 Saltar para o conteúdo
Saltar para o conteúdo 

O PC é frequentemente designado por policarbonato. Devido às suas excelentes propriedades mecânicas, é frequentemente referido como adesivo à prova de bala.
O PC tem as caraterísticas de elevada resistência mecânica, ampla gama de temperaturas de funcionamento, bom desempenho de isolamento elétrico, boa estabilidade dimensional e transparência.
Este artigo apresenta as caraterísticas do material de PC e as questões que devem ser tidas em conta durante o processo de fabrico. moldagem por injeção processo a partir de diferentes perspectivas.
Moldagem por injeção de material PC
Para responder às necessidades de vários moldagem por injeção processos, o policarbonato está disponível em diferentes especificações de índice de fusão. Normalmente, os índices de fusão entre 5 e 25g/10min podem ser utilizados para moldagem por injeção.
No entanto, as melhores condições de processamento dependem do tipo de moldagem por injeção máquina, a forma do produto moldado e a especificação do policarbonato, e existem diferenças consideráveis, que devem ser ajustadas de acordo com a situação real.

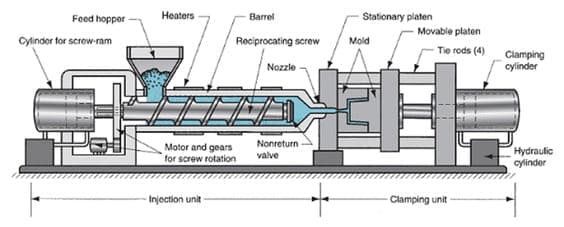
Pontos-chave da seleção da máquina de moldagem por injeção
Requisitos para moldagem por injeção de plástico máquinas que produzem produtos de PC: O volume máximo de injeção do produto (incluindo canais, portões, etc.) não deve ser superior a 70-80% do volume nominal de injeção, e o parafuso deve utilizar uma única rosca de cabeça equidistante com um anel de verificação para substituição gradual. Parafuso de compressão, o rácio L/D do parafuso é de 15-20, e o rácio de compressão geométrica C/R é de 2-3.
Pressão de aperto: 0,47 a 0,78 toneladas por centímetro quadrado multiplicado pela área projectada do produto acabado (ou 3 a 5 toneladas por polegada quadrada).
Tamanho da máquina: o peso do produto acabado é de cerca de 40 a 60% da capacidade da máquina. moldagem por injeção é a melhor máquina, se a máquina for expressa em termos de capacidade de poliestireno (onça), deve ser reduzida por 10% para utilizar a capacidade da GUANG DA. 1 onça = 28,3 gramas.
Parafuso: O comprimento do parafuso deve ser de pelo menos 15 diâmetros e o seu L/D deve ser de 20:1, na melhor das hipóteses. A taxa de compressão deve ser de 1,5:1 a 30:1. A válvula de paragem na parte da frente do parafuso deve ser do tipo anel deslizante, e a folga de fluxo de resina deve ser de pelo menos 3,2MM.
Bocal: A abertura da ponta deve ser de pelo menos 4,5MM (diâmetro), se o peso do produto acabado for de 5,5KG ou mais, o diâmetro do bocal deve ser de 9,5MM ou mais. Para além disso, a abertura da ponta deve ser 0,5 a 1MM inferior ao diâmetro do portão, e quanto mais curto for o canal do segmento, melhor, cerca de 5MM.
Por razões de custo e outras, os actuais Produtos de moldagem por injeção de PC utilizam frequentemente materiais modificados, especialmente produtos eléctricos, mas também precisam de melhorar a resistência ao fogo. Ao moldar PC retardador de chama e outros produtos de liga de plástico, o sistema de plastificação para peças moldadas por injeção requer uma mistura uniforme e uma resistência à corrosão que é difícil de obter com parafusos de plastificação convencionais.
Os pontos-chave do processo de moldagem por injeção de material para PC
