 Saltar para o conteúdo
Saltar para o conteúdo 

O design da moldagem por injeção é fundamental para produzir peças de plástico de alta qualidade, influenciando a funcionalidade e a capacidade de fabrico em diversas indústrias.
Injection molding design involves optimizing part and tool design, focusing on material selection, espessura da parede1e ângulo de inclinação2s for manufacturability. It’s widely used in automotive, electronics, and packaging industries.
Compreender os meandros do design da moldagem por injeção pode melhorar significativamente a qualidade do produto e a eficiência do fabrico. Aprofunde-se para descobrir estratégias que optimizam o desempenho das peças e os processos de produção.
- Start DFM before the mold design is frozen.
- Keep wall thickness, draft, ribs, gates, and ejection decisions connected.
- Use visual breaks and defect checks before releasing a design.
- Supplier review should link part geometry with tooling cost, cycle time, and quality risk.
“Proper injection molding design reduces manufacturing defects.”Verdadeiro
Estratégias de conceção eficazes, tais como ângulos de inclinação adequados e espessura uniforme da parede, minimizam defeitos como empenos e marcas de afundamento.
“Injection molding design has no impact on production costs.”Falso
A conceção afecta diretamente a utilização de materiais, os tempos de ciclo e a vida útil das ferramentas, que contribuem para o custo global da produção.
Porquê conceber para moldagem por injeção?
Injection molding design is the DFM discipline that makes plastic parts manufacturable, repeatable, and cost-controlled before tooling starts.
A conceção para moldagem por injeção reduz os custos de produção e aumenta a durabilidade, optimizando a complexidade do molde e as caraterísticas do material. As vantagens incluem um fabrico mais rápido, maior precisão e escalabilidade, vitais para as indústrias automóvel, de bens de consumo e eletrónica.
Determinar a complexidade do fabrico
Ao analisar o projeto, os designers e engenheiros de produto podem prever o que pode correr mal durante o fabrico. O projeto diz-lhes o que esperar para que possam reduzir a incerteza antes de começarem a fabricar o produto.
Além disso, o facto de saberem o grau de complexidade do produto pode ajudá-los a perceber como deve ser o molde. Dessa forma, podem conceber e fabricar o molde correto para o produto que pretendem fabricar.
Garantir a viabilidade do fabrico
Quando está a conceber e a produzir peças de plástico, não sabe se a peça que concebeu pode ser fabricada. O projeto de moldagem por injeção pode dizer-lhe se o método de fabrico é viável.
Assim, pode saber se vai ter problemas de fabrico em que a peça fica presa no molde. Mais importante ainda, poupa-lhe tempo e dinheiro, pelo que pode fabricar o seu produto mais barato e mais rapidamente.
Prevenção de falhas de peças
If you don’t design your injection molded parts properly, they won’t work right or look good. They might not do what they’re supposed to do because of injection molding defects or other mechanical failures. Injection molding design guidelines will help you pick the right molding parameters and avoid big problems that will make your parts not work.
“Designing for injection molding ensures superior product consistency.”Verdadeiro
A abordagem de elementos de design como o fluxo de material e o arrefecimento do molde aumenta a uniformidade em toda a produção, resultando numa qualidade consistente do produto.
“All products can be designed for injection molding without constraints.”Falso
Nem todos os desenhos são adequados para a moldagem por injeção devido a limitações de material e à complexidade da peça, o que exige considerações de desenho adaptadas.
Quais são as considerações sobre o design de peças moldadas por injeção?
As considerações relativas à conceção de peças moldadas por injeção são vitais para garantir a funcionalidade, a capacidade de fabrico e a rentabilidade do produto.
As principais considerações para as peças moldadas por injeção incluem a seleção do material, a espessura da parede, os ângulos de inclinação, a colocação da porta e o desenho das nervuras, que afectam a integridade estrutural, a capacidade de fabrico, a qualidade do produto e o custo.
Espessura da parede da câmara
Este é um dos principais aspectos a ter em conta quando se está a conceber uma peça moldada por injeção. A espessura da parede afecta muitos aspectos de uma peça, como o seu funcionamento, o seu aspeto e o seu custo.
