 Przejdź do treści
Przejdź do treści 


Proces formowania wtryskowego materiału TPU jest niezbędny do wytwarzania elastycznych, trwałych produktów szeroko stosowanych w różnych gałęziach przemysłu.
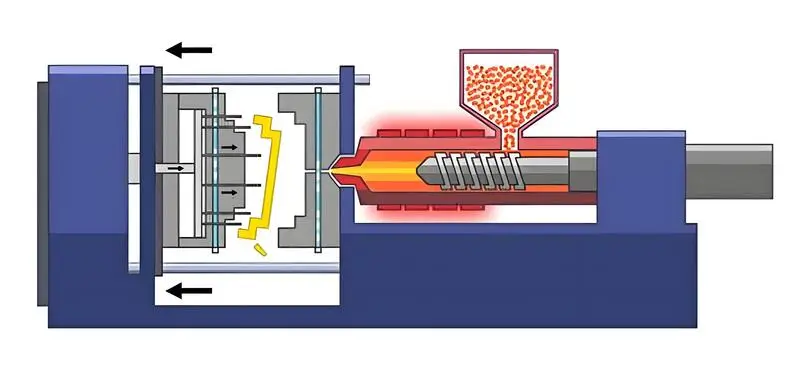
Formowanie wtryskowe TPU podgrzewa i wtryskuje granulki TPU do form w celu stworzenia elastycznych, sprężystych części, powszechnie stosowanych w obuwiu, motoryzacji i elektronice.
Ten krótki przegląd przedstawia podstawowe etapy formowania wtryskowego TPU, ale opanowanie niuansów procesu może znacznie poprawić wydajność produktu i wydajność produkcji. Zanurz się głębiej, aby dowiedzieć się, jak dokładny projekt formy i optymalizacja procesu mogą poprawić wyniki.
Materiały TPU są zawsze biodegradowalne.Fałsz
Większość materiałów TPU nie ulega biodegradacji, choć dostępne są pewne warianty przyjazne dla środowiska.
Formowanie wtryskowe TPU jest mniej wydajne niż inne metody.Fałsz
Formowanie wtryskowe TPU może być bardzo wydajne i jest często wybierane ze względu na jego zdolność do produkcji szczegółowych i trwałych części.
Co to jest materiał TPU?
TPU, czyli termoplastyczny poliuretan, to wszechstronny materiał znany z doskonałej elastyczności, przezroczystości oraz odporności na oleje i ścieranie, szeroko stosowany w różnych aplikacjach.
Materiał TPU, ceniony za elastyczność, trwałość i odporność na ścieranie i chemikalia, jest stosowany w obuwiu, wnętrzach samochodów i obudowach telefonów, łącząc elastyczność gumy z wytrzymałością plastiku.

TPU oznacza termoplastyczny poliuretan elastomer gumowy1. Nie jest to tkanina w tradycyjnym sensie, nie mówiąc już o skórze. TPU przezwycięża wiele niedociągnięć PVC, skóry PU i powłoki PU i dokonał znaczących przełomów w stosowaniu wodoodpornych i oddychających tkanin.
TPU2 ma nie tylko większość cech gumy i zwykłych tworzyw sztucznych, ale także doskonałe kompleksowe właściwości fizyczne i chemiczne. Jest to nowy rodzaj przyjaznego dla środowiska materiału polimerowego pomiędzy gumą a tworzywem sztucznym. Ma zarówno miękkość gumy, jak i twardość twardego plastiku.
TPU jest zarówno elastyczny, jak i trwały.Prawda
Unikalny skład TPU pozwala mu zachować elastyczność, zapewniając jednocześnie wytrzymałość i odporność na zużycie, dzięki czemu idealnie nadaje się do różnych zastosowań.
TPU jest stosowany wyłącznie w odzieży i obuwiu.Fałsz
Chociaż TPU jest popularny w odzieży i obuwiu, jego zastosowania rozciągają się na przemysł motoryzacyjny, medyczny i elektroniczny ze względu na jego właściwości adaptacyjne.
Jakie są podstawowe właściwości materiałów TPU?
Materiały TPU są znane ze swojej wszechstronności, oferując unikalne połączenie elastyczności, trwałości i odporności, obsługując branże od obuwniczej po motoryzacyjną.
Materiały TPU oferują wysoką elastyczność, doskonałą odporność na ścieranie i elastyczność w różnych temperaturach, dzięki czemu idealnie nadają się do obuwia, urządzeń medycznych i części samochodowych w wymagających środowiskach.

