 Overslaan naar inhoud
Overslaan naar inhoud 

Your production run is humming along. Then, on shot 60,000, a customer emails a photo of flash on your part — the kind that jams their assembly fixture at 2 a.m. You replay the last three months and realize: nobody looked inside that mold after shot 50,000.
Mold inspection is the systematic examination of an injection mold to detect wear, contamination, dimensional drift, and damage before they generate scrap or stop a production line. Done right, it is the single highest-ROI activity in tooling management. Done poorly — or skipped — it turns a $200 cleaning visit into a $20,000 emergency repair.
- Mold inspection catches wear and contamination before they cause scrap or unplanned downtime.
- A structured inspection schedule — triggered by shot count, not calendar — is more reliable than interval-based plans.
- The parting line, vents, and ejector pins are the three highest-wear zones in any production mold.
- Preventive inspection every 50,000 shots costs a fraction of one unplanned production shutdown.
- Combining visual checks, dimensional measurement, and functional tests gives the most complete picture of mold health.
What Is Mold Inspection?
Mold inspection is a structured evaluation of every functional zone of an injection mold — cavity surfaces, deellijn1, vents, runners, ejector system, cooling channels, and clamping components — to measure wear, detect contamination, and confirm dimensional accuracy against original specifications.
It is not a casual visual pass. A proper inspection uses a defined checklist, calibrated measurement tools (dial indicators, air gauges, borescopes for cooling channels), and documented results that are compared against the baseline from when the mold was first qualified. The output is not a pass/fail stamp — it is a prioritized action list: clean now, monitor these, replace before next run.
The distinction between inspection and maintenance matters. Inspection is diagnostic: you find out what the mold’s current condition is. Maintenance is corrective: you act on what inspection revealed. Skipping inspection and going straight to a scheduled cleaning is like changing your car’s oil on a fixed date without checking the engine warning light — you might be cleaning a fine mold and ignoring a cracked ejector pin at the same time.
Why Mold Inspection Matters More Than Most Teams Think
Flash develops in less than 3,000 shots once a parting line begins to wear beyond 0.05mm — and it accelerates from there. By the time a quality inspector catches the flash at final inspection, the mold has typically run 5,000–10,000 bad shots. That’s not a defect problem; it’s an inspection-gap problem.

The real cost argument for inspection comes down to three categories. First, scrap and rework: a mold producing 2% flash on a 16-cavity tool at 1,000 shots/hour wastes 320 parts per hour. At $0.50/part, that’s $160/hour in scrap — $3,840 in a 24-hour shift. Second, emergency repair: unplanned mold pulls require expedited machining, often at 2–3× standard shop rates, plus line shutdown costs. Third, tooling life reduction: contamination left inside cooling channels raises mold temperature, accelerates steel fatigue, and can cut mold life by 30–40%.
Inspection, by contrast, costs time and a technician. For a mid-size production mold, a thorough inspection at 50,000 shots takes 4–8 hours plus parts cost. The math is straightforward: even one prevented shutdown justifies a full year of scheduled inspections.
At ZetarMold, we run mandatory mold inspection every 50,000 shots for production tools. Tools that skip scheduled inspection develop flash 3× faster — a preventive clean at 50k shots costs less than 1% of an unplanned production shutdown that halts a customer’s assembly line.
The Six Zones Every Mold Inspection Must Cover
Six zones account for 90%+ of all mold failures; a thorough inspection covers all of them systematically.
Zone 1 — Parting Line and Mold Face: The parting line is the primary wear point in any mold. Check for surface damage, metal deformation, and gaps that would allow flash. Use a feeler gauge across the full perimeter; any reading above 0.03mm in a precision mold is a flag. Inspect the mold face for pitting, rust, or deposits from plastic degradation.
Zone 2 — Cavity and Core Surfaces: Examine cavity surfaces with a bright light and magnifier. Look for scratches, erosion near gates, buildup of degraded material, and any surface finish changes that would telegraph to the part. Compare surface roughness to the original finish record if one exists. For optical or Class-A parts, any visible mark on the cavity is a reject-generating defect.
