados.
Para o fabrico de moldes de plástico complexos, de precisão e resistentes à corrosão, pode ser utilizado aço pré-endurecido (como o PMS), aço resistente à corrosão (como o PCR) e aço de envelhecimento martensítico de baixo teor de carbono (como o 18Ni-250), com melhores propriedades de corte, tratamento térmico e polimento e maior resistência.
Além disso, na seleção dos materiais deve também ter-se em conta a prevenção da abrasão e da colagem, tal como a existência de movimento relativo das duas superfícies, tentar evitar a seleção de materiais com a mesma estrutura organizacional, condições especiais podem ser chapeados ou nitretados de um lado, de modo a que os dois lados tenham uma estrutura de superfície diferente.

Seleção do material do molde de plástico
1. as condições de trabalho dos moldes de plástico
Devido ao desenvolvimento do plástico e do moldagem de plástico indústria, os requisitos de qualidade dos moldes de plástico são cada vez mais elevados, pelo que a falha de moldes de plástico e os factores que as influenciam tornaram-se importantes temas de investigação.
Os principais elementos de funcionamento do molde de plástico são peças de moldagem, como o molde convexo, o molde côncavo, etc. Constituem a cavidade do molde de plástico para moldar várias superfícies de peças de plástico e entrar em contacto direto com o plástico, sujeito a pressão, temperatura, fricção e corrosão, etc.

2. Análise da razão da falha do material do molde de plástico
O fabrico geral de moldes inclui a conceção do molde, a seleção de materiais, o tratamento térmico, a maquinagem cnc, a colocação em funcionamento e os processos de instalação.
De acordo com o inquérito, os factores de falha do molde, o molde utilizado no material e o tratamento térmico são os principais factores que afectam a vida útil.
Na perspetiva da gestão da qualidade total, os factores que afectam a vida útil do molde não podem ser medidos como a soma de polinómios, mas devem ser o produto de múltiplos factores, pelo que as vantagens e desvantagens dos materiais do molde e do tratamento térmico em todo o processo de fabrico do molde são particularmente importantes.
A partir da análise do fenómeno comum de falha do molde, o molde de plástico no processo de serviço, pode produzir perda de desgaste, falha de deformação localizada e falha de fratura.
As principais formas de falha do molde de plástico podem ser divididas em falha por perda de desgaste, falha por deformação plástica local e falha por fratura.

3. Requisitos de desempenho do aço para moldes de plástico
Com o rápido desenvolvimento da indústria transformadora, o molde de plástico é uma ferramenta indispensável na moldagem de plástico a proporção da produção total de moldes aumentou de ano para ano.
com o desenvolvimento de plásticos de alto desempenho e produção contínua, a crescente variedade de produtos de plástico, expandindo o uso de produtos de precisão, grande, desenvolvimento complexo.
A produção de moldes para desenvolvimento a alta velocidade, as condições de trabalho do molde são também cada vez mais complexas.
1) desgaste e corrosão da superfície da cavidade
O plástico derretido a uma certa pressão no fluxo da cavidade do molde, a solidificação das peças de plástico do molde, são causadas pela fricção na superfície de moldagem do molde, causando desgaste.
A causa principal do desgaste do molde de plástico é a fricção entre o molde e o material. No entanto, a forma específica de desgaste e o processo de desgaste estão relacionados com muitos factores, tais como a pressão, a temperatura, a velocidade de deformação do material e a condição de lubrificação do molde no processo de trabalho.
Quando o material e o tratamento térmico do molde de plástico não são razoáveis, a superfície da cavidade do molde de plástico tem baixa dureza e fraca resistência ao desgaste, o que se manifesta da seguinte forma: o tamanho da superfície da cavidade é muito pobre devido ao desgaste e à deformação; o valor da rugosidade torna-se elevado devido ao puxão do cabelo e a qualidade da superfície deteriora-se.
Especialmente quando a utilização de materiais sólidos na cavidade do modelo de plástico, irá intensificar o desgaste da superfície da cavidade.
Além disso, o processamento de plástico contém cloro, flúor e outros componentes da decomposição térmica de gases corrosivos HC1, HF, de modo que o desgaste da corrosão da superfície da cavidade do molde de plástico, resultando em falha.
Se houver danos por desgaste ao mesmo tempo que o desgaste, de modo a que a superfície da cavidade do revestimento ou outra camada protetora seja danificada, isso promoverá o processo de corrosão.
Dois tipos de danos de ação cruzada, aceleram a corrosão de um efeito de perda de desgaste.