Szeroki zakres twardości
Zmieniając stosunek każdego składnika reakcji TPU, można uzyskać produkty o różnej twardości, a wraz ze wzrostem twardości produkty nadal zachowują dobrą elastyczność i odporność na zużycie Sztywność TPU można zmierzyć za pomocą modułu sprężystości.
Moduł sprężystości gumy wynosi zwykle 1 ~ 10 MPa, TPU 10 ~ 1000 MPa, a tworzyw sztucznych, takich jak nylon, ABS, PC, POM itp. 1000 ~ 10000 MPa. Zakres twardości TPU jest dość szeroki, od Shore A 60 ~ Shore D 85, i ma wysoką elastyczność w całym zakresie twardości.
Wyjątkowa odporność na zimno
TPU ma niską temperaturę zeszklenia i pozostaje elastyczny nawet w temperaturze minus 35 stopni. Jest elastyczny w szerokim zakresie temperatur od -40 do 120 stopni Celsjusza bez konieczności stosowania plastyfikatorów.
Odporność na olej, wodę, chemikalia i pleśń
TPU jest odporny na oleje (mineralne, zwierzęce i roślinne oraz smary) i wiele rozpuszczalników. TPU odporność na olej3 jest lepszy niż kauczuk nitrylowy i ma doskonałą odporność na olej.
Jego wartość zużycia Tabera wynosi 0,5-0,35 mg, co jest najmniejszą wartością wśród tworzyw sztucznych. Po dodaniu MoS2, grafitu oleju silikonowego itp. można zmniejszyć współczynnik tarcia i poprawić odporność na zużycie.
Wytrzymałość na rozciąganie i wydłużenie: TPU ma wytrzymałość na rozciąganie4 która jest 2-3 razy większa niż w przypadku kauczuku naturalnego i syntetycznego. Wytrzymałość na rozciąganie poliestru TPU wynosi prawie 60 MPa, a wydłużenie prawie 410%. Wytrzymałość na rozciąganie polieteru TPU wynosi 50 MPa, a wydłużenie >30%.
Materiały TPU zwiększają trwałość produktu w trudnych warunkach.Prawda
Odporność TPU na ścieranie i chemikalia sprawia, że nadaje się do użytku w trudnych warunkach.
Materiały TPU nadają się wyłącznie do zastosowań obuwniczych.Fałsz
Chociaż materiały TPU są szeroko stosowane w obuwiu, są również idealne do zastosowań motoryzacyjnych, medycznych i przemysłowych ze względu na ich wszechstronność i odporność.
Jakie są warunki procesu formowania wtryskowego Tpu?
Formowanie wtryskowe termoplastycznego poliuretanu (TPU) wymaga precyzyjnej kontroli warunków procesu w celu zapewnienia integralności materiału i jakości produktu.
Optymalne formowanie wtryskowe TPU wymaga temperatury topnienia 200-220°C, temperatury formy 20-50°C i precyzyjnych ustawień ciśnienia dla stałego przepływu, co ma kluczowe znaczenie dla zastosowań w obuwiu i częściach samochodowych.

Temperatura
Temperatury, które należy kontrolować w procesie formowania TPU to temperatura beczki5temperatura dyszy i temperatura formy6. Pierwsze dwie temperatury wpływają głównie na plastyfikację i przepływ TPU, a ostatnia temperatura wpływa na przepływ i chłodzenie TPU.
-
Temperatura beczki:Wybór temperatury cylindra jest związany z twardością TPU. TPU o wysokiej twardości ma wysoką temperaturę topnienia i wysoką maksymalną temperaturę na końcu cylindra. Zakres temperatur beczki używany do przetwarzania TPU wynosi 177 ~ 232 ℃ Rozkład temperatury beczki jest zwykle od jednej strony leja (tylny koniec) do dyszy (przedni koniec) i stopniowo wzrasta, tak że temperatura TPU stale rośnie, aby osiągnąć cel jednolitej plastyfikacji.
-
Temperatura dyszy:Temperatura dyszy jest zwykle nieco niższa niż maksymalna temperatura cylindra, aby zapobiec wypływaniu stopionego materiału z dyszy przelotowej. Jeśli używana jest samoblokująca się dysza, aby zapobiec ślinieniu się, temperatura dyszy może być również kontrolowana w maksymalnym zakresie temperatur cylindra.

