 Przejdź do treści
Przejdź do treści 
Poznaj zaawansowane rozwiązania druku 3D PolyJet
Odkryj precyzyjny i wszechstronny druk 3D PolyJet w Zetarmold, idealny do skomplikowanych projektów i prototypów. Ulepsz swój projekt już dziś!
Zasoby dla Kompletnego przewodnika po druku 3D PolyJet
Czym jest druk 3D PolyJet?
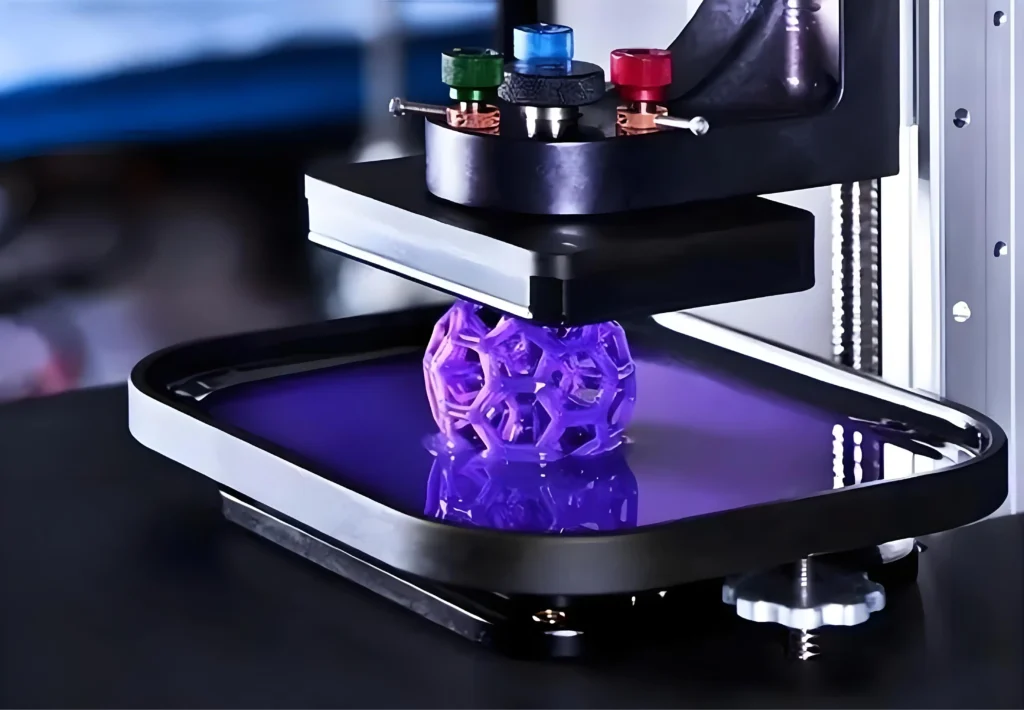
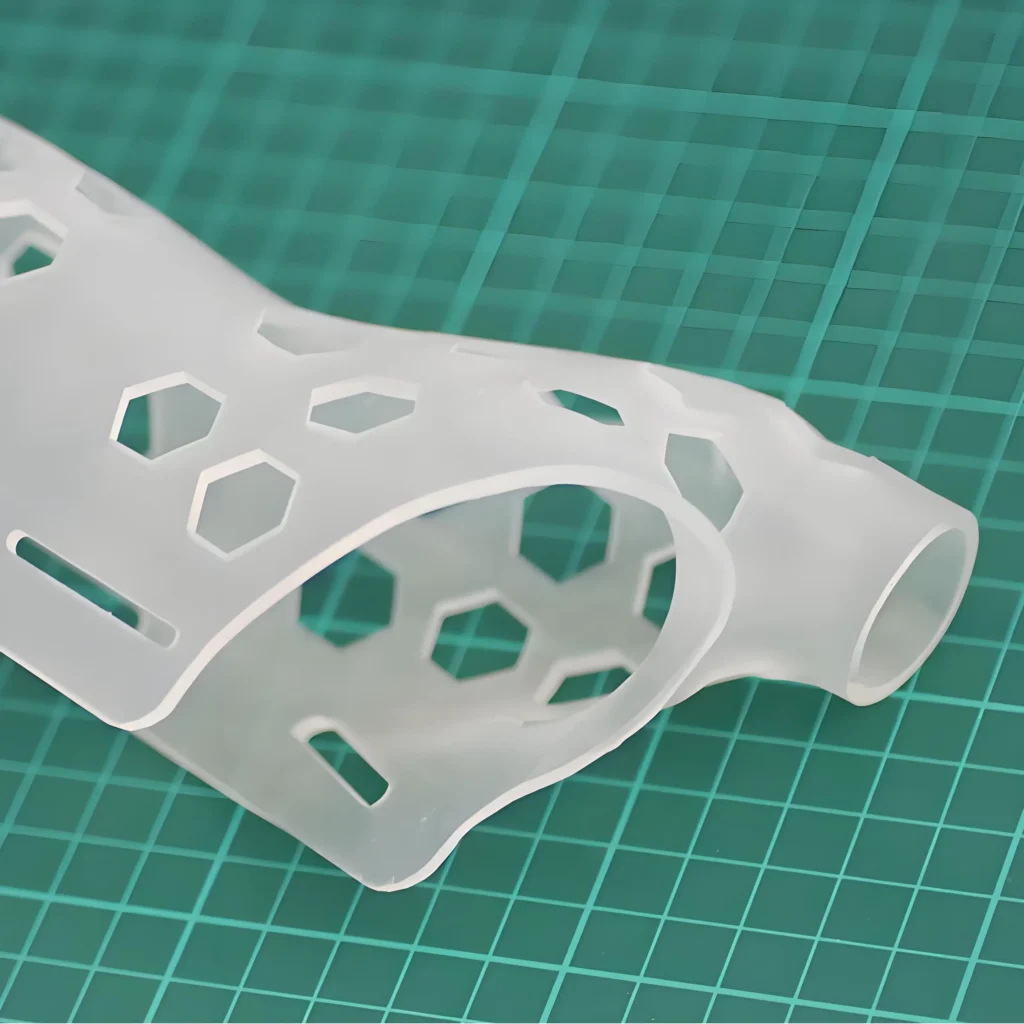
PolyJet to przemysłowa technologia druku 3D znana ze swojej zdolności do wytwarzania części o wyjątkowo wysokiej rozdzielczości, gładkich powierzchniach i skomplikowanych detalach. Jest to potężne narzędzie do tworzenia realistycznych prototypów, złożonych modeli anatomicznych i precyzyjnych pomocy produkcyjnych, które ściśle naśladują wygląd, dotyk i funkcję produktów końcowych.
W swej istocie PolyJet jest procesem natryskiwania materiału. Polega on na nanoszeniu mikrokropel ciekłej żywicy fotopolimerowej na platformę roboczą i natychmiastowym utwardzaniu ich światłem ultrafioletowym (UV). To podejście "warstwa po warstwie", w połączeniu z unikalną zdolnością tej technologii do jednoczesnego natryskiwania wielu materiałów, odróżnia ją od wszystkich innych metod produkcji addytywnej. Jest to technologia, która sprawdza się wszędzie tam, gdzie wymagana jest wierność estetyczna, drobne elementy i właściwości wielu materiałów.

