 Saltar para o conteúdo
Saltar para o conteúdo 

Os moldes para moldagem por injeção são ferramentas utilizadas para dar forma às coisas. São compostos por diferentes partes, e diferentes moldes têm diferentes partes. O processo de moldagem por injeção inclui principalmente a preparação da matéria-prima, a alimentação, o aquecimento e a fusão, a injeção, o arrefecimento e a solidificação, a abertura e a extração do molde, a remoção de rebarbas, o corte e o processamento, a inspeção e a embalagem.
Ⅰ. Sistema de aquecimento
1. Métodos de aquecimento de moldes
1.1 Aquecimento do aço
O aquecimento de aço é um método de aquecimento quase obrigatório na conceção de todos os moldes de moldagem de plástico. Pode ser concebido de várias formas, tais como cablagem monofásica, cablagem bifásica, etc. Podem ser utilizados materiais como tubos com costura, tubos sem costura, tubos de aço inoxidável, caracterizados por baixas perdas de calor, elevada eficiência térmica, cablagem simples e configurações de cablagem flexíveis de acordo com as necessidades, concebidos para 220V ou 380V. No entanto, devido às limitações dos materiais e das técnicas de processamento, deve prestar-se atenção às suas caraterísticas únicas na conceção do molde.
1.2 Aquecimento do núcleo do ferro de soldar
O núcleo do ferro de soldar é frequentemente utilizado como um tipo de tubo de aquecimento de moldes. Tem alta potência por unidade de comprimento (geralmente um diâmetro de 10 mm, um comprimento de 8 cm de núcleo de ferro de solda pode atingir uma potência de saída de 150 watts), durabilidade, boa segurança, resistência a curtos-circuitos, pode ser incorporado através de furos cegos, mas difícil de personalizar o design, propenso a fragilidade e quebra durante a substituição.