- MoldTemperature:Temperatura formy jest bardzo ważna dla wewnętrznej wydajności i jakości wyglądu produktów TPU. Jest ona określana przez wiele czynników, takich jak krystaliczność TPU i rozmiar produktu. Temperatura formy jest zwykle kontrolowana przez czynnik chłodzący o stałej temperaturze, taki jak woda. TPU ma wysoką twardość, wysoką krystaliczność i wysoką temperaturę formy, na przykład Texin, twardość 480A, temperatura formy 20 ~ 30 ℃; twardość 591A, temperatura formy 30 ~ 50 ℃; twardość 355D, temperatura formy 40 ~ 65 ℃. Gdy temperatura formy jest niska, stopiony materiał zamarza przedwcześnie i wytwarza linie strumieniowe, co nie sprzyja wzrostowi sferolitów, co skutkuje niską krystalicznością produktu i późnym procesem krystalizacji, co powoduje skurcz i zmiany wydajności produktu.
Ciśnienie
Ciśnienie w procesie formowania wtryskowego obejmuje ciśnienie plastyfikacji (ciśnienie wsteczne) i ciśnienie wtrysku7. Gdy ślimak cofa się, ciśnienie na górze stopionego materiału jest ciśnieniem wstecznym, które jest regulowane przez zawór przelewowy.

Zwiększenie przeciwciśnienia zwiększy temperaturę topnienia, zmniejszy prędkość plastyfikacji, ujednolici temperaturę topnienia, równomiernie wymiesza barwniki i odprowadzi stopiony gaz, ale wydłuży cykl formowania. Przeciwciśnienie TPU wynosi zwykle 0,3 ~ 4 MPa.
Ciśnienie wtrysku to ciśnienie wywierane przez górną część ślimaka na TPU. Służy do pokonania oporu przepływu TPU z cylindra do wnęki, zwiększenia szybkości napełniania stopu i zagęszczenia stopu. Opór przepływu TPU i szybkość napełniania są ściśle związane z lepkością stopu, a lepkość stopu jest bezpośrednio związana z twardością TPU i temperaturą stopu.
Innymi słowy, lepkość stopu8 zależy od temperatury i ciśnienia, a także twardości TPU i szybkości odkształcania. Im wyższa szybkość ścinania, tym niższa lepkość. Gdy szybkość ścinania pozostaje niezmieniona, im wyższa twardość TPU, tym większa lepkość.
Gdy szybkość ścinania jest stała, lepkość zmniejsza się wraz ze wzrostem temperatury, ale przy wysokich szybkościach ścinania temperatura nie ma takiego wpływu na lepkość, jak przy niskich szybkościach ścinania. Ciśnienie wtrysku TPU wynosi zazwyczaj 20 ~ 110 MPa. Ciśnienie utrzymywania wynosi około połowy ciśnienia wtrysku, a ciśnienie wsteczne powinno wynosić poniżej 1,4 MPa, aby TPU uplastyczniło się równomiernie.

Czas
Czas potrzebny na wykonanie wtrysku nazywany jest cyklem formowania. Cykl formowania obejmuje czas potrzebny na napełnienie formy, czas potrzebny na utrzymanie formy, czas potrzebny na schłodzenie formy i inne czasy (takie jak czas potrzebny na otwarcie formy, wyjęcie części z formy i zamknięcie formy), które wpływają na to, ile pracy można wykonać i ile można wykorzystać sprzętu.
Cykl formowania TPU jest zwykle określany na podstawie twardości TPU, grubości części i kształtu części. Cykl jest krótki dla twardego TPU, długi dla grubych części i długi dla części o wielu kształtach. Cykl formowania jest również związany z temperaturą formy. Cykl formowania TPU wynosi zwykle od 20 do 60 sekund.
Prędkość wtrysku
Prędkość wtrysku zależy głównie od konfiguracji produktów TPU. Produkty z grubymi powierzchniami czołowymi wymagają niższych prędkości wtrysku, podczas gdy produkty z cienkimi powierzchniami czołowymi wymagają większych prędkości wtrysku.
Prędkość śruby
Podczas przetwarzania produktów TPU należy stosować niską szybkość ścinania, a więc niższą prędkość obrotową ślimaka. Prędkość obrotowa ślimaka TPU wynosi zazwyczaj 20 ~ 80 obr / min, a 20 ~ 40 obr / min jest lepsza.
Leczenie wyłączające
Ponieważ TPU może ulec degradacji po wystawieniu na działanie wysokiej temperatury przez długi czas, po wyłączeniu należy go wyczyścić za pomocą PS, PE, tworzyw akrylowych lub ABS; jeśli wyłączenie przekracza 1 godzinę, ogrzewanie należy wyłączyć.