So, you need to figure out the right wall thickness based on how the part needs to work. You need to think about how much stress the part can take and how long it needs to last to figure out the thinnest wall you can get away with.
A regra geral é manter a espessura da parede uniforme em toda a peça moldada por injeção. O ideal é manter a espessura da parede entre 1,2 mm e 3 mm. Se as paredes forem demasiado finas, será necessária uma pressão de plástico elevada e ocorrerá cavitação. Se as paredes forem demasiado espessas, terá tempos de ciclo mais longos e utilizará mais material, o que lhe custará mais dinheiro.
Sempre que tiver uma peça que mude de espessura de parede, tem de se certificar de que tem uma boa transição entre as peças. Pode fazê-lo colocando chanfros nas suas arestas ou cantos angulares. Da mesma forma, a utilização de filetes nos seus filetes ou cantos irá garantir que o plástico derretido preenche completamente o molde e arrefece uniformemente.
Linha de separação
O linha de separação3 é onde as duas metades do molde se encontram para fazer o produto final. Se houver qualquer desfasamento ou desalinhamento no desenho da linha de separação, isso pode causar defeitos de flash na peça moldada. Por isso, é importante desenhar uma linha de separação simples e reta para minimizar estes defeitos. As linhas de partição simples são mais fáceis de fazer, requerem menos manutenção e podem dar um melhor acabamento geral ao produto final.
Quando se está a desenhar uma linha de separação, é normalmente melhor colocá-la numa aresta afiada em vez de numa superfície arredondada. Isto ajuda-o a evitar ter de utilizar moldes com tolerâncias apertadas, o que pode aumentar os seus custos de produção. Também deve pensar no aspeto que a linha de separação terá no produto acabado.
Deve ser concebido de modo a ser o mais invisível possível e a não atravessar quaisquer superfícies ou caraterísticas críticas, como texto ou logótipos. Isto ajudá-lo-á a certificar-se de que o seu produto acabado tem o aspeto que pretende e ajudá-lo-á a fazer peças melhores com a moldagem por injeção.
Ângulos de projeto
The draft angle on the surface of an injection molded part allows for easy removal from the mold without damage. The required draft angle depends on factors such as wall thickness, material shrinkage, post-processing finishing needs, etc.
A profundidade média do calado deve aumentar 1 grau por polegada de profundidade, mas pelo menos 1,5 a 2 graus é normalmente seguro para a maioria das peças. Texturas pesadas podem exigir até 5 graus por polegada de profundidade. Um calado inadequado pode levar a defeitos cosméticos, tais como marcas de arrastamento.
É possível adicionar ângulos de inclinação ao conceber peças moldadas por injeção utilizando um sistema CAD. No entanto, é melhor fazê-lo nas fases finais do projeto para minimizar a complexidade.
Costeletas e chefes
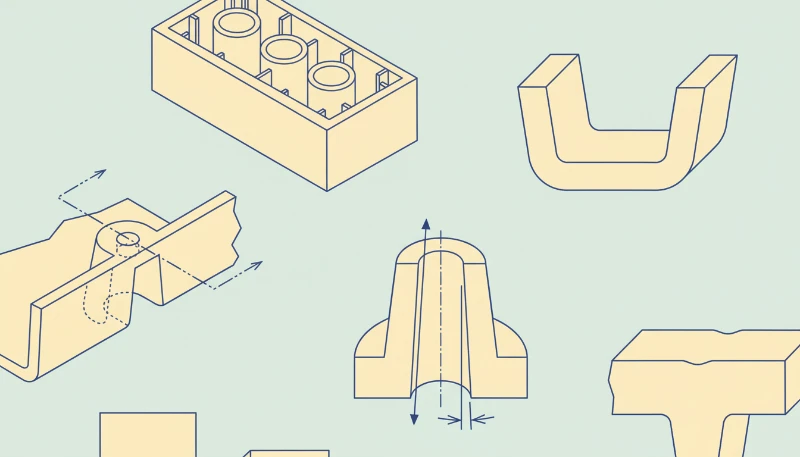
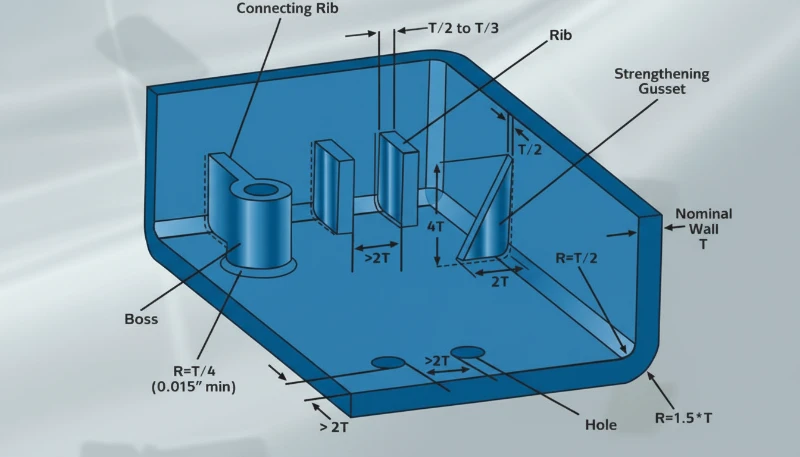