a. A temperatura de injeção deve ser consistente com a forma, tamanho e estrutura do molde do produto. O desempenho do produto, os requisitos e outros aspetos só podem ser definidos após consideração.
Normalmente, a temperatura usada na moldagem é 270-320 ℃. Se a temperatura do material for muito alta, acima de 340°C, o PC se decomporá, a cor do produto ficará mais escura e defeitos como linhas prateadas, listras escuras, manchas pretas e bolhas aparecerão na superfície. Ao mesmo tempo, as propriedades físicas e mecânicas são muito reduzidas.
b. A pressão de injeção tem uma certa influência nas propriedades físicas e mecânicas, na tensão interna e na contração de moldagem dos produtos de PC. Tem um impacto maior no aspeto e na desmoldagem do produto.
Uma pressão de injeção demasiado baixa ou demasiado alta pode dar ao produto um aspeto algo defeituoso. Para alguns defeitos, a pressão de injeção é normalmente controlada entre 80-120MPa.
Para produtos com paredes finas, processos longos, formas complexas e portões pequenos, escolha uma pressão mais elevada para ultrapassar a resistência ao fluxo da massa fundida e preencher a cavidade do molde a tempo. Pressão de injeção (120-145MPa) Para obter um produto de superfície completa e lisa.
c. Pressão de retenção e tempo de retenção A quantidade de pressão de retenção e a duração do tempo de retenção têm uma grande influência na tensão interna de Produtos moldados por injeção de PC.
Se a pressão de retenção for demasiado pequena, o efeito de alimentação é fraco e tende a causar bolhas de vácuo ou encolhimento da superfície. Quando encastrada, a pressão de retenção é demasiado elevada e podem ser geradas grandes tensões internas à volta da porta.
Na prática, isto é normalmente resolvido através de uma temperatura elevada do material e de uma baixa pressão de retenção. A escolha do tempo de espera deve depender da espessura do produto, do tamanho da porta, da temperatura do molde, etc. Normalmente, os produtos pequenos e finos não necessitam de um longo tempo de espera.
Pelo contrário, os produtos grandes e espessos devem ter um tempo de retenção mais longo. A duração do tempo de espera pode ser determinada pelo teste do tempo de selagem do portão.
d. A velocidade de injeção não tem um efeito significativo no desempenho de Produtos moldados por injeção de PC. Exceto no caso de produtos de paredes finas, de pequena abertura, de furos profundos e de fluxo longo, são normalmente utilizadas velocidades médias ou baixas para o processamento, de preferência com injeção em várias fases. São normalmente utilizadas velocidades lentas.
e. A temperatura do molde de injeção é normalmente controlada a 80-100°C. Também pode ser aumentada para 100-120°C para formas complexas, produtos mais finos e mais exigentes, mas não deve exceder a temperatura de deflexão térmica do molde.
f. Velocidade do parafuso e contrapressão. Devido à elevada viscosidade da massa fundida de PC, que favorece a plastificação, a exaustão e a manutenção da máquina de moldagem, para evitar a sobrecarga do parafuso, a velocidade do parafuso não deve ser demasiado elevada, geralmente controlada a 30 -60r / min, e a contrapressão deve ser controlada entre 10-15% da pressão de injeção.
g. No Moldagem por injeção de PC No processo de fabrico, a utilização de agentes desmoldantes deve ser rigorosamente controlada. Ao mesmo tempo, a utilização de material reciclado não deve exceder três vezes a quantidade utilizada, e a quantidade utilizada deve ser de cerca de 20%.