2. Factores que afectam a taxa de aquecimento do molde de injeção
Existem muitos factores que afectam a rapidez com que um molde de injeção aquece. Alguns destes factores incluem:
2.1 Material e estrutura do molde
O material e a estrutura do molde afectam diretamente a taxa de aquecimento. Diferentes materiais têm diferentes condutividades térmicas e capacidades térmicas, enquanto a espessura e o desenho do molde também afectam a velocidade de condução do calor.
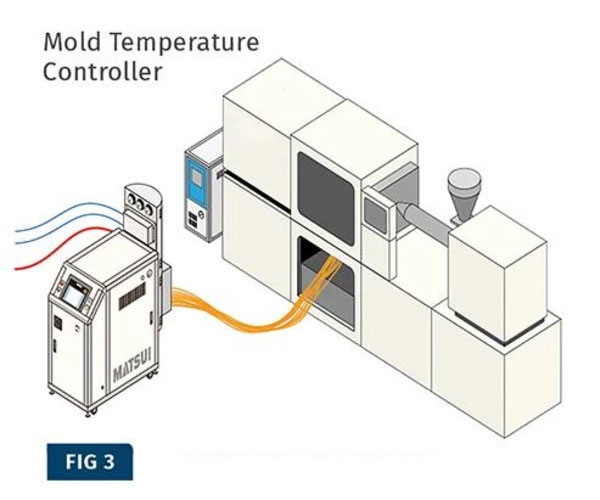
2.2 Método e equipamento de aquecimento
Os moldes de injeção são aquecidos utilizando aquecimento elétrico ou sistemas de canal quente. Os diferentes métodos de aquecimento têm diferentes taxas de aquecimento e capacidades de controlo. Por exemplo, o aquecimento elétrico pode aquecer rapidamente e controlar a temperatura com precisão, enquanto os sistemas de canais quentes podem transferir o calor diretamente para partes específicas do molde, tornando o aquecimento mais eficiente.
2.3 Temperatura e tempo de aquecimento
A temperatura de aquecimento e o tempo de aquecimento são os dois principais factores que afectam a taxa de aquecimento. Aumentar a temperatura de aquecimento e prolongar o tempo de aquecimento pode acelerar a taxa de aquecimento do molde, mas é preciso ter cuidado para não danificar o molde ou causar stress térmico.
2.4 Condições ambientais
A taxa de aquecimento do molde também é afetada pelas condições ambientais, como a temperatura e a humidade da divisão. Se estiver muito frio ou muito húmido, a taxa de aquecimento pode ser um pouco afetada.
2.5 Estado e manutenção do molde
A taxa de aquecimento é afetada pelo estado e manutenção do molde. Se houver acumulação de cinzas, oxidação ou danos na superfície do molde, isso reduzirá a eficiência do aquecimento e prolongará o tempo de aquecimento.
2.6 Meio de aquecimento
Diferentes meios de aquecimento, como fios de aquecimento eléctricos, óleo térmico, etc., têm diferentes caraterísticas de transferência de calor, o que afectará a taxa de aquecimento. A escolha do meio de aquecimento correto pode melhorar a eficiência do aquecimento.
Ⅱ. Fase de arrefecimento
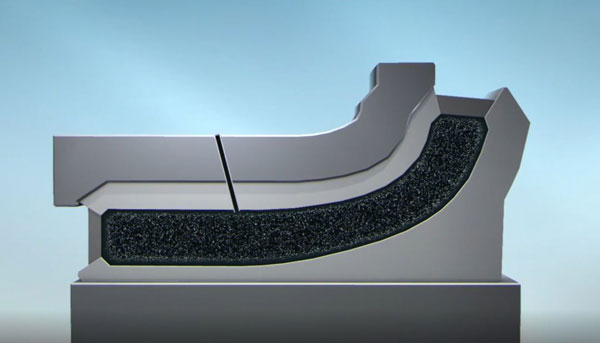
Em moldes de moldagem por injeçãoPor isso, a conceção do sistema de arrefecimento é muito importante. Isto deve-se ao facto de os produtos de plástico moldado necessitarem de arrefecer e solidificar até atingirem uma certa rigidez antes da desmoldagem, para evitar a deformação devido a forças externas. Uma vez que o tempo de arrefecimento representa cerca de 70% a 80% de todo o ciclo de moldagem, um sistema de arrefecimento bem concebido pode reduzir significativamente o tempo de moldagem, aumentar a produtividade da moldagem por injeção e reduzir os custos. Os sistemas de arrefecimento mal concebidos podem prolongar o tempo de moldagem, aumentar os custos e um arrefecimento desigual pode causar ainda mais empenos e deformações nos produtos de plástico.
Com base em experiências, o calor da massa fundida que entra no molde é geralmente dissipado de duas formas: 5% é transferido para a atmosfera através de radiação e convecção, e os outros 95% são conduzidos da massa fundida para o molde. Devido aos tubos de água de arrefecimento no molde, o calor é transferido do plástico na cavidade do molde para o tubo de água de arrefecimento através da condução de calor através da base do molde, e depois levado pelo líquido de arrefecimento através da convecção de calor. Uma pequena quantidade de calor que não é retirada pela água de arrefecimento continua a ser conduzida no molde e dissipa-se no ar em contacto com o exterior.
O processo de moldagem por injeção tem cinco fases: fecho do molde, enchimento, pressão de retenção, arrefecimento e desmoldagem. O arrefecimento é a fase mais demorada, cerca de 70% a 80% do tempo total. Assim, o tempo de arrefecimento afecta o tempo de ciclo e o número de peças que se podem fabricar. Quando se retira a peça do molde, esta tem de ser arrefecida abaixo da temperatura de distorção térmica. Isto impede que a peça relaxe e fique empenada ou deformada.
1. Métodos de arrefecimento de moldes
1.1 Arrefecimento a água
O arrefecimento a água é o método de arrefecimento mais utilizado para a maioria dos moldes, mas também tem os seus inconvenientes; requer uma boa vedação das condutas e condutas de água superiores e inferiores desobstruídas, o que resulta num desperdício significativo de água. Quando a temperatura de arrefecimento excede os 100°C, é provável que ocorram explosões de vapor. A vantagem é que tem uma grande capacidade de calor e pode atingir um arrefecimento rápido.