1. Podstawowa zasada (technologia rozpylania materiału):
Aby zrozumieć PolyJet, wyobraźmy sobie wysoce zaawansowaną drukarkę atramentową 2D, która jednak zamiast strumieniować atrament na papier, strumieniuje płynny plastik na tacę roboczą i tworzy trójwymiarowy obiekt.
① Osadzanie materiału: Piezoelektryczne głowice drukujące, podobne do tych stosowanych w drukarkach biurkowych, selektywnie rozpylają kropelki żywicy fotopolimerowej wielkości pikolitra.
② Utwardzanie promieniami UV: Natychmiast po osadzeniu, dwie potężne lampy UV, które poruszają się obok głowic drukujących, utwardzają i zestalają materiał.
③ Konstrukcja warstwa po warstwie: Platforma robocza obniża się o ułamek milimetra (zwykle 16-32 mikronów), a proces powtarza się, budując część po jednej ultracienkiej warstwie na raz.
2. Najważniejsze cechy w skrócie:
Technologię PolyJet definiuje unikalna kombinacja cech, które czynią ją niezastąpioną w konkretnych zastosowaniach:
① Wyjątkowa rozdzielczość: Osiąga jedne z najniższych wysokości warstw w branży druku 3D (zaledwie 16 µm), co skutkuje wyjątkowo gładkim wykończeniem powierzchni, wolnym od widocznych schodków lub linii warstw.
② Możliwości wielomateriałowe: Najważniejszą zaletą technologii PolyJet jest możliwość drukowania z wykorzystaniem wielu materiałów w jednym procesie. Pozwala to na tworzenie części o różnej twardości, kolorze i przezroczystości.
③ Drukowanie w pełnym kolorze: Zaawansowane systemy PolyJet mogą drukować w ponad 500 000 różnych kolorów, w tym gradientów i tekstur, i są zatwierdzone przez Pantone®, zapewniając niezrównaną dokładność kolorów dla realistycznych prototypów.
④ Wysoka precyzja: Technologia ta zapewnia wyjątkową dokładność wymiarową, dzięki czemu idealnie nadaje się do testowania kształtu i dopasowania, przyrządów i mocowań oraz złożonych zespołów.
Jak to działa? Proces krok po kroku
Etap 1: Przetwarzanie wstępne i przygotowanie plików cyfrowych:
Podróż rozpoczyna się od cyfrowego modelu 3D stworzonego w oprogramowaniu do projektowania wspomaganego komputerowo (CAD).
① Plik CAD do formatu gotowego do druku:
Początkowy model 3D jest zazwyczaj eksportowany w standardowym formacie druku 3D, takim jak STL, OBJ lub bardziej zaawansowany 3MF. Podczas gdy STL jest najpopularniejszy, formaty takie jak 3MF i VRML są preferowane w przypadku wydruków wielomateriałowych i pełnokolorowych, ponieważ mogą zawierać niezbędne dane dotyczące przypisania kolorów i materiałów w jednym pliku.
② Krojenie i konfiguracja zadań:
Plik jest następnie importowany do specjalistycznego oprogramowania do cięcia, takiego jak Stratasys GrabCAD Print™. W tym oprogramowaniu użytkownik wykonuje kilka krytycznych zadań:
- Orientacja: Część jest orientowana na wirtualnej tacy wydruku, aby zoptymalizować czas drukowania, jakość powierzchni i zminimalizować strukturę nośną.
- Przydział materiałów: W przypadku wydruków wielomateriałowych różne materiały są przypisywane do określonych powłok lub korpusów modelu CAD. Użytkownicy mogą wybierać spośród szerokiej gamy żywic bazowych lub tworzyć "materiały cyfrowe" poprzez łączenie właściwości.
- Wybór wykończenia: Użytkownik wybiera wykończenie "matowe" lub "błyszczące". Oprogramowanie automatycznie generuje niezbędne konstrukcje wsporcze w oparciu o ten wybór i geometrię części.
- Krojenie: Oprogramowanie tnie cyfrowy model na setki lub tysiące poziomych warstw, tworząc szczegółowy plik instrukcji dla drukarki 3D.

Etap 2: Proces drukowania - spojrzenie pod mikroskopem:
Po wysłaniu zadania do drukarki rozpoczyna się zautomatyzowany proces fizycznego tworzenia.
① Mechanizm dysz głowicy drukującej:
Karetka drukarki PolyJet, zawierająca wiele piezoelektrycznych głowic drukujących, przesuwa się po platformie roboczej. Każda głowica drukująca zawiera setki maleńkich dysz. Ładunek elektryczny powoduje, że materiał piezoelektryczny wewnątrz głowicy odkształca się, wyrzucając precyzyjną, pikolitrową kroplę żywicy fotopolimerowej z określonej dyszy.
② Jednoczesne złożenie materiału i wsparcia:
Gdy karetka się porusza, głowice drukujące wysyłają zarówno materiał modelowy, jak i oddzielny, żelowy materiał nośny.
- Materiał modelu: Tworzy rzeczywistą część. W przypadku wydruków wielomateriałowych różne głowice emitują różne żywice, które mogą być nawet mieszane w powietrzu przed wylądowaniem na tacy roboczej w celu utworzenia materiałów cyfrowych.
