 Saltar para o conteúdo
Saltar para o conteúdo 
Moldagem por injeção IMD&IML
A ZetarMold é uma fábrica profissional de moldagem por injeção IMD e IML personalizada que está no mercado desde 2005.
Zetar's Fábrica real Vídeo
Convidamos a SGS e a Alibaba a tirar fotografias reais da nossa fábrica. Este vídeo também será atualizado para os nossos clientes, permitindo-lhes ver todos os aspectos da nossa empresa e ter uma compreensão mais abrangente!

Escritório
Sala de reuniões
Oficina de moldes de injeção
Oficina de moldagem por injeção
Sala de controlo de qualidade
Sala de amostras
Sala de reuniões
Armazém
Zetar's Certificação de qualidade
Basta enviar-nos um e-mail para que possamos fornecer-lhe o original da certificação.
- A norma ISO 9001 estabelece os critérios para o sistema de gestão da qualidade das empresas de moldes de injeção e é a única norma
- A ISO 13485 especifica os requisitos para um sistema de gestão da qualidade em que uma organização precisa de demonstrar a sua capacidade para fornecer dispositivos médicos e serviços relacionados que cumprem consistentemente os requisitos do cliente e os requisitos regulamentares aplicáveis
- A norma ISO 14001 estabelece os critérios para um sistema de gestão ambiental e pode ser certificada.
- Com a nossa certificação ISO 45001, a Zetar está empenhada em manter um ambiente de trabalho seguro e saudável para os nossos funcionários. Isto assegura que a nossa equipa está sempre a funcionar com o máximo desempenho, o que se traduz em produtos de melhor qualidade e tempos de produção mais rápidos para si.





Recursos para O Guia Completo da Moldagem por Injeção de PVC
O que é o IMD?

IMD (Injection Moulding Decoration, Decoração no molde). Trata-se de uma nova tecnologia que coloca película de filme no molde de injeção para decorar a superfície do plástico.
Esta película pode geralmente ser dividida em três camadas: material de base (geralmente PET), camada de tinta (INK) e material adesivo (geralmente um adesivo especial).
Quando a moldagem por injeção está concluída, a película e o plástico estão intimamente integrados através da cola de ligação. Uma vez que o próprio PET está coberto por uma película protetora resistente ao desgaste na superfície frontal, é resistente ao desgaste e aos riscos, e a dureza da sua superfície pode atingir 3H, tornando-se cada vez mais brilhante à medida que lhe toca. Entre eles, os materiais de moldagem por injeção são principalmente PC, PMMA, PBT, etc.
Que tipos de processos IMD existem?
Atualmente, existem três tipos principais de métodos de construção:
1. IMF (Forming):
Injeção no molde e laminação no molde! Finalmente, podemos efetuar a decoração 3D IMD em peças de plástico. Chama-se IMF. Destina-se a peças de plástico de alta elasticidade, com bordas e 3D. As peças IMF são uma sanduíche. A primeira camada é de PC, PET, PMMA ou outras folhas de plástico. A segunda camada é de tinta. A terceira camada é de plástico. Assim, a tinta fica no meio. Não há riscos. Sem desvanecimento. Os produtos incluem: Impressão plana de PC FILM, 3D, 2D Forming.
2. IML(Laminado)(Etiqueta):
Chama-se rotulagem no molde. A película permanece na superfície como uma camada protetora. Normalmente, utilizamos este método para recipientes de plástico.
3. IMR (Rolamento):
Transferência térmica no molde! A película sai depois de a tinta ser transferida. Não fica na superfície. Normalmente, utilizamos este método para produtos planos.

O guia da conceção do molde de injeção IMD e do processo de moldagem.
1. Material da folha
O PVC é auto-extinguível, o que significa que pára de arder quando a fonte do fogo é removida. Isto deve-se ao facto de o PVC conter uma grande quantidade de cloro, o que ajuda a evitar incêndios.
a. Material e tinta
Normalmente, o material da folha é o PET, mas também existem folhas de PC e PMMA. Mas a moldagem e o processamento do PET são melhores. O brilho da superfície e a resistência ao desgaste também satisfazem os requisitos do cliente, pelo que é amplamente utilizado como material. A folha PET com uma espessura de 0,125 mm é uma das folhas mais populares.
A tinta, enquanto matéria-prima para impressão, requer resistência ao desgaste, resistência a altas temperaturas e facilidade de preparação e de operações de serigrafia.