Przetwarzanie końcowe produktu
TPU często wykazuje nierównomierną krystalizację, orientację i kurczenie się z powodu nierównomiernej plastyfikacji w cylindrze lub różnych szybkości chłodzenia w gnieździe formy. Powoduje to wewnętrzne naprężenia w produkcie, które są bardziej widoczne w produktach o grubych ściankach lub produktach z metalowymi wkładkami.
Produkty z naprężenie wewnętrzne9 często doświadczają spadku właściwości mechanicznych podczas przechowywania i użytkowania, srebrnych smug na powierzchni, a nawet deformacji i pękania. Sposobem na rozwiązanie tych problemów w produkcji jest wyżarzanie produktu. Temperatura wyżarzania zależy od twardości produktu TPU.
Temperatura wyżarzania produktów o wysokiej twardości jest również wysoka, a temperatura wyżarzania produktów o niskiej twardości jest również niska. Zbyt wysoka temperatura może spowodować wypaczenie lub deformację produktu, a zbyt niska temperatura nie pozwala osiągnąć celu, jakim jest wyeliminowanie naprężeń wewnętrznych.
Recykling materiałów pochodzących z recyklingu
W procesie przetwarzania TPU materiały odpadowe, takie jak prowadnice, wlewki i części poza specyfikacją, można poddać recyklingowi i ponownie wykorzystać. Na podstawie wyników testów materiały z recyklingu 100% bez mieszania z nowymi materiałami nie zmniejszają znacząco właściwości mechanicznych i mogą być w pełni wykorzystane.
Jednak w celu utrzymania właściwości fizycznych i mechanicznych oraz warunków wtrysku na najlepszym poziomie, zaleca się, aby proporcja materiałów pochodzących z recyklingu wynosiła od 25% do 30%.
Prawidłowe warunki formowania wtryskowego TPU zapobiegają wadom produktów końcowych.Prawda
Przestrzeganie idealnych ustawień temperatury i ciśnienia utrzymuje właściwości materiału i redukuje defekty, takie jak wypaczenia i pęcherzyki powietrza.
Możesz użyć dowolnej temperatury formy dla TPU bez wpływu na wynik.Fałsz
Nieprawidłowa temperatura formy może prowadzić do słabego wykończenia powierzchni i problemów strukturalnych, podkreślając znaczenie określonych zakresów temperatur.
Jakie są środki ostrożności w procesie formowania wtryskowego materiałów TPU?
W procesie formowania wtryskowego materiałów TPU, staranna dbałość o temperaturę, prędkość wtrysku i warunki formy zapewnia optymalną jakość i spójność produktu.
W celu skutecznego formowania wtryskowego TPU należy utrzymywać precyzyjną temperaturę, minimalizować wilgoć i dostosowywać prędkość wtrysku do potrzeb materiału, zapobiegając defektom i zapewniając wysokiej jakości wyniki w różnych branżach.
Suszenie materiału
Ponieważ TPU łatwo wchłania wilgoć i łatwo hydrolizuje, jeśli surowce TPU nie zostaną dokładnie wysuszone, łatwo spowoduje to trudności w przetwarzaniu. Powierzchnia produktu formowanego wtryskowo będzie miała pęcherzyki lub srebrne smugi, a powierzchnia produktu wytłaczanego będzie wykazywać nierówności, matowość, piankę i piankę.
W celu zapewnienia zerowej liczby wad w produkcji i jakości produktu, zaleca się, aby surowce TPU były w pełni wysuszone do zawartości wilgoci mniejszej niż 0,05% przed przetworzeniem.
Jeśli do barwienia używany jest proszek węglowy lub przedmieszka, należy je w pełni wymieszać z naturalnym barwnikiem TPU i wysuszyć razem. Ogólnie rzecz biorąc, do suszenia TPU stosuje się suszarkę z obiegiem powietrza lub suszarkę osuszającą. W zależności od twardości zalecana temperatura suszenia wynosi 80-110 ℃, a czas suszenia wynosi około 3 godzin.
Przetwarzanie materiałów z recyklingu
Materiały z dysz, materiały z pralek lub złe produkty końcowe można kruszyć i mieszać z nowymi materiałami, ale przed użyciem należy je ponownie wysuszyć. W przypadku niektórych mechanicznych wymagań fizycznych materiały pochodzące z recyklingu nie mogą być stosowane w procesach formowania wtryskowego.
Ponad 30% wszystkich surowców. Wytłaczane materiały z recyklingu powinny być przetwarzane oddzielnie lub dodawane do nowych materiałów do formowania wtryskowego. Ponadto materiały pochodzące z recyklingu nie powinny być przechowywane zbyt długo. Należy używać suchych blatów. Odpady, których nie można poddać recyklingowi, można spalić w celu uzyskania ciepła.