Limpeza do barril
a. À temperatura de moldagem do policarbonato, adicionar material de limpeza (poliestireno de qualidade geral ou transfenileno) e disparar vinte a trinta vezes continuamente.
b. Recuar a máquina e continuar a esvaziar o material de purga até o material de purga começar a inchar e a borbulhar.
c. Repor a temperatura do tambor para 200 a 230°C.
d. Continue a esvaziar o material de limpeza até que a temperatura de fusão do material de limpeza atinja 260 ℃ e a aparência seja limpa e transparente.
Conceção do molde e do portão
A temperatura comum do molde é 80-100 ℃ e 100-130 ℃ com fibra de vidro. Para produtos pequenos, um portão em forma de agulha está disponível, e a profundidade do portão deve ser 70% da parte mais grossa.
Quanto maior o portão, melhor, para reduzir os defeitos causados pelo cisalhamento excessivo do plástico. A profundidade do orifício de ventilação deve ser inferior a 0,03-0,06 mm, o corredor deve ser o mais curto e redondo possível e a inclinação da libertação do molde é normalmente de cerca de 30′-1.

Quais são as condições do processo de moldagem por injeção de PC?
Desempenho do processo de moldagem do PC
a. A absorção de humidade do PC é pequena, mas a sensibilidade à água é muito forte, e uma pequena quantidade de humidade pode causar degradação à temperatura de moldagem. O teor de humidade da matéria-prima do PC deve ser inferior a 0,2%, caso contrário deve ser seco.
b. O teor de humidade da massa fundida do PC está em conformidade com os requisitos, pode ser testado pelo método de injeção no ar, se a massa fundida do bocal for uniforme, incolor, brilhante, sem prata e com bolhas de ar, é qualificada.
c. PC é plástico amorfo, boa estabilidade térmica, ampla gama de temperatura de moldagem, mais de 300 ℃ antes da decomposição grave. A decomposição produz gás não tóxico e não corrosivo.
d. A fluidez do PC é fraca, a mudança de temperatura tem um maior impacto na fluidez e a velocidade de arrefecimento é mais rápida.
e. A espessura da parede das peças de plástico deve ser uniforme, evitar cantos afiados, entalhes e inserções de metal causam concentração de tensão, se houver inserções de metal deve ser pré-aquecido, a temperatura de pré-aquecimento é geralmente 110 ~ 130 ℃.
f. Os produtos de PC são propensos à concentração de tensões, pelo que as condições de moldagem devem ser rigorosamente controladas e os produtos devem ser tratados termicamente em conformidade.
g. O sistema de vazamento de PC deve ser principalmente curto e grosso, e deve ser configurado com cavidades frias, utilizando alimentação de entrada direta.
h. O PC fundido tem uma forte aderência ao metal, pelo que o cilindro e o bocal devem ser limpos no final da operação.
i. A natureza não-Newtoniana do PC não é óbvia, e a viscosidade diminui de forma insignificante após o aumento da pressão de injeção, mas diminui significativamente após o aumento da temperatura.
j. A temperatura de fusão do PC é mais elevada e a viscosidade também é mais elevada, pelo que é adequado utilizar uma máquina de moldagem por injeção de parafuso para operar, e a área do bocal deve ser aquecida.
k. O PC qualificado para secagem, colocado no ar à temperatura ambiente durante mais de 15 minutos, perderá o efeito de secagem devido à absorção de humidade, pelo que deve existir um dispositivo de aquecimento na tremonha do moldagem por injeção máquina, de modo que a temperatura do PC não seja inferior a 100 ℃.
l. A fusão do PC não é corrosiva para o aço, pelo que o molde não precisa de ser cromado, mas deve ter força, rigidez e resistência ao desgaste suficientes.
m. A densidade do PC varia muito com a temperatura, e a contração do volume da massa fundida durante a condensação pode facilmente fazer com que as peças de plástico produzam defeitos como bolhas ocas, pelo que a espessura da parede das peças de plástico não pode ser demasiado espessa, de preferência não superior a 150 mm, e a espessura da parede é uniforme.
n. O encolhimento da moldagem por fusão de PC é pequeno, como as condições de moldagem são adequadas, geralmente pode ser moldado a partir de um peças de plástico de alta precisão.