1.2 Arrefecimento do ar
O arrefecimento a ar é um método de arrefecimento relativamente ideal. Ao contrário do arrefecimento a água, não requer uma vedação estanque das condutas, não há desperdício de recursos, pode arrefecer moldes com temperaturas superiores a 100°C e a velocidade de arrefecimento pode ser determinada pelo caudal de gás. Além disso, é simples e cómodo obter fontes de gás em oficinas de produção de uma determinada escala.
2. Factores que afectam a taxa de arrefecimento do produto
2.1 Conceção de produtos de plástico
O principal fator é a espessura da parede da peça de plástico. Quanto mais espessa for a peça, mais tempo demora a arrefecer. Como regra geral, o tempo de arrefecimento é aproximadamente proporcional ao quadrado da espessura da peça ou à potência 1,6 do maior diâmetro da porta. Por outras palavras, duplicar a espessura da peça aumenta o tempo de arrefecimento em quatro vezes.
2.2 Material do molde e método de arrefecimento
O material do molde, incluindo os materiais do núcleo e da cavidade do molde e o material da estrutura do molde, tem um grande efeito na taxa de arrefecimento. Quanto maior for a condutividade térmica do material do molde, melhor será o efeito de transferência de calor do plástico numa unidade de tempo e mais curto será o tempo de arrefecimento.

2.3 Configuração da tubagem de água de arrefecimento
Quanto mais próximo o tubo de água de arrefecimento estiver da cavidade do molde, quanto maior for o diâmetro e quanto maior for o número, melhor será o efeito de arrefecimento e mais curto será o tempo de arrefecimento.
2.4 Caudal de líquido de arrefecimento
Quanto mais água puder circular no sistema (é preferível um fluxo turbulento), melhor será a capacidade da água para retirar o calor do motor por convecção.
2.5 Propriedades do líquido de arrefecimento
A viscosidade e a condutividade térmica do líquido de arrefecimento também afectam o efeito de transferência de calor do molde. Quanto mais baixa for a viscosidade do líquido de arrefecimento, maior será a condutividade térmica, mais baixa será a temperatura e melhor será o efeito de arrefecimento.
2.6 Seleção do material plástico
A condutividade térmica do plástico é a rapidez com que move o calor de um ponto quente para um ponto frio. Quanto mais elevada for a condutividade térmica, melhor se desloca o calor, ou quanto mais baixo for o calor específico, mais fácil é mudar de temperatura, pelo que arrefece mais rapidamente e desloca melhor o calor, pelo que demora menos tempo a arrefecer.