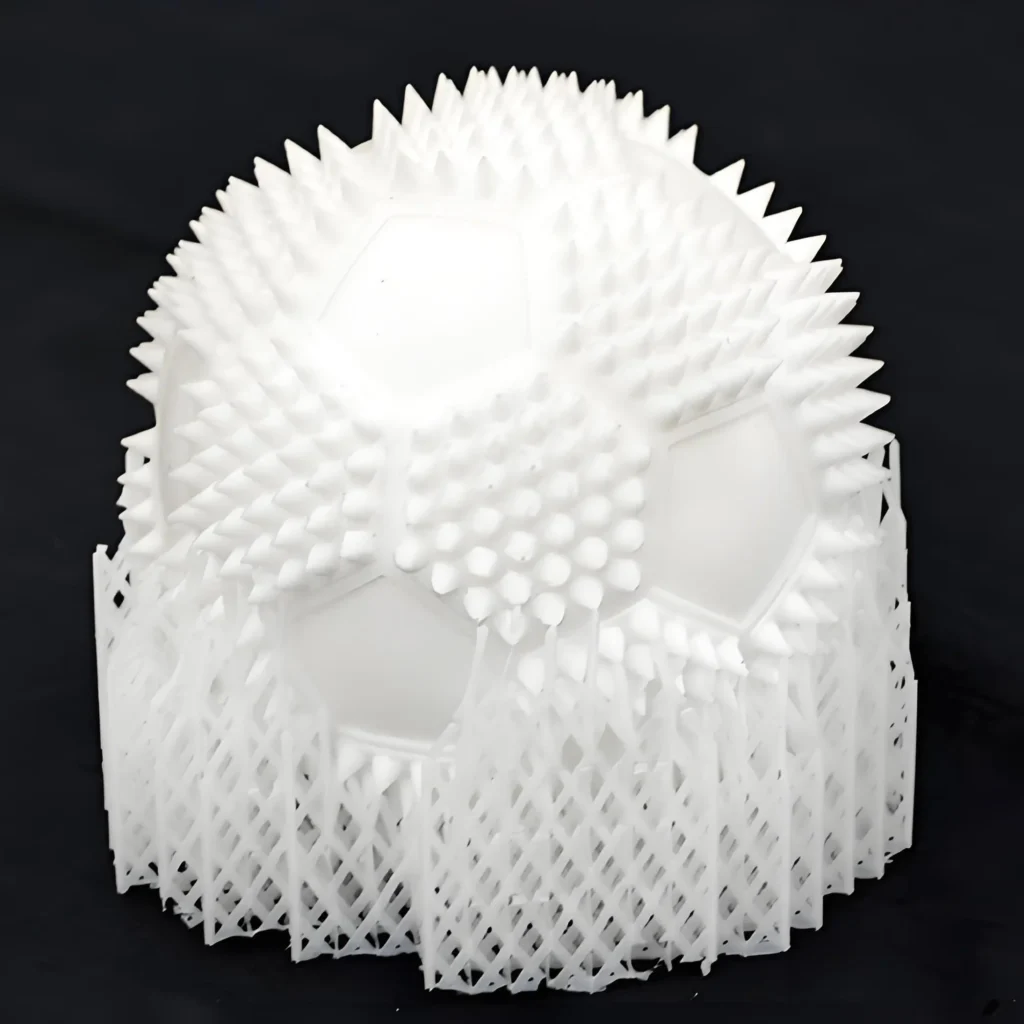
- Materiał pomocniczy: Dedykowany materiał (np. SUP705™ lub rozpuszczalny w wodzie SUP706B™) jest wtryskiwany w celu wypełnienia pustych przestrzeni, podparcia nawisów i zamknięcia części. Zapewnia to stabilność geometryczną i dokładność podczas budowy.
③ Natychmiastowe utwardzanie promieniami UV:
Tuż za głowicami drukującymi znajdują się potężne lampy UV. Gdy tylko warstwa ciekłej żywicy zostanie osadzona, światło UV przechodzi nad nią, inicjując reakcję fotochemiczną zwaną fotopolimeryzacją. Powoduje to natychmiastowe zestalenie kropelek, łącząc je z warstwą znajdującą się poniżej. Ten proces "utwardzania w locie" zapewnia, że części są w pełni utwardzone i stabilne podczas ich budowy.
④ Progresja osi Z:
Po napyleniu i utwardzeniu każdej warstwy platforma robocza obniża się z niezwykłą precyzją (np. o 16 mikronów). Następnie karetka rozpoczyna kolejny przejazd, osadzając kolejną warstwę. Cykl ten powtarza się aż do ukończenia części.

Etap 3: Przetwarzanie końcowe i finalizacja części:
Po zakończeniu drukowania, część zamknięta w materiale nośnym jest usuwana z platformy roboczej i przechodzi do ostatniego etapu. Zostanie to szczegółowo omówione w Opcje przetwarzania końcowego sekcja.
Porównanie z innymi technologiami druku 3D
Wybór odpowiedniej technologii druku 3D zależy wyłącznie od wymagań danego zastosowania. Oto jak PolyJet wypada na tle innych wiodących technologii.
1. PolyJet a stereolitografia (SLA):
SLA i PolyJet są często porównywane, ponieważ oba wykorzystują żywice fotopolimerowe i wytwarzają części o wysokiej szczegółowości.
Podobieństwa: Oba rozwiązania pozwalają tworzyć części o doskonałym wykończeniu powierzchni i drobnych detalach. Oba są idealne do prototypów wizualnych, w których estetyka jest najważniejsza.
② Kluczowe różnice:
- Proces: PolyJet wyrzuca materiał warstwa po warstwie, podczas gdy SLA wykorzystuje laser UV lub projektor do utwardzania żywicy w dużej kadzi.
- Wielomateriałowy: PolyJet wyróżnia się prawdziwym drukowaniem wielomateriałowym i wielokolorowym w ramach jednej części. Standardowy SLA jest ograniczony do jednego materiału na kompilację.
- Usuwanie wsparcia: Żelowe lub rozpuszczalne w wodzie podpory PolyJet są generalnie znacznie łatwiejsze i szybsze do usunięcia niż podpory kratowe SLA, które muszą być ręcznie przycinane i szlifowane.
- Dokładność: Oba są bardzo dokładne, ale proces wtryskiwania PolyJet może zaoferować nieco większą kontrolę nad właściwościami materiałów cyfrowych.

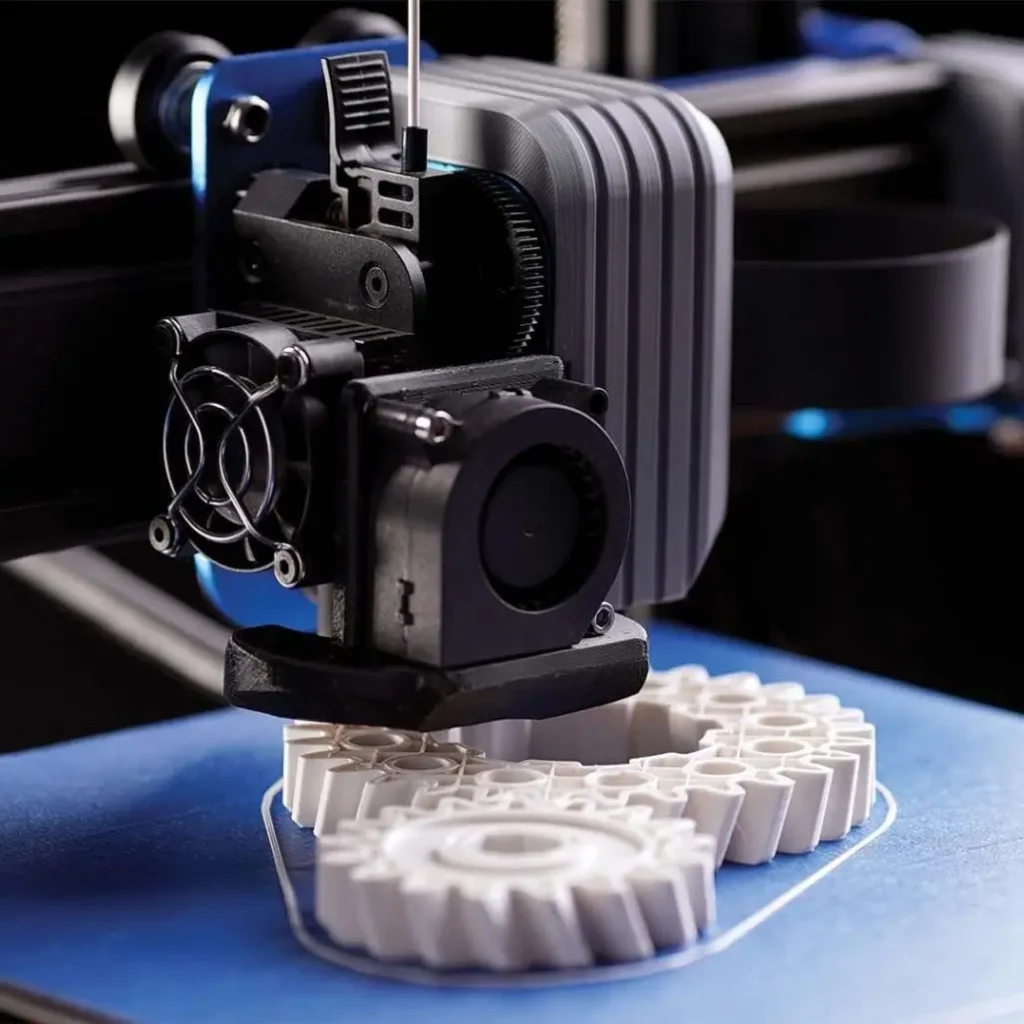
2. PolyJet vs. Fused Deposition Modeling (FDM):
FDM to jedna z najpopularniejszych technologii druku 3D, znana z wytrzymałych materiałów termoplastycznych. Kluczowe wyróżniki:
① Rozdzielczość i wykończenie powierzchni: PolyJet jest znacznie lepszy. Części FDM mają widoczne linie warstw i znacznie bardziej szorstkie wykończenie, podczas gdy części PolyJet są gładkie w dotyku, przypominając jakość formowania wtryskowego.