2) Falha por deformação plástica
Pressão da superfície da cavidade do modelo de plástico, o calor pode causar falha de deformação plástica, especialmente quando o molde pequeno no equipamento de grande tonelagem, mais suscetível de produzir deformação plástica de sobrecarga.
O molde de plástico utilizado na resistência e tenacidade do material não é suficiente, baixa resistência à deformação; outra razão para a falha da deformação plástica é o facto de a camada de endurecimento da superfície da cavidade do molde ser demasiado fina, a resistência à deformação não ser suficiente ou a temperatura de trabalho ser superior à temperatura de têmpera e ao amolecimento da mudança de fase, e a falha precoce do molde.
3)Fratura
A principal razão para a fratura deve-se à estrutura, à diferença de temperatura e à tensão estrutural, à tensão térmica ou à têmpera insuficiente, na utilização da temperatura, de modo a que a austenite residual se transforme em martensite, provocando a expansão do volume local, a tensão tecidular gerada no interior do molde.
As condições de trabalho dos moldes de plástico são diferentes dos moldes de estampagem a frio, que geralmente têm que trabalhar a 150 ℃ -200 ℃, e estão sujeitos a efeitos de temperatura, além de certa pressão.
O mesmo molde terá uma variedade de formas de falha, mesmo no mesmo molde pode também aparecer uma variedade de danos.
A partir da forma de falha de molde de plásticoSabe-se que a escolha razoável do material do molde de plástico e o tratamento térmico são muito importantes, porque estão diretamente relacionados com a vida útil do molde.

4. o aço para moldes de plástico deve cumprir os seguintes requisitos
1)Desempenho de resistência ao calor
Com o aparecimento de máquinas de moldagem de alta velocidade, a velocidade de funcionamento dos produtos de plástico é acelerada.
Como a temperatura de moldagem está entre 200 - 350 ℃, se o fluxo de plástico não for bom e a velocidade de moldagem for rápida, isso fará com que a parte do molde da temperatura da superfície de moldagem exceda 400 ℃ em um tempo muito curto.
Para garantir a precisão do molde em utilização e a deformação ser pequena, o aço para moldes deve ter um desempenho de elevada resistência ao calor.
2)Resistência insuficiente ao desgaste
Com a expansão da utilização de produtos de plástico, o plástico necessita frequentemente de adicionar fibra de vidro e outros materiais inorgânicos para aumentar a plasticidade, devido à adição de aditivos, de modo a que a fluidez do plástico seja muito reduzida, resultando no desgaste do molde, pelo que é necessária uma boa resistência ao desgaste.
3) Excelente processabilidade de corte
A maioria moldes para moldagem de plásticoPara além do processamento EDM, também é necessário efetuar uma certa quantidade de processamento de corte e reparação de fixação.
A fim de prolongar a vida útil das ferramentas de corte, o endurecimento no processo de corte é pequeno.
A fim de evitar a deformação do molde e afetar a precisão, espera-se que a tensão residual de processamento possa ser controlada ao mínimo.