Kontrola prędkości i ciśnienia wtrysku
Prędkość i ciśnienie wtrysku są ważne dla tego, jak dobrze materiał TPU przepływa i wypełnia formę. Jeśli prędkość i ciśnienie są zbyt wysokie, materiał może pękać lub tworzyć pęcherzyki. Jeśli prędkość i ciśnienie są zbyt niskie, materiał nie wypełni dobrze formy lub produkt będzie miał szorstką powierzchnię. Należy więc ustawić prędkość i ciśnienie odpowiednie dla materiału i formy.
Kontrola temperatury formy
Temperatura formy jest bardzo ważna dla krystaliczności i kurczliwości materiału TPU. Odpowiednia temperatura formy może pomóc w krystalizacji materiału i poprawić właściwości mechaniczne oraz stabilność wymiarową produktu.
Jeśli jednak temperatura formy jest zbyt wysoka, może to spowodować przegrzanie materiału i jego rozkład lub powstawanie pęcherzyków. Jeśli temperatura formy jest zbyt niska, może to spowodować ślady płynięcia na zimno lub ślady skurczu na powierzchni produktu. Dlatego konieczne jest dokładne kontrolowanie temperatury formy, aby uzyskać najlepszy efekt formowania.

Unikaj nadmiernego nagrzewania i ścinania
Materiały TPU mogą się nadmiernie nagrzewać i ścinać podczas formowania wtryskowego. Może to spowodować, że materiał nie będzie działał tak dobrze lub wystąpią problemy. Należy więc upewnić się, że materiał nie nagrzewa się zbyt mocno i nie jest zbyt mocno ścinany podczas formowania wtryskowego, aby go nie zepsuć.
Utrzymanie czystego środowiska formowania wtryskowego
Czystość środowiska formowania wtryskowego jest bardzo ważna dla jakości formowania wtryskowego materiałów TPU. Zanieczyszczenia i plamy oleju mogą przywierać do powierzchni formy lub mieszać się z materiałem, co spowoduje defekty na powierzchni produktu lub pogorszenie wydajności.
Dlatego konieczne jest utrzymywanie środowiska formowania wtryskowego w czystości oraz regularne czyszczenie i konserwacja sprzętu i form.
Formowanie wtryskowe TPU wymaga precyzyjnego zarządzania temperaturą.Prawda
Termoplastyczny charakter TPU wymaga stałej regulacji temperatury w celu utrzymania integralności materiału i zapobiegania defektom.
Wszystkie materiały TPU mogą być formowane w tych samych warunkach.Fałsz
Różne formuły TPU mogą wymagać różnych ustawień temperatury, prędkości i ciśnienia w celu osiągnięcia pożądanych rezultatów, co podkreśla potrzebę dostosowania warunków przetwarzania.
Jak przebiega proces formowania wtryskowego materiałów TPU?
Formowanie wtryskowe materiałów TPU usprawnia produkcję elastycznych i trwałych komponentów, szeroko wykorzystywanych w branżach takich jak motoryzacja i produkty konsumenckie.
Formowanie wtryskowe TPU topi granulki TPU, tworząc elastyczne, sprężyste części idealne do etui na telefony, sprzętu sportowego i urządzeń medycznych. Kluczowe etapy obejmują przygotowanie materiału, projektowanie formy i chłodzenie.