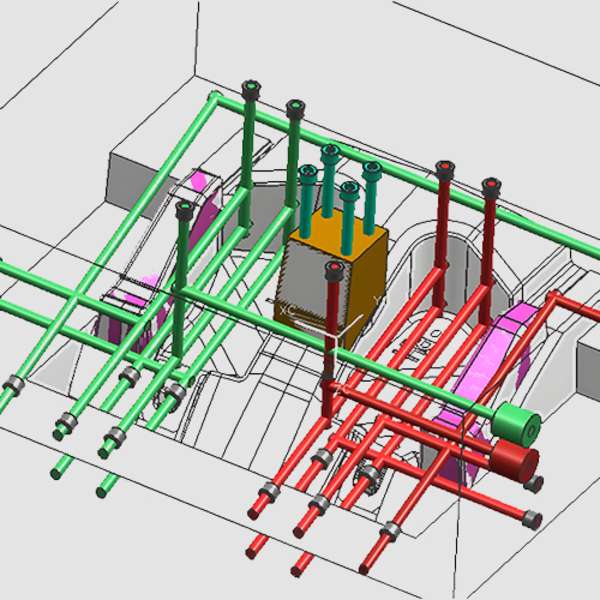
3. Regras de conceção do sistema de arrefecimento
3.1 Os canais de arrefecimento devem ser concebidos para arrefecer o molde de forma uniforme e rápida.
3.2 O objetivo da conceção do sistema de arrefecimento é manter o molde frio e fazê-lo de forma eficiente. Os orifícios de arrefecimento devem ter dimensões normalizadas para poderem ser maquinados e montados facilmente.
3.3 Ao projetar o sistema de arrefecimento, o projetista do molde tem de decidir sobre os seguintes parâmetros de projeto com base na espessura da parede e no volume da peça de plástico: onde e qual a dimensão dos orifícios de arrefecimento, qual o comprimento dos orifícios, que tipo de orifícios utilizar, como dispor e ligar os orifícios, e qual a quantidade de líquido de arrefecimento a utilizar e qual a sua capacidade de transferência de calor.
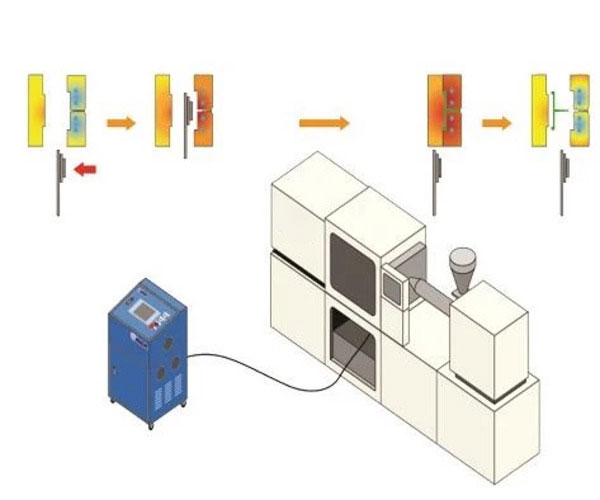
Ⅲ. A importância do controlo da temperatura do molde na moldagem por injeção
O controlo da temperatura é muito importante em moldagem por injeçãog porque afecta diretamente a qualidade, a consistência e o tempo de ciclo das peças moldadas. O arrefecimento e o aquecimento são ambos partes importantes deste mecanismo de controlo, assegurando que o material fundido flui bem, solidifica corretamente e é desmoldado sem defeitos do molde.
1. Influência da temperatura do molde no aspeto do produto
Quando a temperatura é mais elevada, a resina flui melhor. Normalmente, isto torna a superfície das peças lisa e brilhante, especialmente no caso de peças de resina reforçada com fibra de vidro. Também torna as linhas de soldadura mais fortes e com melhor aspeto.
Para superfícies texturadas, se a temperatura do molde for baixa, a fusão não consegue preencher as raízes da textura, pelo que a superfície do produto é brilhante e não consegue mostrar a verdadeira textura da superfície do molde. Se aumentar a temperatura do molde e a temperatura do material, pode obter a textura que pretende na superfície do produto.
2. Influência na tensão interna dos produtos
Quando se molda algo, este aquece e depois arrefece. Quando arrefece, encolhe. O exterior da coisa encolhe primeiro e fica duro. Depois, o interior encolhe e fica duro. O interior e o exterior encolhem a ritmos diferentes, e isso faz com que o interior e o exterior lutem entre si. Quando o interior e o exterior lutam demasiado entre si, a coisa racha-se.
Quando o interior da coisa luta demasiado com o exterior da coisa, a coisa racha. Isto acontece quando o interior da coisa luta demasiado com o exterior da coisa, e o interior da coisa é demasiado fraco ou o exterior da coisa é demasiado forte. Isto também acontece quando o interior da coisa luta demasiado com o exterior da coisa, e o interior da coisa é demasiado fraco ou o exterior da coisa é demasiado forte, e a coisa molha-se ou fica com produtos químicos. Quando o interior da coisa luta demasiado com o exterior da coisa, a coisa racha.

