 İçeriğe geç
İçeriğe geç 

Üretim hattınız düzgün işliyor. Sonra, 60.000'inci enjeksiyonda bir müşteri parçanızda oluşan bir çapak fotoğrafını e-postayla gönderiyor - saat 02:00'de montaj aparatını sıkıştıran türden. Son üç ayı gözünüzün önüne getiriyorsunuz ve fark ediyorsunuz: 50.000'inci enjeksiyondan sonra o kalıbın içine kimse bakmamış.
Kalıp incelemesi, hurda oluşturmadan veya bir üretim hattını durdurmadan önce aşınma, kirlilik, boyutsal sapma ve hasarı tespit etmek için bir enjeksiyon kalıbının sistematik olarak muayene edilmesidir. Doğru yapıldığında, kalıp yönetiminde en yüksek yatırım getirisine sahip faaliyettir. Kötü yapıldığında — veya atlandığında — 200 dolarlık bir temizlik ziyaretini 20.000 dolarlık acil bir onarıma dönüştürür.
- Kalıp incelemesi, hurda veya plansız duruşlara neden olmadan önce aşınma ve kirliliği tespit eder.
- Takvime değil, enjeksiyon sayısına dayalı — yapılandırılmış bir inceleme programı, aralıklara dayalı planlardan daha güvenilirdir.
- Ayrım çizgisi, havalandırmalar ve iticiler, herhangi bir üretim kalıbındaki en yüksek aşınma gösteren üç bölgedir.
- 50.000 enjeksiyonda bir yapılan önleyici inceleme, bir plansız üretim duruşunun maliyetinin çok küçük bir kısmıdır.
- Görsel kontrolleri, boyutsal ölçümleri ve işlevsel testleri birleştirmek, kalıp sağlığına dair en kapsamlı resmi verir.
Kalıp Denetimi Nedir?
Kalıp muayenesi, bir enjeksiyon kalıbının her işlevsel bölgesinin yapılandırılmış bir değerlendirmesidir — kalıp yüzeyleri, ayırma çizgisi1, havalandırmalar, yolluklar, itici sistemi, soğutma kanalları ve bağlama bileşenleri — aşınmayı ölçmek, kirliliği tespit etmek ve boyutsal doğruluğu orijinal spesifikasyonlara göre teyit etmek.
Bu gelişigüzel bir görsel geçiş değildir. Uygun bir denetim, tanımlanmış bir kontrol listesi, kalibre edilmiş ölçüm araçları (komparatörler, hava göstergeleri, soğutma kanalları için borescoplar) ve kalıp ilk kez kalifiye olduğundaki baz çizgisiyle karşılaştırılan belgelenmiş sonuçlar kullanır. Çıktı bir geçti/kaldı damgası değildir — önceliklendirilmiş bir eylem listesidir: şimdi temizle, bunları izle, bir sonraki çalıştırmadan önce değiştir.
Denetim ve bakım arasındaki fark önemlidir. Denetim teşhis edicidir: kalıbın mevcut durumunun ne olduğunu öğrenirsiniz. Bakım düzelticidir: denetimin ortaya çıkardıkları üzerine harekete geçersiniz. Denetimi atlayıp doğrudan planlanmış bir temizliğe gitmek, motor uyarı ışığını kontrol etmeden belirli bir tarihte arabanızın yağını değiştirmek gibidir — aynı anda iyi durumda bir kalıbı temizliyor ve çatlamış bir ejektör pimini görmezden geliyor olabilirsiniz.
Kalıp İncelemesi Neden Çoğu Ekip Düşündüğünden Daha Önemli
Bölme hattı 0.05mm'yi aşınca aşınmaya başladığında, flash 3.000 atıştan daha az sürede gelişir — ve oradan hızlanır. Bir kalite kontrol uzmanı flash'ı nihai denetimde yakaladığında, kalıp tipik olarak 5.000-10.000 kötü atış yapmıştır. Bu bir defo problemi değil; bir denetim-aralığı problemidir.

İnceleme için gerçek maliyet argümanı üç kategoriye indirgenir. Birincisi, hurda ve yeniden işleme: 16 boşluklu bir kalıpta %2 çapak üreten ve saatte 1.000 enjeksiyon yapan bir kalıp, saatte 320 parça israf eder. Parça başına 0,50 dolarla, bu saatte 160 dolarlık hurda — 24 saatlik bir vardiyada 3.840 dolardır. İkincisi, acil onarım: plansız kalıp sökümleri, genellikle standart atölye ücretlerinin 2–3 katı hızlı işlemecilik ve hat duruş maliyetleri gerektirir. Üçüncüsü, kalıp ömrü azalması: soğutma kanallarında kalan kirlilik kalıp sıcaklığını yükseltir, çelik yorgunluğunu hızlandırır ve kalıp ömrünü –40 oranında kesebilir.