Zone 3 — Venting: Vents clog with every shot cycle as volatiles from the plastic deposit on the vent land. A blocked vent raises cavity pressure, burns the plastic at the last-fill point, and can crack the steel over time. Vent depth and land width should be measured against specification — typical vent depths are 0.015–0.025mm for amorphous resins, 0.025–0.038mm for semi-crystalline.
| Zone | Key Check | Tool | Action Threshold |
|---|---|---|---|
| Scheidingslijn | Gap / flatness | Feeler gauge | > 0.03mm → flag |
| Cavity / Core | Surface condition | 10× loupe, LED light | Any pitting or scratch → document |
| Ontluchting | Vent depth & cleanliness | Depth micrometer | Blocked or out-of-spec → clean |
| Uitwerpsysteem | Pin diameter, binding | Pin gauge, manual stroke | Binding or undersize → replace |
| Koelkanalen | Scale, flow rate | Borescope, flow meter | 15% flow drop → descale |
| Runner / Gate | Erosion measurement | Depth micrometer | > 0.1mm erosion → replace insert |
Zone 4 — Uitwerpstelsel: Controleer elke uitwerperpen op braam, buiging en binding. Een enkele vastzittende pen kan het product breken, het oppervlak beschadigen of de matrijs onder sluitdruk laten hangen. Controleer terugveren op vermoeidheid en zorg dat de uitwerperplaat vrij over de volledige slag beweegt. Uitwerperpen-gaten moeten op rondheid gemeten worden als het gereedschap meer dan 500.000 shots heeft gedraaid.
Zone 5 — Koelsysteem: Inspectie van de koelkanalen is de meest over het hoofd geziene en meest impactvolle zone. Aanslag van slechts 0,25mm vermindert de warmteoverdrachtefficiëntie met 40%. Gebruik een borescope om kanaalwanden te controleren; meet temperatuurverschil in- en uitlaatwater (doel: binnen 3°C over de matrijs). Debiet moet worden gecontroleerd tegen de basislijn — een daling van 15% wijst op gedeeltelijke verstopping.
Zone 6 — Loopkanaal en instroomopening: Inspecteer de geometrie van het loopkanaal en de instroomopening op erosie, vooral bij instroomopeningen die glasgevulde of abrasieve kunststoffen verwerken. Erosie van de instroomopening vergroot de effectieve opening, verhoogt de materiaschuifkracht en kan weld line2 defecten veroorzaken door veranderende stromingsdynamiek. Meet instroomopeningbreedte en -diepte tegen de tekening; vervang inlegstukken bij erosie >0,1mm.

Na het voltooien van alle zes zones moet het inspectieverslag vastleggen: zoneconditie (goed/monitor/actie vereist), meetwaarden versus uitgangswaarden, foto's van eventuele afwijkingen, en de aanbevolen actie met urgentie (voor de volgende productierun / binnen 10.000 schoten / bij de volgende geplande preventieve onderhoudsbeurt).
Een praktische notitie: als uw matrijs geen basislijnrecord heeft — metingen genomen tijdens T1-kwalificatie — wordt de eerste inspectie de basislijn. Het is beter nu te beginnen dan te wachten op een perfect startpunt dat wellicht nooit komt.
How to Build an Inspection Schedule That Actually Works
Een effectief inspectieschema wordt geactiveerd door het aantal schoten, niet door kalendertijd — omdat een matrijs die 24/7 draait veel eerder inspectie nodig heeft dan één die twee ploegen per week draait.
“Shot count is een betrouwbaardere inspectie-trigger dan verstreken kalendertijd.”Echt
Matrijsslijtage is direct proportioneel aan aantal cycli, niet aan verstreken dagen. Een matrijs die drie ploegen per dag draait, bereikt 50.000 shots in ongeveer drie weken; dezelfde matrijs op één ploeg per dag heeft negen weken nodig. Kalendergebaseerde schema's inspecteren óf hoogproductieve gereedschappen te weinig óf verspillen tijd aan stilstaande.