Proces formowania wtryskowego materiału TPU obejmuje głównie przygotowanie materiału, projekt formy, wybór wtryskarki, ustawienie parametrów procesu formowania wtryskowego i obróbkę końcową produktu.
Przygotowanie materiału
Przed rozpoczęciem formowania wtryskowego granulatu tpu należy go przygotować. Oznacza to ich wysuszenie, podgrzanie i wymieszanie. Suszenie usuwa wszelką wilgoć z materiału, dzięki czemu podczas formowania wtryskowego nie powstają pęcherzyki ani pęknięcia. Wstępne podgrzewanie sprawia, że materiał lepiej płynie i pomaga wypełnić formę. Mieszanie zapewnia, że cały materiał jest taki sam i sprawia, że produkt jest lepszy.
Projektowanie form
Konstrukcja formy jest kluczowym ogniwem w procesie formowania wtryskowego. Struktura, rozmiar i precyzja formy bezpośrednio wpływają na jakość formowania i wydajność produkcji produktu.
Podczas projektowania formy wtryskowej z materiału TPU należy wziąć pod uwagę takie czynniki, jak płynność materiału, skurcz i rozformowanie produktu. Rozsądne zaprojektowanie formy może skutecznie zmniejszyć wskaźnik wadliwości produktu i poprawić wydajność produkcji.

Wybór maszyny do formowania wtryskowego
Wybór odpowiedniej wtryskarki jest kluczem do zapewnienia stabilności procesu formowania wtryskowego materiału TPU i jakości produktu. Wybierając wtryskarkę, należy wziąć pod uwagę takie czynniki, jak charakterystyka materiału, rozmiar i złożoność produktu oraz wydajność produkcji.
Upewnij się, że ciśnienie wtrysku, prędkość wtrysku, temperatura i inne parametry wtryskarki spełniają wymagania dotyczące formowania wtryskowego materiałów TPU.
Ustawienie parametrów procesu formowania wtryskowego
Ustawienie parametrów procesu formowania wtryskowego ma kluczowe znaczenie dla zapewnienia jakości formowania wtryskowego materiałów TPU. Parametry te obejmują ciśnienie wtrysku, prędkość wtrysku, czas utrzymywania, temperaturę formy itp.

Odpowiednie ustawienie parametrów procesu pozwala upewnić się, że materiał TPU przepływa i całkowicie wypełnia formę podczas procesu formowania wtryskowego, jednocześnie unikając wad, takich jak pęcherzyki i otwory skurczowe. Co więcej, konieczne może być dostosowanie parametrów procesu w celu uzyskania najlepszego efektu formowania w oparciu o charakterystykę materiału TPU i wymagania dotyczące produktu.
Przetwarzanie końcowe produktu
Po formowaniu wtryskowym produkty TPU muszą zostać poddane obróbce końcowej w celu wyeliminowania naprężeń wewnętrznych, poprawy stabilności wymiarowej i poprawy jakości powierzchni. Typowe metody obróbki końcowej obejmują obróbkę cieplną, chłodzenie i obróbkę powierzchni.
Obróbka cieplna może wyeliminować wewnętrzne naprężenia generowane przez produkt podczas procesu formowania wtryskowego i poprawić jego stabilność wymiarową. Chłodzenie pomaga produktowi w szybkim kształtowaniu i zmniejszeniu deformacji. Obróbka powierzchni może poprawić wygląd i wydajność produktu.
Formowanie wtryskowe TPU pozwala uzyskać trwałe i elastyczne produkty.Prawda
Unikalne właściwości TPU sprawiają, że idealnie nadaje się do produkcji części wymagających elastyczności i sprężystości.
TPU jest tym samym, co TPE w formowaniu wtryskowym.Fałsz
Podczas gdy TPU i TPE wykazują podobieństwo pod względem elastyczności, są to odrębne materiały o różnych składach i właściwościach użytkowych.
Jakie są wady w procesie formowania wtryskowego materiałów TPU?
Zrozumienie wad formowania wtryskowego TPU ma kluczowe znaczenie dla poprawy jakości i wydajności produktu końcowego.
Typowe wady formowania wtryskowego TPU obejmują wypaczenia, niekompletne wypełnienie, ślady wypalenia i zapadnięcia, często wynikające z niewłaściwej temperatury, prędkości wtrysku lub konstrukcji formy, co wpływa na trwałość i wygląd produktu.