İnceleme ise, aksine, zaman ve bir teknisyen maliyeti getirir. Orta boy bir üretim kalıbı için, 50.000 enjeksiyonda yapılan kapsamlı bir inceleme, parça maliyeti hariç 4–8 saat sürer. Hesap basittir: önlenen tek bir duruş bile, planlı incelemelerin bir yılının maliyetini haklı çıkarır.
ZetarMold'da, üretim araçları için her 50.000 atışta zorunlu kalıp denetimi yapıyoruz. Planlanan denetimi atlayan araçlar flash'ı 3× daha hızlı geliştirir — 50k atışta yapılan önleyici bir temizlik, bir müşterinin montaj hattını durduran plansız bir üretim duruşunun maliyetinin 1/3'ünden daha azdır.
Her Kalıp İncelemesinin Kapsaması Gereken Altı Bölge
Altı bölge, tüm kalıp arızalarının 'ını oluşturur; kapsamlı bir inceleme hepsini sistematik olarak kapsar.
Bölge 1 — Ayrım Çizgisi ve Kalıp Yüzeyi: Ayrım çizgisi herhangi bir kalıptaki birincil aşınma noktasıdır. Yüzey hasarını, metal deformasyonunu ve çapak oluşmasına izin verecek boşlukları kontrol edin. Tüm çevre boyunca bir mastar kullanın; hassas bir kalıpta 0,03mm'nin üzerindeki herhangi bir okuma bir uyarı işaretidir. Kalıp yüzeyini plastik bozunmasından kaynaklanan çukurcuklar, pas veya birikintiler açısından inceleyin.
Bölge 2 — Boşluk ve Çekirdek Yüzeyleri: Boşluk yüzeylerini parlak bir ışık ve büyüteçle inceleyin. Çizikleri, giriş noktaları yakınındaki aşınmayı, bozunmuş malzeme birikimini ve parçaya yansıyacak herhangi bir yüzey bitiş değişikliğini arayın. Mevcutsa, yüzey pürüzlülüğünü orijinal bitiş kaydıyla karşılaştırın. Optik veya A-Sınıfı parçalar için, boşluktaki herhangi bir görünür işaret hurdaya neden olan bir kusuttur.
Bölge 3 — Havalandırma: Plastikten kaynaklanan uçucu maddeler havalandırma yüzeyine yapıştıkça, havalandırma delikleri her enjeksiyon döngüsünde tıkanır. Tıkanmış bir havalandırma, boşluk basıncını yükseltir, son dolma noktasında plastiği yakar ve zamanla çeliğin çatlamasına neden olabilir. Havalandırma derinliği ve yüzey genişliği spesifikasyona göre ölçülmelidir — tipik havalandırma derinlikleri amorf reçineler için 0,015–0,025mm, yarı-kristal reçineler için 0,025–0,038mm'dir.
| Zone | Key Check | Kalıp | Hareket Eşiği |
|---|---|---|---|
| Ayrılık Hattı | Açıklık / düzlük | Felya takımı | > 0.03mm → bayrak |
| Kalıp boşluğu / Çekirdek | Yüzey durumu | 10× büyüteç, LED ışık | Herhangi bir çukurlaşma veya çizik → belgele |
| Havalandırma | Havalandırma derinliği ve temizliği | Derinlik mikrometresi | Tıkalı veya spesifikasyon dışı → temizle |
| Ejektör Sistemi | Pim çapı, sıkışma | Pim ölçer, manuel strok | Sıkışma veya küçük ölçü → değiştir |
| Soğutma Kanalları | Ölçek, akış hızı | Boreskop, debimetre | Akış düşüşü → kireç temizle |
| Besleme kanalı / Geçit | Aşınma ölçümü | Derinlik mikrometresi | > 0.1mm aşınma → takım değiştir |
Bölge 4 — Ejektör Sistemi: Her bir ejektör pimini çapak, eğrilik ve sıkışma açısından kontrol edin. Tek bir sıkışmış pim, parçayı çatlatabilir, yüzeyi çizebilir veya kalıbın kapatma basıncı altında açık kalmasına neden olabilir. Dönüş yaylarını yorgunluk açısından kontrol edin ve ejektör plakasının tam strok boyunca serbestçe hareket ettiğinden emin olun. Ejektör pim deliklerinin yuvarlaklığı, kalıp 500.000'den fazla çekim yapmışsa ölçülmelidir.
Zone 5 — Cooling System: Cooling channel inspection is the most overlooked and most impactful zone. Scale buildup of just 0.25mm reduces heat transfer efficiency by 40%. Use a borescope to check channel walls; measure inlet and outlet water temperature differential (target: within 3°C across the mold). Flow rate should be checked against baseline — a 15% drop indicates partial blockage.
Zone 6 — Runner and Gate: Inspect runner and gate geometry for erosion, especially on gates running glass-filled or abrasive resins. Gate erosion widens effective gate size, increases material shear, and can introduce weld line2 defects as flow dynamics change. Measure gate width and depth against print; replace inserts when erosion exceeds 0.1mm.