Materiał: PolyJet wykorzystuje fotopolimery termoutwardzalne, podczas gdy FDM wykorzystuje tworzywa termoplastyczne klasy inżynieryjnej (np. ABS, PC, ULTEM™). Części FDM są generalnie mocniejsze, trwalsze i mają lepszą odporność termiczną.
③ Szczegółowość i złożoność: PolyJet może wytwarzać znacznie bardziej skomplikowane i delikatne elementy niż FDM.
④ Kolor i wiele materiałów: FDM ma bardzo ograniczone możliwości druku wielokolorowego/materiałowego (zazwyczaj podwójne wytłaczanie), podczas gdy jest to mocna strona PolyJet.
3. PolyJet a selektywne spiekanie laserowe (SLS):
SLS to technologia stapiania w łożu proszkowym znana z produkcji wytrzymałych, funkcjonalnych części nylonowych. Podstawowe kontrasty:
Materiał: PolyJet wykorzystuje ciekłe żywice; SLS wykorzystuje sproszkowane polimery (zazwyczaj nylon).
② Struktury wsparcia: SLS jest samonośny, ponieważ niespiekany proszek w komorze roboczej podtrzymuje część. PolyJet wymaga dedykowanych konstrukcji wsporczych, które muszą zostać usunięte.
③ Koncentracja na aplikacji: PolyJet jest przeznaczony do tworzenia realistycznych prototypów o wysokiej wierności. SLS jest przeznaczony do trwałych, funkcjonalnych prototypów i części końcowych, które wymagają dobrych właściwości mechanicznych.
④ Wykończenie powierzchni i kolor: Części PolyJet są gładkie i mogą być pełnokolorowe. Części SLS mają charakterystyczne ziarniste wykończenie powierzchni i są zazwyczaj białe lub szare (choć mogą być barwione po zakończeniu procesu).

Podsumowująca tabela porównawcza:
| Cecha | PolyJet | SLA | FDM | SLS |
|---|---|---|---|---|
| Technologia | Rozpylanie materiału | Fotopolimeryzacja w kadzi | Wytłaczanie materiałów | Powder Bed Fusion |
| Materiały | Żywice fotopolimerowe | Żywice fotopolimerowe | Tworzywa termoplastyczne | Proszki termoplastyczne |
| Rozdzielczość | Bardzo wysoka (16-32 µm) | Bardzo wysoka (25-100 µm) | Niski do średniego (100-400 µm) | Średni (100-120 µm) |
| Wykończenie powierzchni | Doskonały, bardzo płynny | Doskonały, gładki | Uczciwe, widoczne warstwy | Dobry, lekko ziarnisty |
| Wielomateriałowy | Tak, obszerny | Nie (zazwyczaj) | Ograniczone (podwójne wytłaczanie) | Nie |
| Pełny kolor | Tak, zatwierdzone przez Pantone | Nie (monochromatyczny) | Bardzo ograniczona | Nie (można farbować) |
| Wytrzymałość mechaniczna | Umiarkowany | Umiarkowany do niskiego | Wysoki (klasa inżynierska) | Bardzo wysoka (Nylon) |
| Najlepsze dla | Realistyczne prototypy | Szczegółowe prototypy, formy | Części funkcjonalne, przyrządy | Części funkcjonalne, złożone geo |
| Usuwanie wsparcia | Easy (WaterJet/Soluble) | Średni (przycinanie ręczne) | Łatwy do twardego (zrywalny/rozpuszczalny) | Niewymagane |
Jakie są najważniejsze zalety druku PolyJet?
Unikalny proces PolyJet zapewnia potężny zestaw zalet, które otwierają nowe możliwości w zakresie rozwoju i produkcji produktów.
1. Niezrównany realizm i wykończenie powierzchni:
PolyJet zapewnia najgładsze wykończenie powierzchni spośród wszystkich głównych technologii druku 3D. Bardzo cienkie warstwy (cieńsze niż ludzki włos) eliminują efekt schodków, często występujący w innych procesach. To sprawia, że części PolyJet są idealne do:
① Modele marketingowe i sprzedażowe, które wyglądają i działają jak produkt końcowy.
② Testy w tunelu aerodynamicznym, gdzie gładkość powierzchni ma krytyczne znaczenie.
③ Badania ergonomiczne, w których ważne jest wyczucie dotykowe.
2. Wielomateriałowe i wielokolorowe możliwości:
Jest to decydująca siła PolyJet. Możliwość łączenia różnych materiałów w jednym zadaniu drukowania zmienia zasady gry.
Materiały cyfrowe: Inżynieria niestandardowych właściwości:
Drukarki PolyJet nie tylko drukują za pomocą żywic bazowych; łączą je na poziomie kropli, tworząc "materiały cyfrowe". Pozwala to na precyzyjną inżynierię właściwości mechanicznych. Na przykład:
- Twardość Shore A: Poprzez zmieszanie sztywnego materiału (takiego jak Vero™) i elastycznego materiału (takiego jak Agilus30™) można uzyskać pełne spektrum wartości Shore'a A, doskonale symulując gumę lub silikon o różnej twardości.
- Symulacja obtrysku: Pojedyncza część może zostać wydrukowana ze sztywnym rdzeniem i miękką, gumową powierzchnią zewnętrzną, doskonale odwzorowując proces overmoldingu stosowany w produkcji elektronarzędzi, etui na telefony i przyborów kuchennych.