Principais condições de moldagem por injeção do PC
a. Temperatura do barril. A temperatura do barril tem uma grande influência na qualidade das peças de plástico. A baixa temperatura do material provoca falta de material, falta de brilho da superfície e fio de prata; a alta temperatura do material é fácil de produzir material em excesso, bolhas e descoloração.
Controlo geral da temperatura do barril em 230 ~ 310 ℃. Para produtos de paredes finas, a temperatura do barril deve ter um valor grande; para produtos de paredes grossas pode ter um valor pequeno.
b. Temperatura do molde. Em geral, a tensão interna nas peças de plástico e o resfriamento da temperatura do molde e a diferença de temperatura do material são aproximadamente proporcionais à relação, portanto, requerem uma alta temperatura do molde, a temperatura do molde pode ser controlada em 80-120 ℃, peças de plástico de paredes finas devem ser tomadas 80-100 ℃.
As peças de plástico de paredes grossas devem ser tomadas 100-120 ℃. Se a temperatura do molde exceder 120 ℃, as peças de plástico serão lentas para esfriar, fáceis de aderir ao molde, difíceis de desmoldar, fáceis de deformar e o ciclo de moldagem é longo.
A viscosidade do PC fundido é elevada, pelo que necessita de uma pressão de moldagem mais elevada. Quando se utiliza um parafuso do tipo moldagem por injeção a pressão de injeção é geralmente de 70~140MPa, enquanto a máquina de moldagem por injeção do tipo êmbolo é de 100~160MPa, dependendo da matéria-prima, da peça de plástico, do molde e da moldagem por injeção máquina.
Temperatura de fusão do material PC
Temperatura do ponto de fusão do material do PC de 230 ~ 240 graus, pode ser injetado no ar para determinar a temperatura de processamento de alta e baixa. Temperatura geral de processamento de plástico de PC de 270-320 ℃, alguns materiais plásticos de PC modificados ou de baixo peso molecular para 230-270 ℃.
a. Temperatura do cilindro de injeção: 250 ~ 320, 290 ~ 320, 270 ~ 300, 250 ~ 280, 80 ~ 90 para aumentar a fluidez, a necessidade de temperatura do molde: 100 ~ 120.
b. O material de PC é altamente absorvente; é necessária uma operação de secagem antes da injeção; 120 graus durante 2 a 4 horas.
c. A fluidez do material de PC não é muito boa, pelo que a pressão de injeção é de 160MPA ou superior.
Velocidade de injeção
A maior parte da velocidade de injeção é rápida, tal como a reprodução de peças de interruptores eléctricos. É comum utilizar a moldagem rápida de baixa velocidade.
A velocidade de injeção não tem um efeito significativo no desempenho do Produtos moldados por injeção de PC. Geralmente, a velocidade de injeção é média ou lenta, exceto no caso de produtos com paredes finas, portões pequenos, orifícios profundos ou canais longos.
É preferível utilizar a injeção em várias fases, especialmente o processo de moldagem por injeção em várias fases lento-rápido-lento.
Contrapressão
A contrapressão de cerca de 10 bar pode ser reduzida se não houver padrão de ar e mistura de cores.
Tempo de espera
Se permanecer demasiado tempo a temperaturas elevadas, o material degrada-se, mas também o CO2 e fica amarelo. Não utilizar LDPE, POM, ABS ou PA para limpar o tambor. Aplicar PS para limpeza.
Alguns materiais plásticos de PC modificados, devido ao número de reciclagens demasiado elevado (redução do peso molecular) ou a uma variedade de componentes misturados de forma desigual, produzem facilmente bolhas líquidas castanhas escuras.

Propriedades físicas do plástico PC
O PC é um material de engenharia não cristalino com excecionalmente boa resistência ao impacto, estabilidade térmica, brilho, propriedades de inibição bacteriana, propriedades retardadoras de chama e resistência à poluição. A resistência ao impacto Izod entalhada do PC é muito elevada e a taxa de contração é muito baixa, geralmente 0,1%~0,2%.
1. elevada resistência ao impacto e ampla gama de temperaturas de funcionamento.
2. elevada transparência e ausência de manchas.
3.High H.D.T.
4. excelentes propriedades eléctricas.
5. insípido, inodoro e inofensivo para o corpo humano, de acordo com a saúde e a segurança.
6. baixa taxa de encolhimento e boa estabilidade dimensional.