4)Boa estabilidade térmica
Molde de injeção de plástico as peças têm frequentemente formas complexas, difíceis de processar após a têmpera, pelo que se deve tentar utilizar uma boa estabilidade térmica do material.
5)Desempenho de processamento da superfície do espelho
A superfície da cavidade é lisa e a superfície de moldagem é polida para uma superfície espelhada com uma rugosidade de superfície inferior a Ra0,4μm para garantir o aspeto das peças prensadas de plástico e facilitar a desmoldagem.
6)Desempenho do tratamento térmico
No acidente de falha do molde, o acidente causado pelo tratamento térmico é geralmente 52,3%, pelo que o tratamento térmico em todo o fabrico de moldes ocupa uma posição importante, o processo de tratamento térmico tem um maior impacto na qualidade do molde.
Os requisitos gerais de deformação do tratamento térmico são pequenos, a gama de temperaturas de têmpera, a sensibilidade ao sobreaquecimento é pequena, especialmente para ter maior temperabilidade e temperabilidade, etc.
7)Resistência à corrosão
No processo de formação pode libertar gases corrosivos decomposição de gases corrosivos, tais como HC1, HF e outros moldes corrosivos, por vezes na boca do corredor de ar para fazer o molde ferrugem e danos, de modo que os requisitos de aço molde tem boa resistência à corrosão.
5. Novo aço para moldes de plástico
O molde de plástico geral é frequentemente utilizado para normalizar o estado do aço 45 ou do aço 40Cr através do fabrico por têmpera.
Requisitos de dureza do molde de plástico elevado utilizando CrWMn ou Crl2MoV e outros tipos de fabrico de aço.
Para a temperatura de funcionamento do molde de plásticoSe o aço para moldes para trabalho a quente for muito resistente, pode optar por utilizar o aço para moldes para trabalho a quente.
A fim de satisfazer os requisitos mais elevados da cavidade de plástico em termos de precisão dimensional e qualidade da superfície, a empresa desenvolveu recentemente uma série de novos moldes de aço.
1)Aço para moldes de plástico cementado
O aço para moldes de plástico cementado é utilizado principalmente para o complexo de cavidades de moldagem por extrusão a frio molde de plásticoo teor de carbono desse aço é baixo, muitas vezes adiciona o elemento Cr, enquanto adiciona a quantidade certa de Ni, Mo e v, o papel é melhorar a temperabilidade e a capacidade de cementação, a fim de facilitar a moldagem por extrusão a frio, esse aço no estado recozido deve ter alta plasticidade e baixa resistência à deformação, dureza recozida ≤ 1 00HBS.
Após a formação por extrusão a frio para cementação e tratamento de têmpera e revenido, a dureza da superfície pode atingir 58 - 62 HRC.
Estes aços têm qualidades de aço especiais no estrangeiro, como o 8416 da Suécia, o P2 e o P4 dos Estados Unidos, etc.
As empresas nacionais utilizam frequentemente aço 12CrNi3A e 12Cr2Ni4A, 20Cr2Ni4A, com boa resistência ao desgaste, sem colapso e fenómeno de descamação da superfície, aumentando a vida útil do molde.
Os elementos de aço cr, Ni, Mo, V aumentam a dureza e a resistência ao desgaste da camada cementada e a forte tenacidade do coração.

2)Aço para moldes de plástico pré-endurecido
O teor de carbono deste tipo de aço é de 0,3% -O,55%, os elementos de liga normalmente utilizados são Cr, Ni, Mn, v, etc. A fim de melhorar a sua maquinabilidade, adiciona-se s, ca e outros elementos.
Através do desenvolvimento, introdução e desenvolvimento de várias molde de plástico O aço Y55CrNiMn-MoVS (SMI) foi desenvolvido na China e contém um sistema S de fácil corte molde de plástico aço, que se caracteriza por uma dureza de entrega pré-endurecida de 35_40 HRC, uma boa maquinabilidade, sem tratamento térmico após o processamento, pode ser utilizado diretamente.
A adição de Ni como solução sólida reforça e aumenta a tenacidade, a adição de Mn e S forma a fase de corte MnS; a adição de Cr, Mo, V, aumenta a temperabilidade do aço 8Cr2S é suficiente para pertencer ao aço para moldes de precisão de corte.
3)Aço para moldes de plástico com endurecimento por envelhecimento
O desenvolvimento de aço de envelhecimento martensítico com baixo teor de cobalto, sem cobalto e com baixo teor de níquel, MASI é um aço de envelhecimento martensítico típico.
Após tratamento com solução sólida a 8150C, a dureza é de 28-32 HRC, para processamento mecânico e, em seguida, por envelhecimento a 4800C, o envelhecimento desdobra Ni3Mo, Ni3Ti e outros compostos intermetálicos, de modo que a dureza de 48-52 HRC. alta tenacidade do aço, pequenas alterações dimensionais durante o envelhecimento, bom desempenho de soldadura, mas o aço caro, menos popular no país.
(4) aço para moldes de plástico resistente à corrosão
O cloreto de polivinilo (Pvc) e o ABS, bem como a resina resistente ao fogo como matérias-primas para produtos de plástico, a decomposição de gases corrosivos gerados durante o processo de moldagem, corroerá o molde.
Por conseguinte, é necessário que o aço para moldes de plástico tenha uma boa resistência à corrosão. Os dois tipos de aço para moldes de plástico resistentes à corrosão mais utilizados no estrangeiro são o aço inoxidável martensítico e o aço inoxidável de endurecimento por precipitação.
Os estrangeiros têm, por exemplo, o ASSAB STVAX (4Crl3) sueco e o A SSAB a 8407, etc.
Produtos para moldes de plástico
Introdução à forma
Todos os tipos de ferramentas e produtos utilizados na nossa produção e vida quotidianas, desde a base das máquinas-ferramentas e dos invólucros das máquinas até um pequeno parafuso de cabeça embrionária, um botão e o invólucro de vários electrodomésticos, todos têm uma relação estreita com o molde.
A forma do molde determina a forma destes produtos e a qualidade e precisão do processamento do molde também determina a qualidade destes produtos.
Devido aos diferentes materiais, aspeto, especificações e utilizações dos vários produtos, os moldes dividem-se em moldes de fundição, moldes de forjamento, moldes de fundição sob pressão, moldes de estampagem e outros moldes não plásticos, bem como moldes de plástico.
Aplicações tecnológicas
1. tais como: electrodomésticos, instrumentos e medidores, equipamento de construção, indústria automóvel, hardware diário e muitos outros campos, a proporção de produtos de plástico está a aumentar rapidamente.
Uma peça de plástico bem concebida pode frequentemente substituir várias peças metálicas tradicionais. A tendência para a plastificação de produtos industriais e de produtos de utilização diária está a aumentar.
2. a definição geral de molde: na produção industrial, com uma variedade de prensas e ferramentas especiais montadas na prensa, através da pressão de materiais metálicos ou não metálicos para fazer peças ou produtos com a forma pretendida, esta ferramenta especial é coletivamente conhecida como o molde.
3. Moldagem por injeção descrição do processo: o molde é uma ferramenta para produção de produtos de plástico.