b. Chapas pré-fabricadas (corte, termoformagem)
O fluxo geral do processo é o seguinte:
Impressão (Ferramentas: película, máquina de serigrafia; pontos-chave: seleção de tinta, posicionamento da folha)
Aplicar película protetora
Perfuração de formas (ferramenta: matriz; pontos-chave: posicionamento da folha)
Aplicar película protetora
Regulação do calor (ferramenta: máquina de regulação do calor; pontos-chave: controlo da temperatura)
Aplicar película protetora
Note-se que a aplicação de uma película protetora é um processo indispensável para proteger e evitar o pó; a película protetora utiliza geralmente película PE.
No processo de aquecimento, o controlo da temperatura é muito importante. Se não for bem dominado, a chapa deformar-se-á facilmente e a taxa de desperdício será elevada.
Os moldes superior e inferior da máquina de endurecimento por calor têm placas de aquecimento para manter uma temperatura constante durante o funcionamento. Depois de colocar a folha, a placa de aquecimento móvel desloca-se para a parte superior da folha para pré-aquecer a folha e torná-la macia antes de fechar o molde para a colocação de calor!
c. Encaixe entre o toldo e a cavidade
O tamanho da folha é ligeiramente mais pequeno do que o tamanho final da peça. -O princípio mais importante! ! !
Desta forma, é mais fácil colocar a folha na cavidade do molde e esta pode ser totalmente esticada. Se houver rugas, o produto acabado será defeituoso.
2. Contração do molde
Geralmente, a retração do ABS e do PMMA é de 0,5%. Se estiver a fazer um molde IMD, uma vez que a superfície do produto tem de ser coberta com uma camada de película PET, é óbvio que as taxas de retração térmica dos dois são diferentes.
De acordo com a minha experiência, a contração dos produtos produzidos por moldes IMD é menor do que a dos moldes normais, e 0,3% é mais adequado. Porque o substrato de plástico é envolvido pela folha durante a moldagem por injeção, o que dificulta o encolhimento do plástico.
3. Projeto de moldes de conformação de chapa
a. Utilizando a imagem do produto, em pro/e (ou outro software 3D), de acordo com a espessura da folha, desloque a superfície do produto para dentro para obter a imagem 3D da folha.
b. De acordo com o desenho 3D da folha, desdobrá-la para fazer um molde, uma película, etc., para perfurar a folha.
c. Separar o molde de acordo com o desenho 3D da chapa.
d. Fabrico de moldes
Quais são as caraterísticas da moldagem por injeção IMD?

① O produto tem uma excelente durabilidade e resistência a riscos.
② Imagens de aparência complexa podem ser facilmente concluídas e a consistência é garantida, o que não pode ser alcançado por outros processos.
③ O produto pode ser produzido numa variedade de cores, mesmo em pequenas quantidades. Pode imprimir mais de quatro cores e também pode imprimir tintas metálicas.
④ O produto pode ter várias alterações de design sem a necessidade de moldes adicionais, resultando em economias de custo significativas.
⑤ A moldagem numa só peça elimina a necessidade de separação e desmontagem de cores, o que acelera o processo de conceção e desenvolvimento.
⑥ O produto tem um elevado contraste de cor e o material plástico permite a transmissão de luz, tornando-o adequado para utilização como ecrãs e colunas de guia de luz.
⑦ O produto tem uma excelente resistência química devido à sua superfície de impressão extremamente durável e flexível. A imagem é efetivamente impressa no interior da película.
⑧ Os plásticos e as películas podem ser reciclados e reutilizados.
⑨ O produto pode atender aos requisitos de precisão e permitir uma produção em massa eficiente por meio da automação.
As melhores dicas para a moldagem por injeção IMD
Como a temperatura que a tinta IMD pode suportar é de 250 ~ 260 ℃ por 3 ~ 4 segundos, ao projetar o molde de injeção, é necessário considerar a pressão de injeção, o tempo de injeção, o tamanho e a quantidade do portão e as propriedades físicas do material. A fim de alcançar baixa pressão de injeção e curto tempo de injeção, os seguintes métodos podem ser considerados:

① Quanto mais curto for o desenho do corredor, melhor, e o corredor quente é o melhor.
② Pode aumentar a área do portão ou utilizar portões com vários pontos.
③ Escolha um plástico que flua melhor e injecte a uma temperatura mais baixa.
④ Adicionar tinta no portão para impedir que a tinta seja expelida.
⑤ A cavidade do molde de injeção IMD e a forma do molde devem corresponder.
⑥ Evite escolher o ponto de estiramento mais elevado para o material de injeção. Normalmente é nos quatro cantos. É aí que o material é mais fino, expande-se e contrai-se mais e causa rugas.
⑦ Não há muita variação nas condições de injeção para o IMD, por isso é melhor usar uma máquina de moldagem por injeção com melhor controlo. As propriedades físicas do plástico também devem ser consistentes. cantos) porque é mais fino, expande-se e contrai-se mais, e causa rugas.
⑧ Como o FILME se expande e contrai quando fica quente ou frio, a temperatura do molde não pode ser muito alta quando você o estiver moldando. É uma boa ideia usar uma máquina de temperatura de molde.
⑨ Devido ao facto de haver película no interior, quanto mais espesso for o local, mais encolhe. Portanto, não é possível resolver o problema de encolhimento usando métodos tradicionais como pressão de retenção e sobreembalagem. Só é possível resolvê-lo reduzindo o material e tornando-o oco.
Problemas e soluções comuns na moldagem por injeção IMD
A moldagem por injeção In-Mold Decoration (IMD) é um processo complexo que requer um controlo preciso de vários parâmetros para obter resultados de alta qualidade. Aqui estão alguns problemas e soluções comuns na moldagem por injeção IMD:
| Problemas comuns | Causas e soluções |
|---|---|
| A tinta do padrão é espalhada (lavada) durante a moldagem por injeção IMD | A tinta IMD está seca e não deixa passar nada. Tem restos de solventes e bolhas de ar. Quando se faz a moldagem por injeção, a tinta espalha-se e não adere tão bem à folha. |
| A tinta prateada IMD demora mais tempo a secar | |
| À medida que a folha IMD se torna mais espessa, a área onde a tinta se espalha aumenta. | |
| Depende do facto de o design do portão ter uma boa estrutura, forma e distribuição. | |
| Depende da temperatura do plástico. Quando a temperatura da resina de injeção aumenta, a área que é lavada diminui. O ajuste da temperatura depende do tipo de plástico e da estrutura do molde de injeção. | |
| Camada de tinta IMD impressa demasiado fina | |
| A tinta IMD em si não é resistente a temperaturas elevadas | |
| O plástico não é desumidificado antes da moldagem por injeção, o que provoca o aparecimento de bolhas durante a moldagem por injeção. | |
| A regulação incorrecta da viscosidade da tinta antes da impressão serigráfica provoca furos e um mau nivelamento da camada de tinta. | |
| O IMD não adere muito bem e a folha desmancha-se facilmente. | Há resíduos de solvente na tinta |
| A temperatura, a pressão e o sistema de arrefecimento da máquina de moldagem por injeção não são controlados corretamente. | |
| A tinta prateada tem demasiada cor ou não se adequa ao processo de moldagem por injeção. | |
| A tinta não adere muito bem ao substrato. | |
| Sem adesivo à base de água IMD impresso | |
| A tinta do espelho está demasiado próxima da aresta curva | |
| O plástico tem humidade. | |
| A aderência da tinta está relacionada com a temperatura da resina de injeção | |
| A tinta espelho não tem efeito de espelho | |
| A folha (substrato) não consegue lidar com os solventes da tinta espelho. | |
| Deve ser seco imediatamente após a impressão | |
| A tinta para espelhos deve ser impressa com um adesivo à base de água | |
| Para que a tinta adira melhor e obtenha um efeito espelhado, adicione um endurecedor à cola à base de água. Mas utilize-a toda no prazo de duas horas após a adição do endurecedor. | |
| Ao gravar em relevo, a tinta parte-se | O canto do punção é demasiado afiado e deve ter um certo arco. |
| A tinta não é suficientemente macia. | |
| A tinta não está bem seca. Por exemplo, a tinta UV é demasiado curada. |