“Alle matrijzen moeten hetzelfde inspectie-interval volgen, ongeacht het materiaal of het aantal holtes.”Vals
Met glasvezel gevuld nylon dat in een 32-holte matrijs draait, veroorzaakt per tijdseenheid veel meer abrasieve slijtage dan ongevuld ABS in een 4-holte matrijs. De inspectiefrequentie moet worden afgestemd op de materiaalabrasiviteit, het aantal holten en de kritiek van het onderdeel. Een eenvormig schema zal ofwel hoogslijtende matrijzen onvoldoende beschermen, ofwel middelen verspillen aan laagrisicomatrijzen.
Een praktisch trapsgewijs onderhoudsschema voor spuitgietmatrijzen ziet er als volgt uit. Bij 10.000 schoten: snelle visuele controle – flits op de scheidingslijn, uiterlijk van het onderdeel, ongebruikelijke geluiden of variatie in de cyclus. Bij 50.000 schoten: volledige inspectie van alle zes zones, reiniging van ontluchtingskanalen, smering van uitstootpennen, stromingstest van koelkanalen. Bij 200.000 schoten: dimensionale controle van holte en kern, meting van slijtage van de ingang, controle van de diameter van uitstootpennen, steekproefsgewijze hardheidsmeting van staal op zones met veel slijtage. Bij 500.000+ schoten: volledige dimensionale opname, ontkalking van koelkanalen, geleide golf ultrasoon onderzoek van staal op onderhuidse scheuren.
Deze intervallen worden verkort of verlengd op basis van materiaal. Bij 30% glasgevuld nylon: halveer de intervallen. Bij standaard ongevuld PP: verleng met 30–50%. Bij corrosieve materialen (PVC, vlamvertragende kwaliteiten met halogeen): voeg een maandelijkse pH-test van het koelwater toe en een jaarlijkse spoeling met corrosieremmer.
| Materiaal | Abrasiviteit | Aanbevolen inspectie-interval | Prioriteitszone |
|---|---|---|---|
| Ongevuld PP / PE | Laag | Elke 75.000 schoten | Ontluchtingskanalen, koeling |
| ABS / HIPS | Low-Medium | Every 50,000 shots | Scheidingslijn, ontluchtingskanalen |
| PA6 / PA66 ongevuld | Medium | Every 50,000 shots | Instroomopening, koeling |
| PA66-GF30 | Hoog | Every 25,000 shots | Poort, holte, uitwerpers |
| POM (Acetal) | Medium | Elke 40.000 schoten | Ontluchtingskanalen, holteoppervlak |
| PVC / Gehalogeneerde Vlamvertrager | Corrosief | Elke 30.000 shots + pH-test | Koeling, scheidingslijn |
Documenteer elke inspectie in een matrijslogboek — een fysieke map bij de matrijs of een digitaal record in uw ERP/MES. Het logboek moet bevatten: matrijs-ID, shot count bij inspectie, inspecteur, toestand per zone, foto’s van slijtagegebieden, genomen acties en volgende inspectie-trigger. Een matrijs zonder volledig logboek is een risico: bij falen heeft u geen data om te bepalen of het een onderhoudsfout of ontwerpbeperking was.
Common Mold Defects Caught by Inspection — and Their Root Causes
Inspectie detecteert vijf defectcategorieën die verantwoordelijk zijn voor meer dan 80% van de matrijsgerelateerde productiefouten.