4. Classificação geral do molde: pode ser dividido em moldes de plástico e moldes não plásticos.
(1) Os moldes não plásticos são: molde de fundição, molde de forjamento, molde de estampagem, molde de fundição sob pressão, etc.
A. Molde de fundição - torneira, plataforma de ferro fundido
B. Molde de forjamento - carroçaria
C. Molde de estampagem - painel de computador
D. Molde de fundição - super liga, bloco de cilindros
(2) Molde de plástico de acordo com o processo de produção e os produtos de produção são divididos em.
A. molde de moldagem por injeção - Concha de TV, botões do teclado (a aplicação mais comum)
B. Molde de sopro de ar - garrafas de bebidas
C. Molde de moldagem por compressão - interruptores de baquelite, pratos de porcelana científica
D. Matrizes de moldagem por transferência - produtos de circuitos integrados
E. Molde de moldagem por extrusão - tubo de cola, sacos de plástico
F. Molde de termoformagem - invólucro de embalagem de moldagem transparente
G. Molde de moldagem por rotação - brinquedos para bonecas de borracha macia
Moldagem por injeção é o método mais comum utilizado no processamento de plásticos.
O método é aplicável a todos os termoplásticos e a alguns plásticos termoendurecíveis, e a quantidade de produtos de plástico fabricados não tem paralelo com outros métodos de moldagem.