Recursos para O Guia Completo de Fabrico de Moldes de Injeção IML
Quais são as caraterísticas do processo IML?
Tecnologia IMD/IML: É um novo tipo de tecnologia de decoração no molde que combina serigrafia, moldagem e moldagem por injeção. Na decoração de produtos, a decoração no molde (IMD/IML) é o método mais eficaz e económico.
É amplamente utilizado em produtos de comunicação (tais como lentes de telemóveis, peças decorativas, invólucros, etc.), electrodomésticos (painéis de janelas, painéis de botões, painéis decorativos, etc.), equipamento médico (lentes de janelas, invólucros, peças decorativas, etc.) e painéis de instrumentos de automóveis.
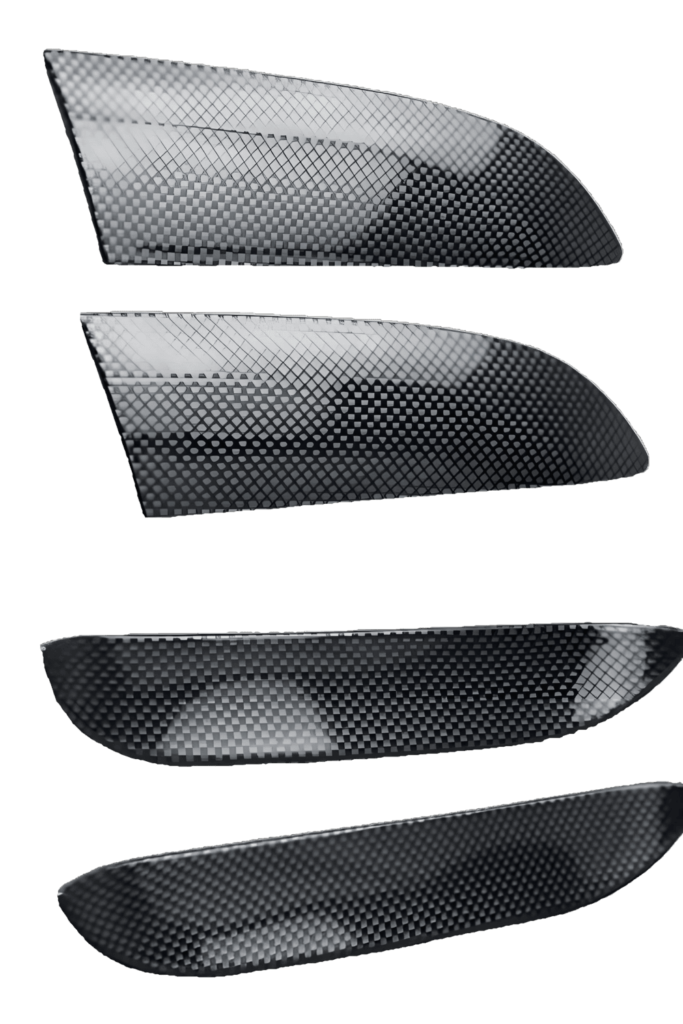
Os produtos IMD/IML têm as vantagens da alta definição, do bom efeito tridimensional, da superfície resistente a riscos, da capacidade de alterar o padrão de design à vontade, de melhorar a bela aparência do produto e de refletir a estrutura perfeita de forma especial. São amplamente utilizados em lentes de telemóveis, revestimentos, etc., que requerem o aspeto 3D do produto. Resolver os efeitos de forma especial e as cores múltiplas que não podiam ser alcançadas pelos painéis planos de acrílico no passado.
A decoração no molde tornou-se uma excelente alternativa a muitos processos tradicionais devido à sua vasta aplicação: métodos de decoração tradicionais como a transferência térmica, a impressão direta na superfície, a pulverização da superfície, a galvanoplastia direta, a moldagem por injeção de duas cores, etc. É mais adequado para produtos 3D, especialmente os que requerem padrões de registo de cor consistentes, retroiluminação, cores múltiplas e que têm de ser reflectidos em várias superfícies curvas, superfícies abauladas e superfícies inclinadas.
Quais são as etapas do processo de moldagem por injeção IML?
Corte-impressão plana-secagem e fixação da tinta-colocação de película protetora-punção de orifícios de posicionamento-termoformação-corte de forma periférica-processo de moldagem por injeção, as instruções específicas são as seguintes:
1. Corte:
Cortar a película enrolada em blocos quadrados com o tamanho pretendido para os processos de impressão e moldagem.
2. Impressão plana:
Crie a película de acordo com os ícones e o texto pretendidos e imprima os ícones e o texto na película quadrada cortada.
3. Secagem e fixação da tinta:
Colocar o quadrado de película impressa num forno a alta temperatura para secar e fixar a tinta IML.
4. Aplicar a película de proteção:
Por vezes, é necessário aplicar uma camada simples ou dupla de película protetora para evitar riscar a superfície da película impressa durante o processo de perfuração de posicionamento.
5. Perfurar os orifícios de posicionamento:
Os furos de posicionamento dos termoformados devem ser perfurados com exatidão. Por vezes, os furos de posicionamento para o processo de corte têm de ser perfurados antecipadamente.
6. Termoformagem (alta pressão ou molde de cobre):
Depois de aquecer a película impressa, utilize uma máquina de alta pressão ou um molde de cobre para a moldar enquanto ainda está quente.