② Pełny realizm kolorów z walidacją Pantone:
Zaawansowane systemy, takie jak Stratasys J-series, mogą łączyć cyjan, magentę, żółć, czerń, biel i przezroczyste żywice bazowe, aby uzyskać ponad 500 000 weryfikowalnych kolorów. Obejmuje to:
- Gradienty kolorów: Płynne przejścia między kolorami.
- Mapowanie tekstur: Nakładanie cyfrowych tekstur (takich jak słoje drewna lub włókno węglowe) bezpośrednio na powierzchnię części.
- Walidacja Pantone®: Możliwość dopasowania określonych kolorów Pantone zapewnia spójność marki i eliminuje zgadywanie z prototypowania o krytycznym znaczeniu dla koloru.
3. Wyjątkowa precyzja i szczegółowość:
Połączenie wysokiej rozdzielczości i precyzyjnego procesu natryskiwania pozwala PolyJet na odtwarzanie niezwykle drobnych szczegółów, takich jak:
① Grawerowany lub wytłaczany tekst.
② Złożone tekstury i wzory.
③ Cienkie ścianki i ostre krawędzie.
④ Małe, skomplikowane komponenty do urządzeń medycznych lub elektroniki.
4. Prędkość dla produkcji wysokomiksowej i niskoseryjnej:
Podczas gdy pojedyncza duża część może być drukowana szybciej na innych maszynach, PolyJet wyróżnia się pod względem wydajności podczas drukowania tacy konstrukcyjnej wypełnionej wieloma różnymi częściami. Ponieważ głowica drukująca przechodzi nad całą tacą niezależnie od tego, co jest drukowane, wypełnienie tacy wieloma małymi, złożonymi lub wielomateriałowymi częściami nie wydłuża znacząco czasu drukowania.
5. Wszechstronność materiału w jednym wydruku:
Możliwość łączenia różnych właściwości materiałów za jednym razem jest potężnym narzędziem do funkcjonalnego prototypowania. Pojedynczy wydruk może zawierać:
① Sztywny sekcje zapewniające integralność strukturalną.
Elastyczność sekcje uszczelek, uszczelnień lub żywych zawiasów.
③ Przezroczysty sekcje do soczewek, rur świetlnych lub analizy płynów.
Jakie są ograniczenia druku PolyJet?
Chociaż PolyJet jest potężny, nie jest rozwiązaniem dla każdego zastosowania. Świadomość jego ograniczeń jest kluczem do udanego wdrożenia.
1. Właściwości mechaniczne i trwałość:
Części PolyJet są wykonane z fotopolimerów na bazie akrylu (termoutwardzalnych). Chociaż można je wzmocnić za pomocą materiałów cyfrowych, takich jak Digital ABS Plus™, generalnie nie mają one takiej samej wytrzymałości, twardości ani odporności na temperaturę, jak części wykonane z termoplastów inżynieryjnych (takich jak Nylon lub PC) za pomocą FDM lub SLS. Mogą być kruche i zazwyczaj nie nadają się do długotrwałych zastosowań funkcjonalnych, w których występują duże obciążenia.
2. Wrażliwość na promieniowanie UV i stabilność materiału:
Jako fotopolimery, części PolyJet są z natury wrażliwe na światło ultrafioletowe (UV). Długotrwała ekspozycja na światło słoneczne może spowodować żółknięcie części, ich kruchość i utratę zamierzonych właściwości. Chociaż bezbarwne powłoki mogą złagodzić ten efekt, najlepiej nadają się do użytku w pomieszczeniach. Materiały mogą również z czasem wykazywać pewne "pełzanie" (odkształcenie pod stałym obciążeniem).
3. Wyższy koszt materiałów:
Opatentowane żywice fotopolimerowe stosowane w systemach PolyJet są znacznie droższe w przeliczeniu na kilogram niż filamenty FDM lub proszki SLS. Obficie stosowany materiał podporowy również zwiększa całkowity koszt wydruku. Sprawia to, że technologia ta jest mniej opłacalna w przypadku prostych modeli masowych lub dużych, nieporęcznych części, w których szczegóły nie są priorytetem.
4. Wymagania dotyczące konstrukcji wsporczych:
Prawie każda część PolyJet wymaga materiału podporowego, który musi zostać usunięty na etapie przetwarzania końcowego. Chociaż proces usuwania jest stosunkowo łatwy (zwłaszcza w przypadku rozpuszczalnych materiałów podporowych), nadal zwiększa czas, nakład pracy i koszty całego procesu.

Jakie materiały są wykorzystywane w druku 3D PolyJet?
Ogromna biblioteka materiałów ma kluczowe znaczenie dla wszechstronności PolyJet. Materiały są generalnie kategoryzowane według ich podstawowych właściwości.
1. Rodzina Vero™ (sztywne, nieprzezroczyste):
Jest to rodzina materiałów PolyJet, znana z zapewniania doskonałej szczegółowości, wytrzymałości i stabilności.
- VeroWhitePlus™, VeroBlackPlus™, VeroGray™, VeroBlue™: Standardowe kolory do modelowania ogólnego przeznaczenia.
- Kolory VeroVivid™: Cyjan, magenta i żółty stanowią podstawę druku pełnokolorowego.
- VeroClear™: Przezroczysty materiał imitujący PMMA (akryl) lub szkło. Może być polerowany w celu uzyskania wysokiej przejrzystości.
- VeroFlex™: Unikalny materiał, który zapewnia zarówno elastyczność, jak i trwałość, idealny do prototypowania okularów.
2. Rodzina Agilus30™ (elastyczne, gumopodobne):
Ta rodzina materiałów symuluje gumę o różnym stopniu odporności na rozdarcie i wydłużenia przy zerwaniu.
- Agilus30™ przezroczysty, czarny i biały: Używany do prototypowania uszczelek, uszczelnień, żywych zawiasów i powierzchni miękkich w dotyku. Może być łączony z materiałami Vero w celu uzyskania szerokiego zakresu twardości Shore A.
3. Materiały cyfrowe (kompozyty w locie):
Nie są to żywice bazowe, ale są tworzone przez drukarkę poprzez zmieszanie dwóch lub trzech żywic bazowych w określonych stężeniach.
- Digital ABS Plus™: Stworzony przez połączenie Rigur™ i innego materiału w celu zapewnienia zwiększonej wytrzymałości i odporności na ciepło (do 90°C), symulując standardowe tworzywo ABS. Idealny do tworzenia funkcjonalnych prototypów, form i narzędzi produkcyjnych.
- Symulowany polipropylen (Endur™ i Durus™): Materiały oferujące elastyczność i trwałość polipropylenu, doskonałe do części z zatrzaskowymi zamknięciami i żywymi zawiasami.
- Zmienna twardość Shore A: Łącząc Vero i Agilus30, w jednej części można osiągnąć setki pośrednich stanów elastycznych.