Como um dos principais instrumentos de moldagem por injeção processo, o molde de injeção, em termos de precisão de qualidade, ciclo de fabrico e eficiência de produção na moldagem por injeção O processo de produção, que afecta diretamente a qualidade, a produção, o custo e a renovação dos produtos, determina também a capacidade de resposta e a velocidade das empresas na concorrência do mercado.
Determina também a capacidade de reação e a rapidez da empresa na concorrência do mercado.
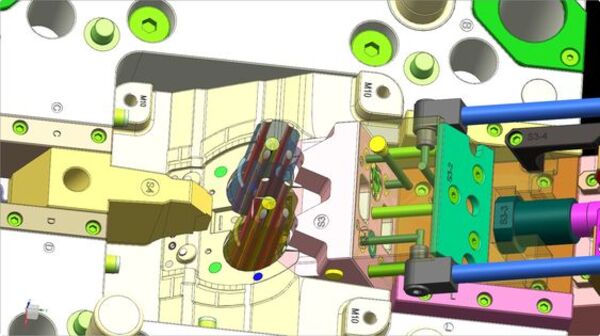
O ferramenta de moldagem por injeção é composto por várias placas de aço com várias partes, basicamente divididas em.
A Dispositivo de moldagem (molde côncavo, molde convexo)
B dispositivo de posicionamento (coluna de guia, casquilho de guia)
C dispositivo fixo (placa em I, cova de molde)
D sistema de arrefecimento (orifício de transporte de água)
E Sistema de temperatura constante (tubo de aquecimento, fio quente)
F Sistema de corrediça (orifício de chirp, ranhura da corrediça, orifício da corrediça)
G Sistema ejetor (pino ejetor, vareta ejectora)
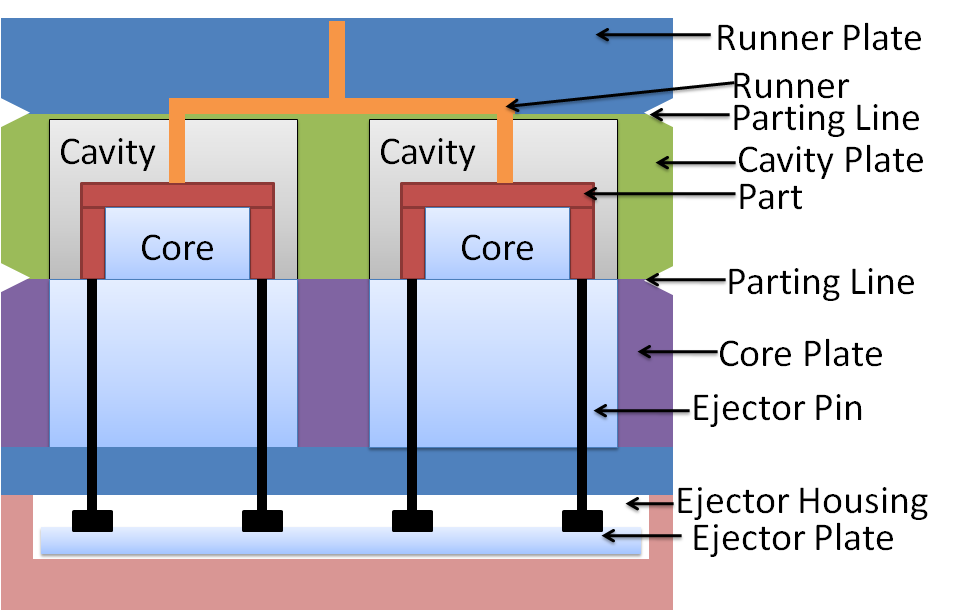
5. Os moldes podem ser divididos em três categorias, de acordo com os diferentes tipos de sistema de vazamento.
(1) Molde de bico grande: o corredor e o portão estão na linha de separação e o produto é desmoldado em conjunto quando o molde é aberto, o design é o mais simples, fácil de processar e o custo é baixo, pelo que mais pessoas adoptam a operação do sistema de bico grande.
(2) Molde de bico fino: o corredor e o portão não estão na linha de separação, geralmente diretamente no produto, pelo que é necessário conceber mais do que um grupo de linha de separação de bico, o design é mais complicado, o processamento é mais difícil, geralmente dependendo dos requisitos do produto e escolher o sistema de bico fino.
(3) molde de canal quente: a estrutura deste tipo de molde é aproximadamente a mesma que a do bico fino, a maior diferença é que o canal está em uma ou mais placas de canal quente e bico quente com temperatura constante, sem desmoldagem de material frio, o canal e o portão estão diretamente no produto, portanto, o canal não precisa ser desmoldado, este sistema também é chamado de sistema sem bico, pode economizar matéria-prima, é adequado para o caso de matéria-prima cara e altos requisitos de produto, o design e o processamento são difíceis, o custo do molde é maior.

O sistema de canal quente, também conhecido como sistema de jito quente, consiste principalmente em manga de jito quente, placa de jito quente, caixa eléctrica de controlo de temperatura.
Existem dois tipos de sistemas de canais quentes que utilizamos habitualmente: os canais quentes de ponto único e os canais quentes multiponto.
O portão quente de ponto único é a utilização de manga de portão quente único para disparar diretamente o plástico fundido para a cavidade, é adequado para portão único de cavidade única molde de plásticoO portão quente multiponto é para ramificar o material fundido em cada manga de portão quente sub e depois na cavidade através da placa de portão quente, é adequado para alimentação multiponto de cavidade única ou molde multi-cavidade.
Vantagens do sistema de corrediças
(1) Sem sprues, sem pós-processamento, de modo que todo o processo de moldagem é totalmente automatizado, poupando tempo de trabalho e melhorando a eficiência do trabalho.
(2) Pequena perda de pressão. A temperatura do canal quente é igual à temperatura do bico da máquina de injeção, o que evita a condensação superficial da matéria-prima no canal, e a perda de pressão de injeção é pequena.
(3) A utilização repetida de sprues degradará o desempenho do plástico, enquanto a utilização do sistema de canal quente sem sprues pode reduzir a perda de matérias-primas, reduzindo assim o custo do produto.
Com temperatura e pressão uniformes na cavidade, as peças de plástico têm baixa tensão e densidade uniforme, e podem ser injectados produtos melhores do que os gerais moldagem por injeção num tempo de moldagem mais curto sob uma pressão de injeção menor.
Para peças transparentes, peças finas, peças de plástico de grandes dimensões ou peças de plástico de elevada exigência, pode mostrar as suas vantagens e pode utilizar modelos mais pequenos para produzir produtos maiores.
(4) O bocal de aquecimento adopta um design padronizado e serializado, equipado com várias cabeças de bocal opcionais e boa permutabilidade.
A conceção e o processamento únicos do anel de aquecimento elétrico permitem obter uma temperatura de aquecimento uniforme e uma longa vida útil.
O sistema de canal quente está equipado com placas de canal quente, controladores de temperatura, etc., com um design delicado, vários tipos, fácil de utilizar, estável e de qualidade fiável.