As nervuras são utilizadas para reforçar as paredes de peças em que duas paredes se encontram num ângulo de 90 graus. Ajudam a tornar a peça mais forte e capaz de suportar mais peso. As saliências são áreas elevadas numa peça que são utilizadas para fixar e alinhar outras peças. Também tornam a peça mais forte em áreas como furos de parafusos e ranhuras.
The base thickness of the support ribs should be no more than two-thirds of the thickness of the adjacent wall. The rib height should not exceed 2.5 times the nominal wall thickness (2.5T). Shrinkage must be taken into account. To avoid sink marks, the thickness of the boss should not exceed 60% of the overall wall thickness.
Localização e tipos de portões
A porta de entrada na moldagem por injeção é uma peça muito importante que está diretamente ligada à peça de plástico e controla o fluxo de resina plástica fundida para a cavidade. O tamanho, a forma e a localização da porta têm um grande impacto no produto acabado. Afecta a sua resistência e o seu aspeto.
Existem quatro tipos comuns de desenhos de porta utilizados em diferentes tipos de moldes de injeção: borda, sub, ponta quente e jito. Como o nome sugere, as portas de borda estão localizadas na borda de uma peça plana e deixam uma cicatriz na linha de separação.
As subportas são comuns e existem em diferentes variações, como as portas banana, as portas smiley e as portas túnel. Requerem pinos ejectores para o corte automático e ajudam a afastar a localização da porta da linha de separação para um melhor enchimento.
As portas de ponta quente são utilizadas apenas para moldes de injeção de canal quente. Estão normalmente localizadas na parte superior do molde para geometrias redondas ou cónicas. Por outro lado, as comportas são ideais para moldes cilíndricos de cavidade única de grandes dimensões. Normalmente, deixam grandes cicatrizes nos pontos de contacto, mas são fáceis de fabricar e manter.
O design e o tipo de portão a utilizar dependem do design da peça, do material escolhido, das dimensões necessárias e do aspeto que se pretende dar à peça. Uma coisa a ter em conta é colocar a porta num local onde não cause muita tensão ou danos à peça.
Também se pretende evitar ter de cortar a peça da corrediça e colocar a porta na parte mais grossa da peça para que esta fique bem preenchida. Por vezes, é necessário mais do que uma porta, dependendo do tamanho da peça, da sua forma e do tipo de plástico que está a ser utilizado.
Pinos ejectores
Esta é uma parte crítica da configuração da moldagem por injeção e ajuda a empurrar a peça para fora do molde depois de ter arrefecido o suficiente. Deixam frequentemente marcas na peça. Por isso, é necessário desenhá-los num plano perpendicular à direção do movimento do pino.
Part shape, draft angle, waThe gate in injection molding is a very important part that is directly connected to the plastic part and controls the flow of molten plastic resin into the cavity. The size, shape, and location of the gate have a big impact on the finished product. It affects how strong it is and how it looks.