Propriedades químicas do plástico PC
O PC tem boas propriedades mecânicas, mas fracas caraterísticas de fluxo, fabrico da moldagem por injeção O processo de seleção deste material é difícil. Ao escolher a qualidade do material de PC a utilizar, a expetativa final do produto deve ser o ponto de referência.
Se a peça de plástico necessitar de uma elevada resistência ao impacto, utilize um material de PC de baixo caudal; por outro lado, pode utilizar um material de PC de elevado caudal, que pode otimizar a moldagem por injeção processo.
O material plástico PC é um novo tipo de termoplástico, com um grau de transparência de 90%, conhecido como metal transparente. É rígido e resistente, com elevada resistência ao impacto, elevada estabilidade dimensional e uma vasta gama de temperaturas de funcionamento, boas propriedades de isolamento elétrico e resistência ao calor e não tóxico, pode ser injetado, moldado por extrusão.
O plástico PC tem excelentes propriedades térmicas e pode ser usado por um longo tempo entre -100 ℃ e 130 ℃, e a temperatura de fragilização é inferior a -100 ℃.

Vantagens e desvantagens do plástico PC
Vantagens dos plásticos PC:
a. Elevada resistência ao impacto e boa resistência à deformação.
b. Boa resistência ao calor, baixa temperatura de fragilidade (-130 ℃) pode resistir à influência da luz solar, chuva e mudança de temperatura.
c. Boas propriedades químicas, elevada transparência.
d. Boas propriedades dieléctricas.
e. Boa estabilidade dimensional.
Desvantagens do plástico para PC:
a. Fraca resistência a solventes.
b. Fenómeno de fissuração sob tensão.
c. Hidrólise fácil quando imerso em água a ferver durante muito tempo.
d. Fraca resistência à fadiga.
Áreas de aplicação do PC
Máquinas para a indústria alimentar
A resina de policarbonato é utilizada principalmente na produção de várias máquinas de transformação de alimentos, caixas de ferramentas eléctricas, corpos, suportes, gavetas de frigoríficos e peças de aspiradores.
Além disso, os materiais de policarbonato também demonstraram grande valor na utilização de peças importantes em computadores, gravadores de vídeo e televisores a cores, que exigem peças de alta precisão.
Lente ótica
As lentes ópticas fabricadas em policarbonato de qualidade ótica podem ser utilizadas não só em câmaras, microscópios, telescópios e instrumentos de teste ótico, mas também em lentes de projectores de filmes, lentes de fotocopiadoras, lentes de projectores de focagem automática de infravermelhos, lentes de impressoras de raios laser e vários prismas, espelhos multifacetados e muitos outros equipamentos de escritório e electrodomésticos.
Dispositivos médicos
Os produtos de moldagem por injeção de policarbonato são amplamente utilizados em equipamentos de hemodiálise de rins artificiais e outros dispositivos médicos que precisam de ser operados em condições transparentes e intuitivas e precisam de ser repetidamente esterilizados. Tal como a produção de seringas de alta pressão, máscaras cirúrgicas, aparelhos dentários descartáveis, separadores de sangue, etc.

Resumo
Com este artigo, ficámos a conhecer os materiais para PC e as questões a que devemos prestar atenção durante a moldagem por injeção bem como as aplicações de produtos de materiais de PC.
No entanto, no processo de execução do projeto, há ainda muitos factores envolvidos na realização de um bom Produto de moldagem por injeção de plástico PC.
Se tiver um produto de plástico que precise de ser fabricado em material de PC, recomenda-se que escolha um fábrica de moldes de injeção e fábrica de moldagem por injeção para assegurar a boa execução do projeto.