Deficiências da aplicação do sistema de canal quente
(1) A altura total de fecho do molde aumenta, e a altura total do molde aumenta devido à adição de placas de canais quentes, etc.
(2) A radiação de calor é difícil de controlar, a maior falha da câmara quente é a perda de calor do jito, que é uma questão importante que precisa de ser resolvida.
(3) Existe expansão térmica, a expansão e a contração térmicas são um problema a ter em conta na conceção.
(4) O fabrico de moldes o custo aumenta, as peças normalizadas do sistema de canal quente são mais caras, o que afecta a popularidade do molde de canal quente.

Software comum para moldes de plástico
EMX da PTC, NX Mold Wizard da Siemens, CimatronE, Topsoild, Delcam Moldmaker, Topsolid Mold da Missler, Mold Design da Think3, IMOLD da Manusoft, MoldWorks da R&B, Solidworks, Pro-e, UG (os três últimos são principalmente de conceção de produtos, mas podem fazer a integração da conceção de moldes), etc.
Processo de polimento de moldes de plástico
Procedimentos básicos de polimento de moldes de plástico
Para obter um efeito de polimento de alta qualidade, o mais importante é ter ferramentas de polimento de alta qualidade e produtos auxiliares, como pedra de óleo, lixa e pasta abrasiva de diamante.
O processo geral de polimento de moldes de plástico é o seguinte
1. Polimento fino
O polimento fino utiliza principalmente pasta de polimento de diamante. Se a roda de pano de polimento for misturada com pó ou pasta de polimento de diamante para polir, a ordem de polimento habitual é de 9μm (#1800) a 6μm (#3000) a 3μm (#8000). A pasta de esmerilagem de diamante de 9μm e o disco de pano de polimento podem ser utilizados para remover as marcas de esmerilagem tipo cabelo deixadas pelas lixas #1200 e #1500.
De seguida, o polimento é feito com feltro pegajoso e pasta de polimento de diamante na ordem de 1μm (#14000) ~ 1/2μm (#60000) ~ 1/4μm (#100000). Os processos de polimento que requerem uma precisão de 1μm ou mais (incluindo 1μm) podem ser efectuados numa sala de polimento limpa na oficina de moldes.
Para um polimento mais preciso, é necessário um espaço absolutamente limpo. O pó, o fumo, a caspa e a espuma de saliva são susceptíveis de destruir várias horas de trabalho para obter uma superfície polida de alta precisão.
2. Polimento grosseiro
Após a fresagem, a EDM, a retificação e outros processos, a superfície pode ser polida escolhendo uma máquina rotativa de polimento de superfícies com uma velocidade de 35 000-40 000 rpm ou uma máquina de retificação ultra-sónica.
Os métodos habitualmente utilizados incluem a remoção da camada branca de EDM utilizando uma roda de Φ3mm de diâmetro, WA # 400. Segue-se o polimento manual com tiras de pedra de óleo com querosene como lubrificante ou refrigerante.
A ordem geral de utilização é #180 ~ #240 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000. muitos fabricantes de moldes optar por começar a partir de #400 para poupar tempo.
3. Polimento de semi-acabamento
O polimento semi-acabado utiliza principalmente lixa e querosene. De facto, a lixa #1500 só é adequada para aços de molde endurecidos (52 HRC e superior) e não para aços pré-endurecidos, uma vez que pode causar queimaduras na superfície das peças pré-endurecidas.
4. Acabamento do canto
Polimento fino com pasta abrasiva, 8000, 10.000 para obter um acabamento espelhado.