Produkt ma pęknięcia
Pęknięcia są zabójcze dla produktów TPU, zwykle pojawiają się jako włoskowate pęknięcia na powierzchni produktu. Gdy produkt ma ostre krawędzie i rogi, często pęka w tej części, co jest bardzo niebezpieczne dla produktu. Głównymi przyczynami pęknięć w procesie produkcyjnym są trudności z wyjmowaniem z formy, przepełnienie, niska temperatura formy i wady w strukturze produktu.
Aby uniknąć pęknięć spowodowanych złym rozformowywaniem, gniazdo formy musi mieć wystarczające nachylenie rozformowywania, a rozmiar, położenie i kształt sworznia wypychacza muszą być odpowiednie. Podczas wyrzucania opór rozformowywania każdej części produktu musi być jednolity.
Przepełnienie ma miejsce, gdy do formy wtryskiwana jest zbyt duża ilość tworzywa. Może to być spowodowane zbyt dużym ciśnieniem wtrysku lub zbyt dużą ilością dozowanego materiału. Przepełnienie formy powoduje zbyt duże naprężenia wewnętrzne w części, która pęka podczas próby wyjęcia jej z formy.

Przepełnienie formy powoduje również większe naprężenie elementów formy, co utrudnia wyjęcie części z formy i sprawia, że część pęka (a nawet łamie się). Gdy zauważysz, że tak się dzieje, musisz zmniejszyć ciśnienie wtrysku, aby zatrzymać przepełnienie.
Naprężenia wewnętrzne wynikające z przepełnienia zwykle pozostają w obszarze bramki. Obszar w pobliżu bramki jest kruchy, zwłaszcza bezpośredni obszar bramki, i pęknie z powodu naprężeń wewnętrznych.
Słaby połysk powierzchni produktów
Gdy powierzchnia produktów TPU traci swój pierwotny połysk i staje się matowa lub rozmyta, określa się to jako słaby połysk powierzchni.
Słaby połysk powierzchni jest zwykle spowodowany nieodpowiednim polerowaniem powierzchni formy. Gdy stan powierzchni wnęki formy jest dobry, zwiększenie temperatury materiału i formy może poprawić połysk powierzchni produktu. Użycie zbyt dużej ilości środka nietopliwego lub oleistego środka nietopliwego może również skutkować słabym połyskiem powierzchni.
Dodatkowo, jeśli materiał pochłania wilgoć lub jest zanieczyszczony substancjami lotnymi lub ciałami obcymi, może to prowadzić do słabego połysku powierzchni. Dlatego należy zwrócić uwagę na czynniki związane z formą i materiałami.
Produkt posiada zadziory
Produkty TPU często mają zadziory. Gdy ciśnienie surowca w gnieździe formy jest zbyt duże, generowana siła rozdzielająca jest większa niż siła zacisku, zmuszając formę do otwarcia, powodując przelewanie się surowca i powstawanie zadziorów.

Istnieje wiele przyczyn powstawania zadziorów, takich jak problemy z surowcami, problemy z wtryskarką, niewłaściwa regulacja, a nawet sama forma. Dlatego przy ustalaniu przyczyny powstawania zadziorów należy postępować od łatwej do trudnej.
Sprawdź, czy surowce są dokładnie wysuszone, czy nie ma w nich ciał obcych, czy mieszane są różne rodzaje surowców i czy nie ma to wpływu na lepkość surowca.
prawidłowo wyregulować system kontroli ciśnienia wtryskarki, a regulacja prędkości wtrysku musi być skoordynowana z zastosowaną siłą zacisku; czy niektóre części formy są zużyte, czy otwory wylotowe są zablokowane i czy konstrukcja kanału przepływu jest rozsądna.
czy występuje odchylenie w równoległości między szablonami wtryskarki, czy rozkład siły cięgna szablonu jest równomierny i czy pierścień kontrolny śruby i bęben stopu są zużyte.