Por exemplo, uma resina mais pegajosa exigirá mais força de desmoldagem. Da mesma forma, um polímero plástico mais macio requererá pinos mais largos ou mais pinos para ajudar a distribuir a força de desmoldagem para evitar defeitos de moldagem.
Cortes inferiores e roscas
Undercuts and threads are recessed or overhanging features that make it difficult for a plastic part to be ejected from the mold with a single pull. The design should ensure that the part can be ejected with a single, one-way pull. Doing so will help keep injection molding costs low. Therefore, it is important to avoid threads and undercuts when designing injection molded parts.
Para evitar cortes inferiores, orientar as caraterísticas paralelamente à linha de tração e incorporar elevadores e corrediças no design. Os elevadores ajudam a libertar os rebaixos internos sem corrente de ar. Depois de a peça arrefecer, os elevadores podem empurrar para cima num ângulo para remover os rebaixos do molde. As corrediças, por outro lado, utilizam pinos angulares ligados ao molde principal para libertar os cortes inferiores externos.
Cantos arredondados
Para tornar a moldagem por injeção mais eficiente e de melhor qualidade, os designers e engenheiros devem utilizar caraterísticas arredondadas em vez de cantos e arestas vivas. Os cantos afiados necessitam de mais pressão para serem preenchidos, o que pode danificar a peça e causar defeitos aquando da ejeção. Os cantos interiores e exteriores arredondados ajudam o plástico a fluir melhor, o que reduz a tensão e as fissuras.
O raio dos cantos interiores deve ser de, pelo menos, 50% da espessura da parede adjacente. Os cantos exteriores, por outro lado, devem ser 150% da espessura da parede adjacente. Para caraterísticas verticais como saliências e encaixes, a base deve ser arredondada. O raio da saliência deve ser 25% da parede adjacente, com um raio mínimo de 0,015 pol. (0,381 mm).
Acabamento da superfície
As peças de plástico podem ter diferentes acabamentos de superfície. Estes acabamentos afectam a textura, o aspeto e o toque da peça. A escolha do acabamento correto é importante durante a fase de conceção. Determina as ferramentas e os materiais necessários. Os acabamentos rugosos necessitam de ângulos de inclinação mais elevados.
Também afectam o material que escolher. Poderá ser necessário preparar a superfície do molde para obter o acabamento pretendido. Qualquer imperfeição na superfície do molde aparecerá na peça. Quanto mais trabalho tiver de fazer depois de a peça sair do molde, mais caro será o custo e mais tempo demorará a fazer o molde.
Seleção de materiais
A moldagem por injeção consiste na utilização de diferentes tipos de resinas plásticas, cada uma com as suas propriedades físicas e mecânicas únicas. O material que escolher determinará o desempenho da sua peça no ambiente a que se destina. Ao escolher um material para moldagem por injeção, é necessário ter em conta aspectos como a retração do material, o ajuste e o custo.
A retração do plástico é diferente para cada tipo de plástico e para a forma como é processado, o que pode afetar o funcionamento e o aspeto da peça. Também é necessário pensar em como o plástico pode ser montado com parafusos e soldadura.
Embora seja importante ter as propriedades certas para o plástico, também precisa de pensar quanto custa obter o plástico, transformá-lo numa peça e terminá-lo, para que possa fazê-lo pelo menor custo possível.
“Uniform wall thickness is crucial in injection molding design.”Verdadeiro
A espessura uniforme da parede minimiza a tensão e o empeno, garantindo uma produção de peças consistente e de alta qualidade.
“Draft angles are not necessary for injection molding parts.”Falso
Os ângulos de inclinação facilitam a libertação fácil da peça do molde, reduzindo o risco de danos durante a ejeção.
Quais são as diretrizes para a conceção de moldes de injeção?
A conceção eficaz de moldes de injeção é crucial para produzir peças de plástico de alta qualidade de forma eficiente e consistente em várias indústrias.