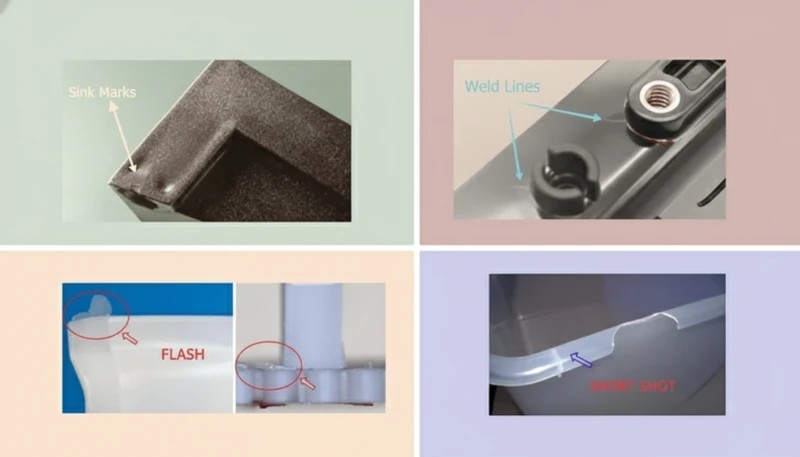
Flits is het meest voorkomende en meest zichtbare matrijsdefect. Het verschijnt als dunne plastic randjes langs de scheidingslijn, bij ontluchtingspunten, of rond uitstootpennen. Hoofdoorzaak: versleten of beschadigde scheidingslijnvlakken, onvoldoende klemkracht voor de viscositeit van het materiaal, of ontluchtingskanalen die tot de verkeerde diepte zijn gereinigd en nu materiaal doorlaten. Inspectie-aandachtspunt: controle van de vlakheid van de scheidingslijn en voelermaat-test.
Korte schoten – onderdelen die niet volledig gevuld zijn – zijn vaak terug te voeren op geblokkeerde ontluchtingskanalen, niet alleen op procesparameters. Wanneer gas niet snel genoeg uit de holte kan ontsnappen, ontstaat er een zone met terugdruk die het stromingsfront stopt. Inspectie-aandachtspunt: meting van de diepte en conditie van ontluchtingskanalen.
Zinkputjes en laslijnfouten kunnen geleidelijk ontstaan naarmate koelkanalen aangroeien. Een 0,5 mm aanslaglaag kan de holtetemperatuur met 8–12°C verhogen, wat de materiaalviscositeit aan het stromingsfront verandert en de laslijnsterkte verslechtert. Inspectie-aandachtspunt: borescope-inspectie van koelkanalen en temperatuurverschil inlaat/uitlaat.
Uitwerper- en oppervlaktedefecten
Uitwerperpenafdrukken en productvervorming wijzen op versleten of uitgelijnde uitwerpercomponenten. Wanneer pennen beginnen te binden, oefenen ze ongelijke kracht uit op het product tijdens uitwerping, wat leidt tot vervorming, oppervlakteafdrukken of directe scheurvorming. Inspectie-aandachtspunt: controle uitwerperpendiameter en bindtest (handmatige bediening van de uitwerperplaat).
Degradatie van oppervlakteafwerking – zichtbaar op optische of Klasse-A onderdelen als waas, sleepsporen of verlies van textuur – kan het gevolg zijn van holtecorrosie, slijtage van de ingang die materiaal op de holtewand afzet, of microscopische oppervlaktescheurtjes in het staal. Inspectie-aandachtspunt: onderzoek van het holteoppervlak en vergelijking met de originele oppervlakteafwerkingsstandaard.
“Geblokkeerde ontluchtingskanalen zijn een belangrijke verborgen oorzaak van korte schoten, los van injectieparameters.”Echt
Wanneer ontluchtingskanalen verstopt raken met vluchtige stoffen en vuil van plastic, blijft gas gevangen in de holte en biedt het weerstand tegen de stromingsfront. De spuitgietmachine registreert een stijgende druk en de operator verhoogt de vulssnelheid – waardoor het gascompressieprobleem verergert. De hoofdoorzaak is een onderhoudsprobleem, geen procesprobleem. Inspectie en reiniging van ontluchtingskanalen lossen het op; het verhogen van de injectiedruk niet.