4. Materiały specjalistyczne:
- Biokompatybilność (MED610™): Przezroczysty materiał z certyfikatami dotyczącymi kontaktu z ciałem (np. ISO 10993), dzięki czemu nadaje się do prowadnic chirurgicznych, tacek dentystycznych i prototypów urządzeń medycznych, które będą miały kontakt ze skórą lub błonami śluzowymi.
- Wysoka temperatura (RGD525™): Oferuje wyższą temperaturę ugięcia (HDT), dzięki czemu nadaje się do statycznych testów funkcjonalnych lub części narażonych na działanie gorącego powietrza lub wody, takich jak prototypy baterii lub rur.

Usługi precyzyjnego druku 3D PolyJet
Odkryj profesjonalne usługi druku 3D PolyJet zapewniające bardzo precyzyjne detale, gładkie wykończenia i wielomateriałowe możliwości.
Zasoby dla Kompletnego przewodnika po druku 3D PolyJet
Jakie są główne zastosowania druku PolyJet?
Unikalne zalety technologii PolyJet przekładają się na szeroki zakres zastosowań w różnych branżach.
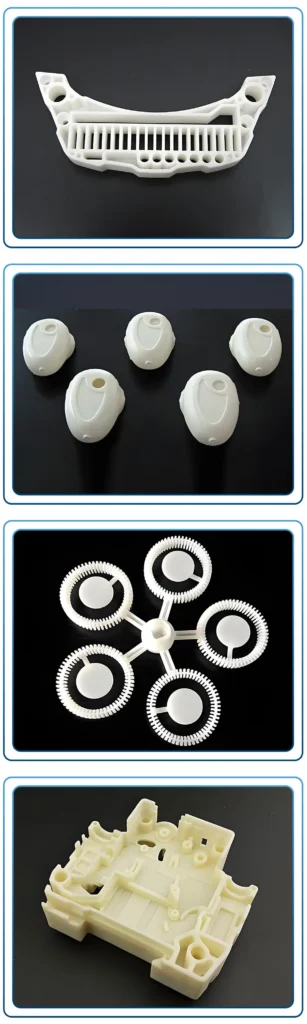
1. Prototypowanie i rozwój produktu:
Jest to główna domena zastosowań PolyJet.
① Wizualne prototypy o wysokiej wierności:
PolyJet umożliwia projektantom i inżynierom tworzenie modeli, które są praktycznie nie do odróżnienia od produktu końcowego. Są one nieocenione w przypadku:
- Wczesne przeglądy projektu i informacje zwrotne od interesariuszy.
- Fotografia marketingowa i grupy fokusowe konsumentów.
- Zabezpieczenie finansowania lub zatwierdzenie projektu za pomocą namacalnego, realistycznego modelu.
② Testy kształtu, dopasowania i czucia:
Wysoka dokładność i wielomateriałowe możliwości technologii umożliwiają prawdziwą ocenę funkcjonalną:
- Forma: Weryfikacja zgodności kształtu i estetyki części z założeniami projektowymi.
- Dopasowanie: Testowanie zespołów poprzez drukowanie wielu komponentów, które idealnie do siebie pasują.
- Uczucie: Wykorzystanie materiałów gumopodobnych do testowania ergonomii uchwytów i rękojeści.
2. Medycyna i opieka zdrowotna:
PolyJet przekształca medycynę, dostarczając narzędzia i modele dostosowane do potrzeb pacjentów.
① Modele planowania chirurgicznego:
Chirurdzy mogą wydrukować model 3D narządu lub struktury kości pacjenta (na podstawie skanów CT lub MRI) przy użyciu kombinacji sztywnych, elastycznych i kolorowych materiałów. Pozwala im to na:
- Ćwiczenie złożonych procedur przed wejściem na salę operacyjną.
- Wyjaśnij zabieg pacjentom za pomocą przejrzystego, fizycznego modelu.
- Skrócenie czasu operacji i poprawa wyników leczenia pacjentów.
Prototypowanie urządzeń medycznych:
Wykorzystując biokompatybilne materiały, firmy mogą szybko prototypować urządzenia, takie jak aparaty słuchowe, narzędzia chirurgiczne i systemy dostarczania, które wymagają zarówno sztywności, jak i elastyczności.
3. Dobra konsumpcyjne i elektronika:
PolyJet pomaga przyspieszyć cykl projektowania produktów konsumenckich. Zastosowania obejmują prototypowanie obudów telefonów komórkowych, urządzeń kuchennych, technologii do noszenia i opakowań z realistycznymi kolorami, teksturami i obtryskiwanymi elementami.
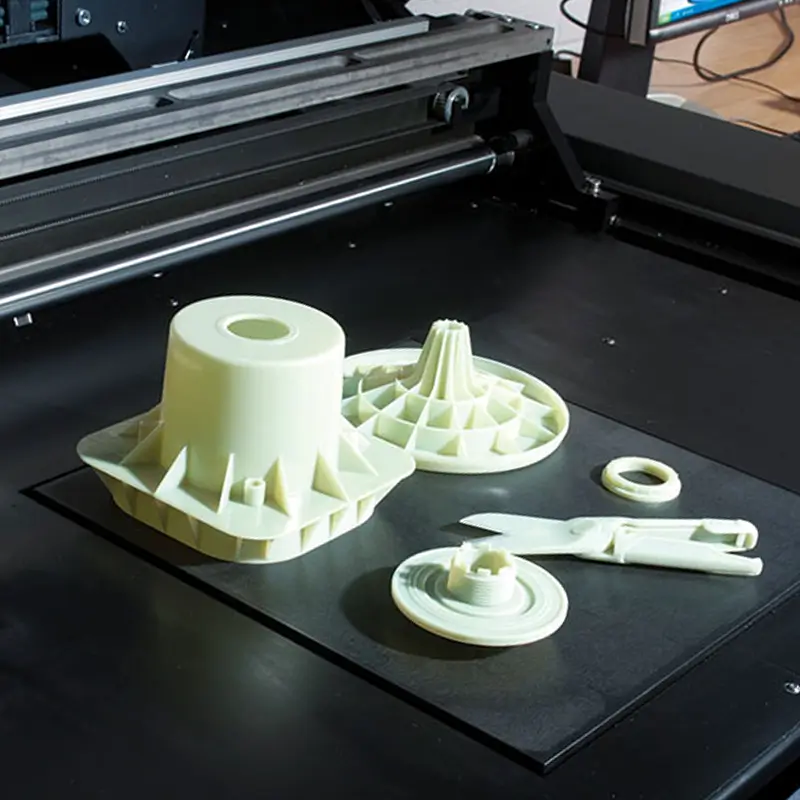
4. Przyrządy, mocowania i pomoce produkcyjne:
Chociaż nie jest tak trwały jak części FDM lub SLS, PolyJet doskonale nadaje się do tworzenia bardzo dokładnych, niestandardowych przyrządów i uchwytów do montażu lub linii kontroli jakości. Jego gładkie wykończenie powierzchni gwarantuje, że nie porysuje ani nie uszkodzi delikatnych komponentów.