Orientações fundamentais para a conceção de moldes de injeção: escolher materiais adequados, assegurar sistemas de arrefecimento eficazes e otimizar a ejeção das peças. Estas práticas melhoram a eficiência, reduzem os defeitos e aumentam a durabilidade do processo de moldagem.
From our factory design reviews, the ZetarMold in-house mold manufacturing facility lets our engineers connect wall thickness, draft, gate location, cooling, and ejection decisions before steel is cut. For DFM-sensitive parts, 8 senior engineers can review tooling risk, and our production planning can compare the design against 47 injection molding machines before quoting and sampling.
Disposição da base do molde e da cavidade
As ferramentas do molde são compostas por uma base de molde, cavidade, núcleo de inserção e outras peças. A base do molde é a fundação do molde, enquanto a cavidade e a inserção do núcleo dão forma à peça. A conceção das ferramentas do molde afecta a precisão e a consistência do processo de moldagem. A maquinação CNC permite obter paredes verticais precisas, essenciais para moldes de injeção de plástico complexos.
O molde tem de ser resistente, fácil de manter e fácil de desmontar e voltar a montar para reparações e manutenção. As ferramentas do molde têm de ser fabricadas com precisão para garantir que a cavidade e o núcleo se alinham corretamente. A disposição da cavidade da estrutura do molde também tem de permitir o acesso às inserções ocas e do núcleo para facilitar a manutenção e as reparações. Isto reduz os defeitos e torna as peças melhores.
Conceção do sistema de arrefecimento
O sistema de arrefecimento é um aspeto importante na conceção de moldes de injeção. Este sistema controla a temperatura da cavidade do molde e do material plástico. O arrefecimento é importante porque ajuda a solidificar o plástico e a controlar a contração.
The cooling system design should ensure that the mold cavity is cooled evenly. The cooling channels should be designed close to the areas that take longer to cool so that they don’t interfere with the gate and runner system. The machinist should also optimize the design to achieve the shortest cycle time possible.
Conceção do corredor e do portão
O sistema de canais e portas controla a forma como o plástico derretido flui para a cavidade do molde. A porta é onde o plástico entra na cavidade e o sistema de canais ajuda o plástico a chegar à porta. A conceção do sistema de porta e de corrediça afecta o bom funcionamento do processo de moldagem e a qualidade do produto acabado.
O tamanho, a localização e a forma do portão devem otimizar o fluxo de material, minimizar a tensão da peça e evitar defeitos na peça. O sistema de canais deve minimizar a queda de pressão, assegurar uma distribuição uniforme do material e evitar pontos mortos onde o plástico se pode acumular e causar defeitos.
Conceção do sistema de ejeção
The ejector system is what gets the part out of the mold. When you design the ejector system, you have to think about the shape of the part, how many undercuts it has, and how strong it is. You can use ejector pins, sleeves, or hydraulic ejector systems to make sure the part doesn’t get messed up when you take it out.
Também é necessário conceber o sistema de ejeção de modo a que este possa suportar a força necessária para retirar a peça do molde. Também é necessário pensar onde o sistema de ejeção se situa em relação ao sistema de porta e de corrediça, para que não fique no caminho.
Materiais de molde e tratamento de superfície
O material que utilizar para o seu molde afectará a duração do mesmo e o aspeto das suas peças. É necessário um material que aguente muito calor, que espalhe bem o calor e que não se desgaste. Escolher o material correto pode ajudá-lo a fazer peças mais rapidamente, a fazer com que o seu molde dure mais tempo e a fazer peças melhores.
Cada molde é diferente e tem de ser cuidadosamente pensado quando o está a fazer. Os materiais utilizados têm de ser maquinados corretamente para que não haja defeitos de superfície que apareçam na peça que está a ser moldada.
É necessário eliminar as marcas deixadas pela fresa de topo na superfície do molde, efectuando mais acabamentos, como jato de areia ou polimento. A quantidade de acabamento que tem de fazer afecta o custo e o tempo que demora a fazer o molde.
“Injection mold design affects the cooling time of the molded part.”Verdadeiro
A conceção adequada do molde assegura um arrefecimento uniforme, o que reduz os tempos de ciclo e melhora a qualidade das peças.