“trekhoek3 slijtage is met het blote oog zichtbaar tijdens een snelle visuele controle.”Vals
Erosie van de ontluikhoek van 0,1–0,3° — genoeg om consistente uitwerpweerstand of productoppervlakteschade te veroorzaken — is onzichtbaar zonder dimensionale meting. Een visuele inspectie toont de productoppervlakteafdrukken achteraf, maar tegen die tijd zijn honderden of duizenden producten al beïnvloed. Proactieve meting van ontluikopperflakken met een profielmeter of contourmeter is de enige betrouwbare detectiemethode.
Een vuistregel uit de werkvloer: als je een defect in het voltooide onderdeel kunt zien en het geleidelijk over duizenden schoten verscheen, was er vrijwel zeker een inspectiemoment voor de matrijs waarop het goedkoop had kunnen worden opgemerkt en gecorrigeerd. Het geleidelijke ontstaan van flits, korte schoten en krimpkuilen is het kenmerk van progressieve slijtage – precies het type achteruitgang waar inspectie voor bedoeld is om te onderscheppen.
Tools and Techniques for Better Mold Inspection
Een goed uitgerust matrijsinspectiestation gebruikt zes categorieën gereedschappen, elk met een ander diagnostisch doel.
Visuele inspectiegereedschappen: heldere LED-werklampen (minimaal 5.000 lux), vergrootglazen of loupes van 10× en 30×, glasvezel lichtgeleiders voor toegang tot diepe holtes. Dit zijn de basishulpmiddelen die elke gereedschapskamer moet hebben. Ze signaleren oppervlakteschade, vervuiling, roest en duidelijke slijtage.
Dimensionale meting: klokkenmeters (0,001mm resolutie) voor vlakheid scheidingslijn, pennenmeters voor uitwerperpen-gaten en instroomopeningafmetingen, dieptemeters voor ontluchtingdiepte, optische comparatoren of CMM voor volledige caviteitopnames. Dimensionale meting verandert een kwalitatieve observatie in een traceerbaar getal.
Koelsysteemdiagnostiek: industriële borescopen (5–8 mm diameter, 1 m lengte) voor kanaalwandinspectie, klemdebietmeters voor waterdebiet, digitale thermometers voor temperatuurverschil inlaat/uitlaat. De gezondheid van het koelsysteem is de moeilijkst visueel te inspecteren zone van buitenaf — borescopen zijn de enige manier om kanaalwanden te zien zonder demontage.
Advanced Inspection Methods
Non-destructive testing (NDT): dye penetrant testing (PT) for surface crack detection in steel, ultrasonic testing (UT) for subsurface crack detection in high-cycle molds, eddy current testing for hardness verification at wear zones. NDT is typically reserved for molds past 500,000 shots or any mold that has experienced a crash, overload, or unexplained failure.
Documentation tools: camera with macro capability for photographing wear areas, digital calipers with data output for logging measurements directly to a spreadsheet, a standardized inspection form (either paper or tablet-based) that ensures every zone is checked every time.

The most important tool upgrade most shops can make is not a better borescope or a CMM — it’s a consistent inspection form. Without a structured checklist, inspection quality depends entirely on who’s doing it and how much time they have. A form forces completeness. It also creates the historical record that makes trend analysis possible: when did the parting line first show measurable wear? How fast is it progressing? Those answers determine whether the mold can run another 50,000 shots or needs to come out now.
For molds supporting ontwerp van spuitgietmatrijzen with tight tolerances, adding a mold flow simulation re-run after major repairs helps confirm that corrected geometry still fills properly before committing to production.
How to Improve Your Mold Inspection Program
Improving mold inspection is not about buying better equipment — it’s about building a system that catches deterioration at the earliest possible stage and documents findings well enough to enable data-driven decisions.
Steps 1–3: Build the Foundation
Step 1: Audit your current mold log completeness. Go through every production mold and check whether it has a mold log with shot count records, last inspection date, and condition history. For most shops, this audit reveals that 30–50% of tools have incomplete or no records. That’s the starting gap — filling it is the highest-priority improvement.