Druk PolyJet do produkcji form
Wysoce zaawansowanym zastosowaniem PolyJet jest jego wykorzystanie do tworzenia oprzyrządowania do form wtryskowych, procesu znanego jako szybkie tworzenie narzędzi.
1. Co to jest Rapid Tooling z PolyJet?
Szybkie oprzyrządowanie obejmuje drukowanie 3D wnęki formy i rdzenia, które są następnie wykorzystywane w standardowej wtryskarce do produkcji małej partii części (zwykle 10-100 sztuk) z końcowego tworzywa sztucznego.
2. Wyjaśnienie procesu:
① Projektowanie i drukowanie form: Forma jest projektowana w CAD ze standardowymi cechami, takimi jak bramy, prowadnice i lokalizacje sworzni wypychacza. Następnie jest drukowana przy użyciu wysokowytrzymałego i wysokotemperaturowego materiału PolyJet, takiego jak Digital ABS Plus™.
② Przygotowanie formy: Wydrukowana forma może wymagać minimalnego polerowania powierzchni wnęki w celu uzyskania lepszego wykończenia części. Następnie jest ona montowana w standardowej podstawie formy.
③ Formowanie wtryskowe: Forma jest umieszczana w prasie formierskiej. Niskotemperaturowe tworzywo termoplastyczne (np. polipropylen, HDPE, TPE) jest wtryskiwane pod stosunkowo niskim ciśnieniem w celu utworzenia końcowych części.
3. Zalety form PolyJet:
① Prędkość: Forma PolyJet może być wydrukowana i gotowa do użycia w ciągu kilku godzin lub dni, w porównaniu do tygodni lub miesięcy wymaganych do tradycyjnej obróbki CNC form stalowych lub aluminiowych.
② Efektywność kosztowa: W przypadku krótkich serii koszt stanowi ułamek kosztu formy metalowej, co pozwala na przystępną cenowo walidację przy użyciu materiałów klasy produkcyjnej.
③ Iteracja projektu: Umożliwia to prawdziwie zwinny rozwój produktu. Zespoły mogą przetestować projekt, otrzymać informacje zwrotne, zmodyfikować plik CAD i wydrukować nową formę w ciągu jednej nocy.
4. Ograniczenia i uwagi:
① Ograniczona żywotność formy: Formy PolyJet nie są tak trwałe jak metalowe i zazwyczaj mogą wytrzymać tylko od 10 do 100 strzałów, w zależności od geometrii części i parametrów formowania.
② Kompatybilność materiałowa: Są one odpowiednie tylko dla tworzyw termoplastycznych o niższych temperaturach topnienia i ciśnieniach wtrysku.
③ Przewodność cieplna: Formy z tworzyw sztucznych nie odprowadzają ciepła tak dobrze jak formy metalowe, co może prowadzić do wydłużenia czasu cyklu.

Wytyczne projektowe dla druku PolyJet
Przestrzeganie zasad Design for Additive Manufacturing (DfAM) ma zasadnicze znaczenie dla maksymalizacji jakości i sukcesu wydruków PolyJet.
1. Ogólne najlepsze praktyki:
① Minimalna grubość ścianki:
Aby upewnić się, że części są wystarczająco mocne, aby wytrzymać obróbkę końcową i obsługę, należy postępować zgodnie z poniższymi wskazówkami:
- Materiały sztywne (rodzina Vero): 0,6 mm (0,024 cala) dla standardowych zastosowań.
- Elastyczne materiały (Agilus30): 1,0 mm (0,040 cala), aby zachować integralność strukturalną.
② Minimalny rozmiar funkcji:
Wysoka rozdzielczość PolyJet pozwala na tworzenie małych elementów, ale istnieją praktyczne ograniczenia:
- Sworznie/pręt: Zalecana jest minimalna średnica 0,5 mm.
- Grawerowany/tłoczony tekst: Użyj czcionki o rozmiarze co najmniej 6 punktów i głębokości/wysokości 0,2 mm.
③ Tolerancje:
Technologia PolyJet jest bardzo dokładna. Typowe tolerancje wymiarowe wynoszą ±0,1 mm dla pierwszych 25 mm i ±0,05 mm dla każdych kolejnych 25 mm. Może się to jednak różnić w zależności od geometrii i orientacji.
2. Projektowanie części wielomateriałowych:
① Przygotowanie pliku:
Aby przypisać różne materiały do różnych sekcji części, projekt musi mieć prawidłową strukturę:
- Oddzielne powłoki / korpusy: Najbardziej niezawodną metodą jest zaprojektowanie części jako zespołu odrębnych, nienakładających się na siebie korpusów w oprogramowaniu CAD.
- Format pliku: Wyeksportuj zespół jako pojedynczy plik STL (gdzie każdy korpus jest oddzielną powłoką) lub, najlepiej, jako plik 3MF lub VRML, który może zachować przypisania materiałów i kolorów.
3. Optymalizacja pod kątem struktur wsparcia:
① Orientacja części:
Orientacja jest krytyczną decyzją, która wpływa na wykończenie powierzchni, dokładność i czas drukowania.
- Najlepsze wykończenie: Powierzchnie krytyczne powinny być skierowane do góry, ponieważ nie będą one miały kontaktu z materiałem nośnym i mogą być drukowane z "błyszczącym" wykończeniem.
- Dokładność: Ustaw okrągłe otwory tak, aby ich centralna oś była prostopadła do platformy montażowej (w kierunku Z), aby zapewnić najlepszą okrągłość.
② Wybór odpowiedniego wykończenia (błyszczące vs. matowe):
- Matowe wykończenie: Cała część jest zamknięta w materiale nośnym. Skutkuje to jednolitym, nieodblaskowym wykończeniem na wszystkich powierzchniach, ale wymaga więcej materiału nośnego i czasu czyszczenia.
- Błyszczące wykończenie: Obsługiwane są tylko zwisy i spody. Powierzchnie skierowane do góry są drukowane bez kontaktu z podparciem, co skutkuje bardzo gładkim, błyszczącym wykończeniem. Jest to domyślny i najbardziej powszechny wybór.

Opcje przetwarzania końcowego
Ostatnie kroki po wydrukowaniu są kluczowe dla osiągnięcia pożądanego wyglądu i wrażenia.
1. Usunięcie wsparcia (niezbędny pierwszy krok):
Jest to podstawowa czynność obróbki końcowej dla wszystkich części PolyJet.
① WaterJetting: Najbardziej powszechna i skuteczna metoda. System wysokociśnieniowego strumienia wody (taki jak Stratasys WaterJet) jest używany do wydmuchiwania żelopodobnego materiału podporowego (SUP705™) bez uszkadzania samej części.
② Usuwanie rozpuszczalnego wsparcia: W przypadku delikatnych części ze skomplikowanymi kanałami wewnętrznymi stosuje się rozpuszczalny w wodzie materiał nośny (SUP706B™). Część jest po prostu zanurzana w kąpieli z roztworem czyszczącym, a materiał nośny rozpuszcza się, wymagając minimalnej pracy ręcznej.