“Injection mold design has no impact on product quality.”Falso
A conceção cuidadosa do molde influencia diretamente a qualidade das peças, garantindo um fluxo de material consistente e um arrefecimento uniforme.
Quais são os problemas e soluções comuns de design de moldagem por injeção?
A moldagem por injeção é um processo complexo com vários desafios potenciais de conceção que podem ter impacto na qualidade do produto e na eficiência da produção.
Os problemas comuns de moldagem por injeção, como empenos, marcas de afundamento e flash, podem ser atenuados através da otimização da temperatura do molde, do ajuste do tempo de arrefecimento e da garantia de uma ventilação adequada para melhorar a consistência do produto e reduzir os defeitos.
Flash
O flash é o plástico extra na superfície de separação do molde ou no pino ejetor.
Causas do Flash
força de aperto insuficiente, problemas de molde, más condições de moldagem, conceção incorrecta do sistema de escape.
Soluções
Conceção do molde: Conceber o molde de modo a que este possa fechar bem quando fixado. Verificar o tamanho do orifício de exaustão e limpar a superfície do molde.
Máquina de moldagem por injeção: definir uma máquina de moldagem por injeção com a tonelagem certa.
Processo de moldagem: aumentar o tempo de injeção, reduzir a velocidade de injeção, reduzir a temperatura do cilindro e a temperatura do bico, reduzir a pressão de injeção e a pressão de retenção.
Raias de prata
As estrias prateadas surgem quando a água, o ar ou o material carbonizado são distribuídos na superfície da peça na direção do fluxo.
Causas das estrias prateadas
O teor de humidade da matéria-prima é demasiado elevado, o ar fica retido na matéria-prima, a degradação do polímero: o material está contaminado; a temperatura do tambor é demasiado elevada; o volume de injeção é insuficiente.
Soluções
Conteúdo: Secar a matéria-prima com base nos dados fornecidos pelo fornecedor da matéria-prima antes da moldagem por injeção.
Conceção do molde: Certifique-se de que existem aberturas de ventilação suficientes.
Processo de moldagem: Escolha a máquina de moldagem por injeção e o molde corretos, limpe completamente o material antigo do cilindro quando mudar de material, melhore o sistema de escape e baixe a temperatura de fusão, a pressão de injeção ou a velocidade de injeção.
Dent
A mossa ocorre quando a superfície da peça é côncava na espessura da parede.
Causas da formação de mossa
A pressão de injeção ou a pressão de retenção é demasiado baixa, o tempo de retenção ou o tempo de arrefecimento é demasiado curto, a temperatura de fusão ou a temperatura do molde é demasiado elevada e a conceção da estrutura da peça é inadequada.
Soluções
Estrutura de conceção: Corrugar a superfície que é fácil de amolgar, reduzir o tamanho da parede espessa da peça, minimizar o rácio espessura/diâmetro, o rácio da espessura da parede adjacente deve ser controlado a 1,5~2, e tentar fazer uma transição suave, redesenhar a espessura das nervuras de reforço, furos escareados e nervuras de canto, e a sua espessura é geralmente recomendada para ser 40-80% da espessura básica da parede.
For weld defects, review causes and solutions of weld marks, then adjust injection pressure, holding pressure, gate size, or gate position based on flow evidence.
Marca de soldadura
A marca de soldadura ocorre quando dois fluxos de material se encontram e se soldam, causando um defeito na superfície.
Causas da marca de soldadura
Se existirem orifícios, inserções ou modo de moldagem por injeção multi-gate na peça, ou se a espessura da parede da peça for irregular, podem ocorrer marcas de soldadura.
Soluções
Material:Fazer com que o plástico fundido flua melhor.
Conceção do produto: Alterar a forma como o produto é fabricado e a espessura das paredes.
Conceção do molde: Mova o local onde o plástico entra no molde e adicione locais para o ar sair.
Condições do processo: As marcas de queimadura surgem quando o ar no molde não consegue sair suficientemente depressa e o plástico queima no final do fluxo.
Deformação e empeno
A deformação por empeno é quando a forma da peça moldada por injeção fica toda baralhada e se deforma de forma desigual, o que não é o que se pretende. É uma das coisas que pode correr mal quando se fazem coisas com moldes de injeção.