Step 2: Convert to shot-count-based triggers. If you’re currently scheduling inspection by calendar month, transition to shot-count triggers. This requires integrating shot counter data from the injection machines into your scheduling system. Most modern injection molding machines provide shot count data via Euromap or OPC-UA interface; older machines may need a simple mechanical counter retrofit costing under $200.
Step 3: Standardize your inspection checklist. Create a single-page form covering all six zones. Every inspector uses the same form, records measurements (not just pass/fail), and signs off. Review the forms monthly to identify trends across the tool fleet.
Steps 4–6: Drive Continuous Improvement
Step 4: Implement early-warning metrics from production data. Shot-to-shot cycle time variation of more than ±0.5 seconds is often the earliest signal of a mold problem — before any defect is visible on the part. Cavity pressure sensor data (if fitted) can show filling imbalance developing over thousands of shots. These leading indicators allow you to pull the mold for inspection before defects start.
Step 5: Train operators to report anomalies in real time. The person running the press is the first line of mold monitoring. Unusual sounds, visible flash on part 1 of a shift, or sticking at ejection are all inspection triggers — but only if the operator knows to escalate immediately rather than continuing to run and hoping it resolves. A simple ‘stop and call’ protocol for specific abnormalities pays for itself the first time someone catches an ejector pin starting to bind.
Step 6: Close the loop between inspection findings and design. When the same zone fails repeatedly — for example, the gate area eroding every 30,000 shots despite scheduled maintenance — that’s a design signal, not just a maintenance problem. The fix may be a harder gate insert material, a geometry change, or a mold flow analysis to understand why shear stress is concentrating there. Inspection data that feeds back into design improvement is the highest-level use of the information.

These six steps are not a one-time project — they are an ongoing operating discipline. The shops that execute them consistently report fewer emergency mold pulls, longer average tool life, and lower scrap rates. In our experience running 47 injection molding machines across three shifts, the gap between a well-run inspection program and a reactive maintenance approach typically represents 15–20% of total tooling cost per year in avoidable expenses.
One final practical note: start with the tools you have. A feeler gauge, a bright flashlight, and a notebook are enough to begin capturing baseline data on your highest-priority molds. Perfect equipment comes later — after you’ve proven the discipline. The discipline of looking — consistently, with documentation — is what matters most in the early stages of any inspection program. You cannot improve what you do not measure, and you cannot measure what you do not inspect on a consistent, documented schedule.
Where to Start
For teams moving toward low-volume injection molding or prototype tooling, inspection intervals can be lighter, but the same six-zone framework still applies. The goal is always the same: know the mold’s current condition before the next run, not after the next problem surfaces in production.
The most common question we hear from customers upgrading their inspection program is: ‘Where do we start?’ The answer is always the same — start with your highest-volume, highest-risk tool. Find its mold log (or create one from scratch using today as day zero). Pull the mold from the press, inspect it across all six zones using the checklist in this article, and record every measurement you take, not just the zones that look bad. Schedule the next inspection by shot count based on the material and cavity count. Everything else — better tools, data integration, operator training — follows naturally from that first properly documented inspection cycle.
Frequently Asked Questions About Mold Inspection
Hoe vaak moet een spuitgietmal worden geïnspecteerd?
For standard production molds, inspect every 50,000 shots at minimum. High-wear applications — glass-filled resins at 30% or higher, high-cavity-count tools, or corrosive materials like PVC — require inspection every 25,000 shots. Low-volume prototype molds with unfilled materials can extend to 100,000 shots between full inspections. Always trigger inspection by shot count, not calendar time. A mold running one shift per week accumulates cycles far more slowly than a 24/7 production tool, so calendar-based scheduling will either over-inspect or under-inspect depending on production volume.
Wat zijn de meest voorkomende defecten die tijdens een mollen inspectie worden gevonden?
Flash along the parting line accounts for 35–40% of defects found during routine mold inspection, followed by blocked vents (25%), ejector pin wear or binding (15%), cavity surface contamination or damage (12%), and cooling channel scaling (8%). Each defect type maps directly to a specific inspection zone and measurement method. Flash indicates parting line wear; short shots indicate vent blockage; surface marks indicate ejector issues; sink marks or dimensional drift often trace back to cooling system scaling that raises cavity temperature and changes fill dynamics.