③ Ręczne usuwanie: W przypadku prostszych części wspornik można usunąć ręcznie za pomocą małych narzędzi lub usunąć go poprzez namoczenie części w roztworze wody i sody kaustycznej.
2. Estetyczne techniki wykończeniowe:
Szlifowanie i polerowanie:
- Szlifowanie: Szlifowanie na mokro papierem ściernym o coraz drobniejszej ziarnistości może być wykorzystane do usunięcia wszelkich pozostałych śladów podparcia lub uzyskania jeszcze gładszego, matowego wykończenia.
- Polerowanie: W przypadku przezroczystych części wykonanych z VeroClear™, szlifowanie i polerowanie za pomocą pasty polerskiej może zapewnić niemal optyczną przejrzystość.
② Malowanie i farbowanie: Chociaż PolyJet oferuje drukowanie w pełnym kolorze, części nadal mogą być malowane w celu uzyskania określonych metalicznych wykończeń lub dopasowania do koloru innego niż Pantone. W celu uzyskania najlepszej przyczepności zalecane jest zastosowanie podkładu.
Bezbarwna powłoka: Nakładanie lakieru bezbarwnego odpornego na promieniowanie UV jest wysoce zalecane w przypadku części, które będą często przenoszone lub narażone na działanie promieni słonecznych. Poprawia on wygląd i znacznie zwiększa długoterminową trwałość części i stabilność UV.
Dlaczego warto wybrać nasze usługi druku PolyJet?
Gdy liczy się precyzja, realizm i szybkość, współpraca z odpowiednim dostawcą usług ma kluczowe znaczenie. Oto dlaczego jesteśmy liderem w branży PolyJet.
1. Najnowocześniejsza technologia:
Dysponujemy flotą najnowszych drukarek Stratasys PolyJet, w tym systemami J850 Pro i J55 Prime. Zapewnia to dostęp do pełnego spektrum możliwości wielomateriałowych, pełnego koloru zatwierdzonego przez Pantone oraz specjalistycznych materiałów, takich jak VeroUltraClear i elastyczny Agilus30.
2. Bezkonkurencyjna wiedza specjalistyczna:
Nasz zespół inżynierów i techników posiada wieloletnie doświadczenie w produkcji addytywnej. Wykraczamy poza samo drukowanie pliku; zapewniamy konsultacje ekspertów w zakresie projektowania dla produkcji addytywnej (DfAM) w celu optymalizacji części pod kątem kosztów, szybkości i wydajności.
3. Kompleksowa biblioteka materiałów:
Posiadamy szeroką gamę materiałów PolyJet, od sztywnych, nieprzezroczystych i przezroczystych po elastyczne, gumopodobne, biokompatybilne i wysokotemperaturowe żywice. Nasza zdolność do tworzenia tysięcy kombinacji materiałów cyfrowych oznacza, że możemy idealnie dopasować je do wymagań klienta.
4. Zapewnienie jakości z certyfikatem ISO 9001:
Nasz proces produkcji podlega rygorystycznemu systemowi zarządzania jakością z certyfikatem ISO 9001:2015. Każda część przechodzi rygorystyczną kontrolę, aby upewnić się, że spełnia specyfikacje dotyczące dokładności wymiarowej i jakości estetycznej.
5. Kompleksowe rozwiązania:
Jesteśmy kompleksowym dostawcą usług w zakresie rozwoju produktów. Od wstępnych konsultacji projektowych i przygotowania plików po drukowanie, kompleksową obróbkę końcową (w tym polerowanie, malowanie i bezbarwne powlekanie) oraz końcowy montaż, zarządzamy każdym etapem procesu, aby dostarczyć części gotowe do prezentacji.

Często zadawane pytania (FAQ) dotyczące druku PolyJet
PolyJet to jedna z dostępnych technologii druku 3D. Można oczekiwać tolerancji ±0,1 mm dla pierwszych 25 mm części i ±0,05 mm dla każdych kolejnych 25 mm. Taka dokładność jest idealna do testowania kształtu i dopasowania złożonych zespołów.
Części PolyJet mają umiarkowaną wytrzymałość i najlepiej nadają się do prototypów wizualnych i funkcjonalnych, a nie do zastosowań końcowych o dużym obciążeniu. Podczas gdy materiały takie jak Digital ABS Plus™ oferują zwiększoną wytrzymałość, do zastosowań wymagających wysokiej wytrzymałości mechanicznej i trwałości bardziej odpowiednie mogą być technologie takie jak FDM lub SLS z materiałami klasy inżynieryjnej.
Najlepszym sposobem jest zaprojektowanie części jako zespołu oddzielnych, nienakładających się korpusów w oprogramowaniu CAD. Przypisz każdemu korpusowi unikalną nazwę lub kolor. Następnie wyeksportuj cały zespół jako pojedynczy plik 3MF, VRML lub OBJ. Przesyłając plik do nas, możesz określić, który materiał powinien zostać zastosowany do każdego korpusu.
Nasze systemy wielkoformatowe, takie jak Stratasys J850, mają objętość roboczą do 490 x 390 x 200 mm (19,3 x 15,3 x 7,9 cala). Większe części można tworzyć, drukując je w sekcjach i łącząc je ze sobą w post-processingu.
Ze względu na wrodzoną wrażliwość na promieniowanie UV, standardowe części PolyJet nie są zalecane do długotrwałego użytkowania na zewnątrz, ponieważ mogą stać się kruche i odbarwione. Jednakże zastosowanie odpornej na promieniowanie UV bezbarwnej powłoki może znacznie wydłużyć ich żywotność i trwałość w takich warunkach.
A błyszczący Wykończenie uzyskuje się, gdy powierzchnie skierowane do góry są drukowane bez kontaktu z materiałem nośnym, co skutkuje bardzo gładką, błyszczącą powierzchnią. A matowy wykończenie występuje, gdy cała część jest otoczona materiałem nośnym, nadając wszystkim powierzchniom jednolitą, nieodblaskową teksturę. Błyszczący jest bardziej powszechnym i opłacalnym wyborem.

Zbliżenie na kolorowe plastikowe klocki konstrukcyjne w różnych barwach, w tym fioletowe, niebieskie, zielone i żółte, ułożone jeden na drugim.
Kluczowe wnioski – Wybór materiału i optymalizacja grubości ścianki są głównymi czynnikami wpływającymi na redukcję kosztów części. – Inwestowanie w wyższej jakości narzędzia (klasa 101/102) może obniżyć długoterminowe koszty jednostkowe poprzez

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Przeczytaj więcej o tym, Jak Poprawić Precyzję Form Wtryskowych?

Co to jest maszyna do formowania wtryskowego z dużą prędkością?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Dostarczane rozwiązania optymalizacyjne Za darmo
- Dostarczanie informacji zwrotnych i rozwiązań optymalizacyjnych
- Optymalizacja struktury i redukcja kosztów formowania
- Bezpośrednia rozmowa z inżynierami jeden na jeden