7. Cortar a forma periférica:
Cortar a forma periférica: Cortar o material em excesso da película tridimensional formada.
8. Processo de moldagem por injeção:
Moldagem por injeção: Colocar a película moldada que tem exatamente a mesma forma tridimensional que o molde frontal no molde frontal e moldar por injeção o produto IML acabado.
Moldagem por injeção IMD VS Moldagem por injeção IML
A IML (In-Mold Labeling) e a IMD (In-Mold Decoration) são duas tecnologias populares utilizadas na indústria da embalagem para decorar e rotular produtos de plástico. Embora estas tecnologias tenham algumas semelhanças, também têm diferenças distintas. Segue-se uma comparação das principais caraterísticas entre a IML e a IMD:
| Moldagem por injeção IMD | IML Moldagem por injeção |
|---|---|
| A IMD é adequada para grandes lotes (100.000 ou mais) | A quantidade do lote de produção IML é muito flexível |
| Produtos IMD com altura de moldagem tridimensional do padrão IMD não superior a 1,5MM | O IML pode processar várias produções tridimensionais complexas, tais como superfícies planas, superfícies curvas, bainhas e outros produtos. A altura de moldagem tridimensional de padrões 3D pode atingir 40MM. |
| Produtos IMD, porque a tinta é serigrafada na superfície, as fontes não são facilmente tocadas. | A tinta IML é serigrafada na camada intermédia, pelo que o aspeto é suave e bonito e, quanto mais se toca nela, mais brilhante se torna. Tem uma excelente resistência aos riscos, e o padrão e a cor podem ser alterados em qualquer altura durante a produção. |
| O IMD só pode serigrafar o mesmo processo que o papel de estampagem a quente e não pode alterar a sua cor de serigrafia. | As cores da tinta do IML são ilimitadas e a cor da serigrafia pode ser alterada à vontade no mesmo lote de produção. |
| A IMD não pode fabricar produtos com botões | O IML pode fabricar produtos com botões |
| O tempo de desenvolvimento global do IML é curto (moldagem, perfuração e outros moldes podem ser desenvolvidos enquanto se desenvolve o molde de injeção, e outros processos auxiliares podem ser concluídos ao mesmo tempo); várias peças podem ser produzidas em conjunto, pelo que o custo é relativamente reduzido; porque não há ganchos, podem ser produzidos produtos com espessura relativamente fina. | O tempo de desenvolvimento global do IMD é mais longo |
Quais são as vantagens e desvantagens do processo IML
A rotulagem no molde (IML) é uma tecnologia de embalagem popular utilizada em várias indústrias, incluindo a alimentar, a de bebidas, a cosmética e a farmacêutica. Aqui estão as vantagens e desvantagens do processo IML:
| Vantagens | Desvantagens |
|---|---|
| O ciclo de produção da película é curto e pode expressar várias cores | Período inicial longo |
| Os padrões e as cores podem ser alterados em qualquer altura durante a produção | É fácil provocar a queda da película, a sua torção e deformação, etc. |
| A camada mais externa do IML é o FILM e a tinta é impressa na camada intermédia. O aspeto é suave e bonito, quanto mais se toca nele, mais brilhante se torna, e tem uma excelente resistência aos riscos. | Durante o processo de produção, a taxa de defeitos do produto é elevada |
| A quantidade do lote de produção IML é muito flexível e adequada para a produção de pequenos volumes de múltiplas variedades |
O guia completo para a moldagem por injeção IML
① Espessura de moldagem por injeção: Recomenda-se que a espessura média da polpa não seja inferior a 1,2 mm (1,0 mm excluindo a película)
② Especificações da espessura da película: 0,1 mm, 0,125 mm, 0,175 mm
③ A impressão de uma única peça em película é mais adequada para pequenas quantidades e várias ocasiões de design.
④ Este método não é adequado para cores metálicas, tais como prata galvanizada, se a cor de aparência for prata brilhante, uma vez que pode facilmente fazer com que a película se descole devido a temperaturas altas e baixas.
⑤ O tamanho da borda externa do filme está absolutamente relacionado com o tamanho da cavidade do molde. Se for demasiado pequeno ou demasiado grande, fará com que a cavidade do molde seja esticada durante a injeção e produzirá fugas na borda.
⑥ O diâmetro mínimo do orifício redondo da lente é de Φ1,0 mm.
⑦ O P.L da lente está geralmente localizado na parte inferior da lente. Se houver um problema com o ângulo de inclinação, pode ser localizado a 0,2 mm da extremidade inferior do revestimento da película.
⑧ O ângulo de inclinação das lentes é geralmente de 3 graus.
⑨ Para as situações em que o aspeto da lente é diferente, a película deve ser formada antecipadamente.
⑩ Design de cantos arredondados: A aparência da moldagem IML não pode criar uma aparência nítida. O contorno da aparência deve evitar cantos afiados, portanto, não pode haver cantos afiados no design. Os cantos do produto devem ter um canto arredondado (pelo menos 0,3R)
⑪ Problema de bainha: A bainha refere-se ao bordo onde a película e o plástico se juntam. Este bordo pode não ficar muito limpo após a moldagem por injeção. Por conseguinte, quando concebemos produtos utilizando IML, podemos cobrir o bordo com peças de plástico.
⑫ Requisito de dureza da resistência ao desgaste da superfície: acima de 3H
Como testar e verificar os produtos IML?
É importante testar e verificar os produtos IML para garantir que cumprem as normas e especificações. Eis algumas formas de testar e verificar os produtos IML:

Teste de dureza: Utilizar um lápis polido 2H~3H com uma força de 500g e empurrá-lo na direção da superfície do produto num ângulo de 45 graus. Se a superfície não apresentar quaisquer riscos ou arranhões óbvios, é considerada qualificada.
Teste de temperatura: Colocar o produto num forno com uma humidade relativa de 95%~100% e uma temperatura de 57±3°C durante 48 horas. Se não houver rebentamento, descoloração, deformação, perda de cor, perda de função, etc., o produto está qualificado.
Teste de resistência ao desgaste: Apontar uma borracha com um peso de 500g para a superfície do produto e esfregá-la para a frente e para trás 300 vezes (uma vez para a frente e para trás é uma vez) na mesma posição com um comprimento de 2 polegadas. Se não se verificar um afundamento evidente na superfície, o produto é considerado qualificado.
Teste de lavagem de areia: O revestimento de teste fixo é colocado num ângulo de 45 graus com o instrumento de fricção, e a superfície do revestimento é lavada com a quantidade de areia e o caudal (2 litros/21~23,5 segundos) especificados nas especificações de fiabilidade do produto até se atingir 500ml de grãos de areia. O material sob a tinta pode ser considerado grave e, depois de ser lavado até 100 ml de areia, o material sob a tinta pode ser considerado ligeiro; se o defeito menor exceder 20% do número total de amostras, não é qualificado, e se o defeito grave exceder o número total de amostras, não é qualificado.

Como escolher a velocidade de injeção correta?
Principais Conclusões – A moldagem por injeção de metal (MIM1) combina a complexidade geométrica da moldagem por injeção de plástico com as propriedades mecânicas das peças metálicas forjadas ou fundidas, atingindo densidades superiores a 95% da
Close-up de uma estrutura de grelha de plástico bege com reentrâncias quadradas e uma secção circular com duas protuberâncias numa superfície plana.
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

Quais são as vantagens de utilizar a moldagem por injeção de metal
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of
Soluções de otimização fornecidas De graça
- Fornecer feedback de design e soluções de otimização
- Otimizar a estrutura e reduzir os custos do molde
- Fale diretamente com os engenheiros, um a um