Kan schimmelcontrole worden uitgevoerd zonder de mal uit de pers te verwijderen?
Partial inspection can be done in-press between shots: visual check of the parting line for flash, part surface examination for drag marks or surface finish changes, and flash detection at vent locations. However, a full inspection — covering vents, cooling channels, ejector system, and cavity dimensions — requires the mold to be pulled from the press and placed on an inspection bench with proper lighting and measurement tools. In-press checks serve as early-warning monitoring between full scheduled inspections, but they do not replace thorough off-press evaluation.
Wat is de kosten van een typische schimmel inspectie?
A full inspection for a mid-complexity two-plate mold runs 4–8 technician hours, costing $200–$600 in labor plus consumables used in cleaning and lubrication. Add dimensional measurement time — typically 2–4 additional hours — if a full cavity survey is included. This total of $400–$1,000 compares directly to the cost of a single unplanned production shutdown, which typically runs $5,000–$50,000 in lost production, expedited repair charges, and customer penalties. Scheduled inspection at 50,000 shots pays for itself the first time it prevents an emergency mold pull.
Welke tools zijn nodig voor een professionele inspectie van mallen?
Essential tools include a bright LED work light (minimum 5,000 lux), 10× magnifying glass or loupe, feeler gauges for parting line gap measurement, dial indicator for flatness checks, pin gauge set for ejector holes and gate dimensions, depth micrometer for vent depth measurement, and a digital camera for documentation. Advanced inspection adds an industrial borescope (5–8mm diameter) for cooling channel inspection, portable CMM or optical comparator for cavity dimensional audit, and a dye penetrant kit for surface crack detection. Most shops begin with the essential set and add advanced tools as mold complexity and production volumes increase.
Hoe verhoudt schimmelinspectie zich tot schimmelonderhoud?
Inspection is diagnostic; maintenance is corrective. Inspection identifies what needs to be done — clean the vents, replace a worn ejector pin, descale a cooling channel. Maintenance carries out those actions. Running maintenance on a fixed schedule without prior inspection means you may be spending time cleaning a mold that is in perfectly good condition while ignoring a cracked component in an adjacent tool. The correct sequence is always inspection first, followed by targeted maintenance actions based on findings. This approach prevents both under-maintenance and wasted maintenance labor.
Welke gegevens moeten worden bijgehouden voor elke matrijsinspectie?
Record the shot count at the time of inspection, the date, and the inspector’s name. Document the condition rating for each of the six zones — cavity surface, parting line, vents, ejector system, cooling channels, and runner/gate — with actual measurement values compared against baseline, not just a pass/fail rating. Photograph any wear areas or anomalies. Document actions taken during this inspection and set the next inspection trigger by shot count. A complete mold log enables trend analysis across multiple inspection cycles, which is the most valuable intelligence any inspection program can generate.

Quick rule: inspect at 50,000 shots for standard tools, 25,000 for abrasive materials. Log every finding with measurements, not impressions. If the same zone fails twice in a row, treat it as a design signal — not just a maintenance problem. And if your molds don’t have shot count records, start keeping them today; that data is the foundation everything else is built on.
-
parting line: A parting line is the seam on a molded part where the two halves of the mold meet and separate during ejection; it is often the first indicator of mold wear or flash development, and its flatness is measured in every structured mold inspection. ↩
-
weld line: A weld line refers to the visible seam formed when two plastic flow fronts meet inside the mold cavity and fuse incompletely, typically indicating a cooling or pressure imbalance that inspection can reveal. ↩
-
draft angle: Draft angle is measured in degrees and refers to the taper applied to vertical mold surfaces so the part releases cleanly during ejection; insufficient draft is a common root cause of ejection damage detected in routine inspection. ↩
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview. See our Injection Molding Complete Guide for a comprehensive overview.