Método de polimento de moldes de plástico
Polimento mecânico
O polimento mecânico é feito por corte, deformação plástica da superfície do material para remover a parte convexa do método de polimento de superfície polida e lisa, geralmente usando pedra de óleo, roda de lã, lixa, etc., principalmente à mão, peças especiais como a superfície do corpo rotativo, pode usar a mesa rotativa e outras ferramentas auxiliares, os requisitos de qualidade de superfície de alta podem ser usados para o método de polimento de ultraprecisão.
A retificação e o polimento de ultra-precisão consistem na utilização de abrasivos especiais, contendo abrasivos no fluido de retificação e polimento, pressionados na superfície da peça a ser processada, para movimentos rotativos de alta velocidade.
A utilização desta tecnologia permite obter uma rugosidade superficial de Ra0,008μm, a mais elevada entre os vários métodos de polimento. Este método é frequentemente utilizado para moldes de lentes ópticas.
Polimento químico
O polimento químico consiste em permitir que o material dissolva as saliências microscópicas da superfície no meio químico, em detrimento das partes côncavas, obtendo assim uma superfície lisa.
A principal vantagem deste método é o facto de não necessitar de equipamento complicado, poder polir peças de formas complexas, poder polir muitas peças ao mesmo tempo e ter uma elevada eficiência.
O principal problema do polimento químico é a preparação da solução de polimento. A rugosidade da superfície obtida por polimento químico é geralmente de vários 10μm.
Polimento eletrolítico
O princípio básico do polimento eletrolítico é o mesmo do polimento químico, ou seja, dissolvendo seletivamente as pequenas saliências na superfície do material para tornar a superfície lisa.
Em comparação com o polimento químico, o efeito da reação catódica pode ser eliminado, e o efeito é melhor.
O processo de polimento eletroquímico divide-se em duas etapas: (1) macro nivelamento Os produtos de dissolução difundem-se no eletrólito, a rugosidade geométrica da superfície do material diminui, Ra>1μm. (2) nivelamento de micro luz Polarização anódica, o brilho da superfície aumenta, Ra <1μm.

Polimento por ultra-sons
A peça de trabalho é colocada na suspensão abrasiva e colocada no campo ultrassónico em conjunto, e o abrasivo é lixado e polido na superfície da peça de trabalho, baseando-se no efeito de oscilação das ondas ultra-sónicas.
A força macro do processamento ultrassónico é pequena, não provoca a deformação da peça, mas a produção e a instalação das ferramentas são mais difíceis. O processamento ultrassónico pode ser combinado com métodos químicos ou electroquímicos.
Com base na corrosão da solução e na eletrólise, a vibração ultra-sónica é então aplicada para agitar a solução, de modo a que os produtos de dissolução na superfície da peça de trabalho sejam destacados e a corrosão ou eletrólito perto da superfície seja uniforme; o efeito de cavitação das ondas ultra-sónicas no líquido pode também inibir o processo de corrosão e facilitar o brilho da superfície.
Polimento de fluidos
O polimento com fluido baseia-se no fluxo de alta velocidade do líquido e nas partículas abrasivas transportadas pela superfície da peça de trabalho para atingir o objetivo de polimento.
Os métodos habitualmente utilizados são: processamento por jato abrasivo, processamento por jato líquido, retificação com fluido, etc. O polimento por jato de fluido é acionado por pressão hidráulica, de modo que o meio líquido que transporta as partículas abrasivas flui sobre a superfície da peça de trabalho a alta velocidade, reciprocamente.
O meio é constituído principalmente por um composto especial (substância semelhante a um polímero) com boa fluidez a baixa pressão e misturado com abrasivo, e o abrasivo pode ser feito de pó de carboneto de silício.
Polimento magnético
A retificação e o polimento magnéticos consistem na utilização de abrasivos magnéticos para formar escovas abrasivas sob a ação de um campo magnético para retificar e processar a peça de trabalho.
Este método tem uma elevada eficiência de processamento, boa qualidade, fácil controlo das condições de processamento e boas condições de trabalho.
Utilizando abrasivos adequados, a rugosidade da superfície pode atingir Ra0,1μm.
Polimento mecânico baseado no método, sendo o polimento dito em molde de plástico é muito diferente do polimento de superfícies exigido noutras indústrias, em termos estritos, o polimento do molde deve ser designado por processamento de espelhos.
Necessário noutras indústrias, em rigor, o polimento do molde deve ser designado por processamento da superfície espelhada.
Não só tem requisitos elevados para o próprio polimento, como também tem elevados padrões de planicidade, suavidade e precisão geométrica da superfície.
O polimento da superfície é geralmente necessário apenas para obter uma superfície brilhante. Os padrões de processamento de espelhos estão divididos em quatro níveis: AO = Ra0.008μm, A1 = Ra0.016μm, A3 = Ra0.032μm, A4 = Ra0.063μm, devido ao polimento eletrolítico, polimento de fluidos e outros métodos são difíceis de controlar com precisão a precisão geométrica das peças, enquanto polimento químico, polimento ultrassônico, polimento magnético e outros métodos de qualidade de superfície não podem atender aos requisitos, portanto, precisão O processamento da superfície do espelho do molde ainda é principalmente polimento mecânico.
Procedimento de base
Para obter um efeito de polimento de alta qualidade, o mais importante é ter ferramentas de polimento de alta qualidade e produtos auxiliares, como pedra de óleo, lixa e pasta de polimento de diamante.
E a escolha do procedimento de polimento depende do estado da superfície após o pré-processamento, como o processamento mecânico, EDM, processamento de retificação, etc.