A tensão de compressão da superfície depende das condições de arrefecimento da superfície. Os moldes frios fazem com que a resina fundida arrefeça rapidamente, resultando numa maior tensão interna residual no produto moldado. A temperatura do molde é a condição mais básica para o controlo da tensão interna, e pequenas alterações na temperatura do molde podem alterar significativamente a sua tensão interna residual. Geralmente, cada produto e resina têm o seu limite mínimo de temperatura do molde para uma tensão interna aceitável. Ao moldar peças de paredes finas ou de fluxo longo, a temperatura do molde deve ser superior ao limite mínimo durante a moldagem geral.
3. Melhorar o empeno do produto
Se o sistema de arrefecimento do molde for concebido de forma incorrecta ou se o controlo da temperatura do molde for inadequado, o arrefecimento insuficiente das peças de plástico pode causar empenos e deformações nas peças.

Para o controlo da temperatura do molde, a diferença de temperatura entre os moldes macho e fêmea, o núcleo e a cavidade, o núcleo e a parede do molde, e a parede e os insertos deve ser determinada com base nas caraterísticas estruturais do produto. Ao utilizar as diferentes taxas de contração de arrefecimento de diferentes partes do molde para compensar a diferença de contração de orientação após a desmoldagem, o produto tende a curvar-se para o lado com temperatura mais elevada após a desmoldagem, compensando assim a deformação de empeno do produto de acordo com a lei de orientação.
Para peças de plástico com estruturas de corpo completamente simétricas, deve manter a temperatura do molde consistente para garantir que todas as partes do produto arrefecem uniformemente.

4. Impacto na taxa de contração do produto
As temperaturas mais baixas do molde fazem com que as moléculas congelem mais rapidamente, tornam a camada congelada da massa fundida na cavidade mais espessa e dificultam o crescimento dos cristais, pelo que o produto encolhe menos. Temperaturas de molde mais elevadas fazem com que a fusão arrefeça mais lentamente, tornam o tempo de relaxamento mais longo, tornam o nível de orientação mais baixo, facilitam a formação de cristais, pelo que o produto encolhe mais.
5. Influência na temperatura de deflexão térmica do produto
No caso dos plásticos cristalinos, se moldar o produto a uma temperatura de molde baixa, a orientação molecular e a cristalização congelam de imediato. Quando se coloca o produto num ambiente de temperatura mais elevada ou em condições de processamento secundário, as cadeias moleculares reorganizam-se parcialmente e cristalizam, fazendo com que o produto se deforme mesmo a temperaturas muito abaixo da temperatura de deflexão térmica (HDT) do material.

Ⅳ. Otimização do controlo da temperatura
1. Atualização do sistema de controlo da temperatura
As barras de aquecimento eléctricas são uma parte importante do sistema de controlo de temperatura das máquinas de moldagem por injeção. Se atualizar as suas barras de aquecimento eléctricas, pode tornar o seu controlo de temperatura mais estável e preciso. Isso significa que pode tornar a sua moldagem por injeção mais precisa e de melhor qualidade.
2. Melhoria da estratégia de controlo da temperatura
Quando se trata de moldagem por injeçãoO controlo da temperatura é um assunto importante. Afecta a qualidade e o custo das suas peças. Se o fizer corretamente, pode reduzir o tempo de ciclo e o consumo de energia, melhorar a eficiência da produção e reduzir os custos.
3. Ajuste dos parâmetros de controlo da temperatura
Para obter o melhor efeito de moldagem por injeção, é necessário ajustar os parâmetros de controlo da temperatura. Pode fazê-lo ajustando a proporção das temperaturas das zonas traseira, intermédia e dianteira.
Ⅴ. Conclusão
Para obter boas peças rapidamente, é necessário dominar a refrigeração e o aquecimento do molde. É necessário compreender o controlo da temperatura, utilizar as mais recentes tecnologias de refrigeração e aquecimento e ter os melhores sistemas de monitorização e controlo. É assim que se obtém o máximo do seu processo de moldagem por injeção.