Niewystarczające napełnienie produktów
Gdy stopiony materiał nie przepływa przez wszystkie rogi formy, nazywa się to niewystarczającym wypełnieniem. Istnieje kilka przyczyn takiego stanu rzeczy: warunki formowania nie są prawidłowe, forma nie jest dobrze zaprojektowana lub wykonana, produkt ma grube i cienkie części itd.
Aby to naprawić, można podnieść temperaturę materiału i formy, zwiększyć ciśnienie i prędkość wtrysku oraz poprawić przepływ materiału. Można również powiększyć prowadnicę lub kanał przepływu albo zmienić położenie, rozmiar lub liczbę bramek, aby poprawić przepływ materiału. Można również umieścić w formie kilka otworów, aby wypuścić powietrze.
Wypaczenie i deformacja produktu
Przyczyny wypaczania i deformacji produktów formowanych wtryskowo z TPU to zbyt krótki czas chłodzenia i formowania, zbyt wysoka i nierównomierna temperatura formy oraz asymetryczny system kanałów przepływu.
Dlatego podczas projektowania formy należy starać się unikać zbyt dużej różnicy grubości w tej samej części z tworzywa sztucznego; unikać zbyt ostrych kątów; unikać zbyt krótkiej strefy buforowej, tak aby obroty grubości znacznie się różniły; ponadto należy zwrócić uwagę na ustawienie odpowiedniej liczby wyrzutników i zaprojektowanie rozsądnego kanału przepływu chłodzenia wnęki.
Wypaczanie jest częstą wadą formowania wtryskowego TPU.Prawda
Wypaczenie występuje z powodu nierównomiernego tempa chłodzenia, które powoduje naprężenia wewnętrzne, prowadzące do zniekształcenia formowanych części.
W przypadku formowania TPU ślady zacieków są jedynie kwestią kosmetyczną.Fałsz
Zacieki wskazują na potencjalne słabości strukturalne, wpływające zarówno na wygląd, jak i integralność produktu końcowego.
Wnioski
Proces formowania wtryskowego materiałów TPU jest złożoną i delikatną technologią, która wymaga kompleksowego uwzględnienia wielu czynników, takich jak właściwości materiału, projekt formy10, wybór wtryskarki i ustawienie parametrów procesu.
Dokładnie kontrolując kluczowe ogniwa i punkty techniczne w procesie formowania wtryskowego, możemy wytwarzać wysokiej jakości i precyzyjne produkty z TPU. W przyszłości, wraz z ciągłą poprawą wydajności materiałów TPU i ciągłymi innowacjami w technologii formowania wtryskowego, mamy powody, by wierzyć, że technologia formowania wtryskowego materiałów TPU będzie szeroko stosowana w większej liczbie dziedzin i będzie promować zrównoważony rozwój powiązanych branż.
-
Zapoznaj się z tym linkiem, aby zrozumieć wszechstronne zastosowania i zalety TPU w różnych branżach. ↩
-
Poznaj zalety materiałów TPU, w tym ich unikalne właściwości i zastosowania w różnych branżach. ↩
-
Dowiedz się, w jaki sposób odporność TPU na oleje przewyższa inne materiały, dzięki czemu idealnie nadaje się do wymagających zastosowań. ↩
-
Odkryj imponującą wytrzymałość TPU na rozciąganie i porównaj ją z naturalną i syntetyczną gumą. ↩
-
Temperatura beczki odgrywa istotną rolę w plastyfikacji i przepływie TPU. Odkryj jej wpływ na proces formowania, sprawdzając ten zasób. ↩
-
Zrozumienie temperatury formy ma kluczowe znaczenie dla osiągnięcia optymalnej wydajności i jakości produktów TPU. Odwiedź ten link, aby dowiedzieć się więcej. ↩
-
Ciśnienie wtrysku jest kluczem do pokonania oporów przepływu i zapewnienia jakości produktów z TPU. Dowiedz się więcej o jego znaczeniu w procesie formowania. ↩
-
Zrozumienie czynników wpływających na lepkość stopu może zwiększyć wydajność przetwarzania TPU i jakość produktu. ↩
-
Poznanie wewnętrznych naprężeń w TPU może prowadzić do lepszej trwałości i wydajności produktu, co ma kluczowe znaczenie dla zapewnienia jakości. ↩
-
Co to jest projektowanie form wtryskowych? Projektowanie form wtryskowych obejmuje proces produkcji formy zgodnie z określoną specyfikacją. ↩