Desenvolvimento de moldes
O relatório anual da China molde de plástico A produção atingiu cerca de 53,4 mil milhões de RMB? Acreditam nisto?
Devido ao rápido desenvolvimento da economia chinesa, as necessidades de molde de plástico A indústria de moldes de plástico é cada vez mais rigorosa, o que dá um enorme impulso ao desenvolvimento da indústria de moldes de plástico.
De acordo com estatísticas precisas, o valor da produção anual de moldes de plástico na China atinge 53,4 mil milhões de RMB, o que é um facto que já existe.
Com o rápido desenvolvimento da indústria de fabrico de automóveis e da indústria de fabrico de TI, a indústria nacional de moldes desenvolveu-se rapidamente, entende-se que a proporção de moldes de plástico na indústria de moldes da China pode atingir 30%, espera-se que no futuro mercado de moldes, a proporção de moldes de plástico para o total de moldes continuará a aumentar gradualmente, e a velocidade de desenvolvimento será mais rápida do que a de outros moldes.
É relatado que a indústria de moldes desde 2000, com uma velocidade anual de crescimento rápido de 20%, puxando o grau de molde, sofisticado fabrico de moldes equipamento para o nível de tecnologia do molde para fornecer uma garantia.
Análise que, devido à importação de moldes, precisão, grandes, complexos, moldes de longa duração representaram a maior parte, por isso, na perspetiva de reduzir as importações, melhorar a taxa de localização, a quota de tais moldes de alta qualidade no mercado também irá aumentar gradualmente.

O rápido desenvolvimento da indústria da construção, de modo que uma variedade de moldes de extrusão de perfil, moldes de junção de tubos de plástico PVC tornam-se um novo ponto de crescimento económico no mercado de moldes.
O rápido desenvolvimento das auto-estradas, os pneus para automóveis também apresentam requisitos mais elevados, pelo que os moldes radiais para pneus de borracha, especialmente o desenvolvimento do molde vivo, também serão superiores à média total; plástico em vez de madeira, plástico em vez de metal para fazer moldes de plástico na indústria automóvel e de motociclos, a procura de enormes; a indústria de electrodomésticos no período do "12º Plano Quinquenal" terá um maior desenvolvimento, especialmente frigoríficos, aparelhos de ar condicionado e fornos de micro-ondas, etc. molde de plástico a procura de peças sobresselentes é grande
Ao mesmo tempo, o ritmo do ajustamento estrutural da indústria de moldes de plástico está a acelerar, o número e a capacidade dos profissionais fabricantes de moldes de plástico para o mercado também está a crescer rapidamente.
De acordo com a análise da produção, das vendas, da situação do mercado, da estrutura da indústria, dos produtos e das importações e exportações de fabrico de moldes de plástico indústria, com referência à tendência de desenvolvimento de molde de plástico indústrias relacionadas, prever a direção futura do desenvolvimento da indústria chinesa fabrico de moldes de plástico indústria onde exatamente, no final, qual o potencial de desenvolvimento da fabrico de moldes de plástico indústria, é necessário verificá-los.