“Warping is a common issue in injection molding.”Verdadeiro
Warping occurs due to uneven cooling, leading to parts becoming distorted. It’s often addressed by adjusting cooling times and mold temperatures.
“Sink marks can only be fixed by redesigning the mold.”Falso
As marcas de afundamento também podem ser reduzidas ajustando os parâmetros do processo, tais como a pressão de enchimento e o tempo de arrefecimento, juntamente com os ajustes do desenho do molde.
What should engineers do before releasing the design?
A release-ready design is DFM-approved after checking walls, draft, gates, parting line, cooling, ejection, shrinkage, and inspection.
This will give you a detailed understanding of what you need and how to complete the process. The injection molding design rules discussed in this article will help you optimize the process, ensure cost-effective production and reduce cycle times. See our Injection Mold Complete Guide for a comprehensive overview.

Perguntas mais frequentes
Qual é a regra mais importante no design de moldagem por injeção?
The most important rule is to keep the part easy to fill, cool, eject, and inspect without adding unnecessary tooling complexity. Uniform wall thickness, practical draft angles, clear parting-line decisions, and realistic gate placement usually matter more than adding many small features. A design that looks acceptable in CAD can still fail in production if it creates trapped air, uneven cooling, high ejection force, or cosmetic defects. Before release, the design should be reviewed with both product function and mold manufacturing constraints in mind.
Quanto ângulo de saída deve usar uma peça moldada por injeção?
A practical starting point is to use at least 1 to 2 degrees of draft on most vertical faces, then increase the angle for deeper walls, textured surfaces, or materials that shrink tightly onto the core. The exact value depends on part depth, surface finish, resin shrinkage, and ejection direction. Draft should be added early because late changes can move parting lines, alter shutoffs, and affect appearance. If a surface must remain straight, the toolmaker should review whether polishing, ejector layout, or material choice can reduce release risk.
Porque é que a espessura da parede importa tanto?
Wall thickness controls filling pressure, cooling time, shrinkage, sink marks, warpage, and material consumption. Thick areas cool slowly and can create sink or internal voids, while thin areas may short-shot or show weak weld lines if the melt freezes too quickly. The safest design usually keeps walls as uniform as possible and uses ribs, bosses, or gradual transitions instead of sudden thick sections. When thickness must change for strength, the transition should be smooth enough for resin flow and predictable cooling.
Quando deve um design usar nervuras em vez de paredes mais espessas?
Ribs are useful when the part needs stiffness but a thicker wall would create sink marks, longer cooling time, or excess material cost. A rib should normally be thinner than the adjacent wall, include draft, and connect with enough radius to avoid stress concentration. Ribs also need spacing so steel can be manufactured and polished properly. If a feature needs both strength and a cosmetic surface, rib placement should be reviewed against gate location, flow direction, and potential read-through marks on the show side.
O que devem os compradores perguntar a um fornecedor antes de começar a ferramentação?
Buyers should ask whether the supplier has reviewed wall thickness, draft, parting line, gate location, ejector placement, cooling layout, material shrinkage, tolerance stack-up, and cosmetic expectations before steel is cut. They should also ask which risks require DFM changes and which can be handled during sampling. A clear review before tooling is cheaper than correcting a finished mold after defects appear. For production parts, the supplier should connect design decisions with cycle time, inspection method, maintenance access, and expected tool life.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → Use our injection molding process guide for process context and our injection molding supplier sourcing guide before comparing pricing.
-
wall thickness: Wall thickness is a core design dimension that controls filling pressure, cooling time, shrinkage, sink marks, and part stiffness. ↩
-
draft angle: O ângulo de saída refere-se ao cone adicionado às faces verticais para que a peça moldada possa ser libertada da ferramenta sem arranhões ou aderência. ↩
-
parting line: A linha de separação refere-se a uma linha de separação é o limite visível onde as duas metades do molde se encontram e onde podem aparecer rebarbas, desalinhamentos ou riscos cosméticos. ↩