After completing all six zones, the inspection record should document: zone condition (good/monitor/action required), measurement values versus baseline, photos of any anomalies, and the recommended action with urgency (before next run / within 10,000 shots / at next scheduled PM).
One practical note: if your mold doesn’t have a baseline record — measurements taken at T1 qualification — the first inspection becomes the baseline. It’s better to start now than wait for a pristine starting point that may never come.
Gerçekten İşe Yarayan Bir İnceleme Programı Nasıl Oluşturulur
An effective inspection schedule is triggered by shot count, not calendar time — because a mold running 24/7 needs inspection far sooner than one running two shifts per week.
“Shot count is a more reliable inspection trigger than elapsed calendar time.”Doğru
Mold wear is directly proportional to cycles run, not days elapsed. A mold running three shifts per day accumulates 50,000 shots in roughly three weeks; the same mold running one shift per day takes nine weeks. Calendar-based schedules either under-inspect high-output tools or waste time on idle ones.
“All molds should follow the same inspection interval regardless of material or cavity count.”Yanlış
Glass-filled nylon running in a 32-cavity tool generates far more abrasive wear per unit time than unfilled ABS in a 4-cavity tool. Inspection frequency must scale with material abrasiveness, cavity count, and criticality of the part. A one-size schedule will either under-protect high-wear tools or waste resources on low-risk ones.
A practical tiered schedule for injection molds looks like this. At 10,000 shots: quick visual check — parting line flash, part appearance, any unusual sounds or cycle variation. At 50,000 shots: full inspection covering all six zones, vent cleaning, ejector pin lubrication, cooling channel flow test. At 200,000 shots: dimensional audit of cavity and core, gate wear measurement, ejector pin diameter check, steel hardness spot-check at high-wear zones. At 500,000+ shots: complete dimensional survey, cooling channel descaling, guided wave ultrasonic inspection of steel for subsurface cracks.
These intervals compress or expand based on material. Running 30% glass-filled nylon: halve the intervals. Running standard unfilled PP: extend by 30–50%. Running corrosive materials (PVC, flame-retardant grades with halogen content): add a monthly pH test of the cooling water and an annual corrosion inhibitor flush.
| Malzeme | Abrasiveness | Recommended Inspection Interval | Priority Zone |
|---|---|---|---|
| Unfilled PP / PE | Düşük | Every 75,000 shots | Vents, cooling |
| ABS / HIPS | Low-Medium | Every 50,000 shots | Parting line, vents |
| PA6 / PA66 unfilled | Orta | Every 50,000 shots | Gate, cooling |
| PA66-GF30 | Yüksek | Every 25,000 shots | Gate, cavity, ejectors |
| POM (Acetal) | Orta | Every 40,000 shots | Vents, cavity surface |
| PVC / Halogenated FR | Corrosive | Every 30,000 shots + pH test | Cooling, parting line |
Document every inspection in a mold log — either a physical binder stored with the mold or a digital record in your ERP/MES. The log should include: mold ID, shot count at inspection, inspector name, condition by zone, photos of wear areas, actions taken, and next inspection trigger. A mold without a complete log is a liability: when something fails, you have no data to determine whether it was a maintenance failure or a design limitation.
İnceleme Sırasında Yakalanan Yaygın Kalıp Kusurları — ve Kök Nedenleri
Inspection catches five defect categories responsible for over 80% of mold-related production failures.
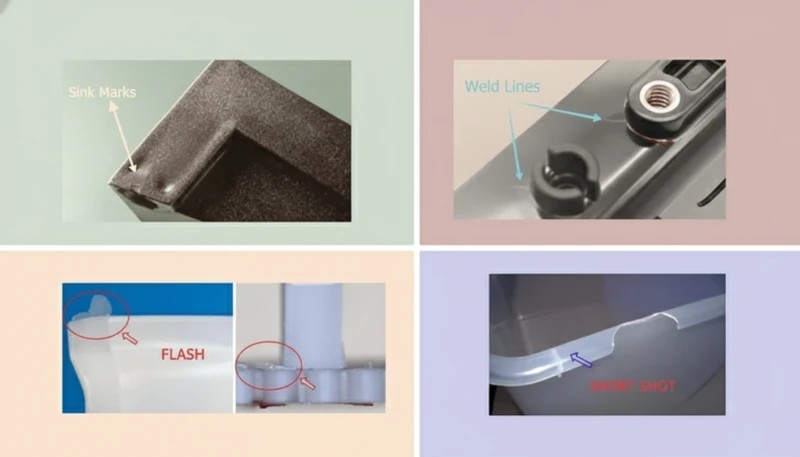
Flash is the most common and most visible mold defect. It appears as thin fins of plastic along the parting line, at vent locations, or around ejector pins. Root cause: worn or damaged parting line surfaces, insufficient clamp force for the material’s viscosity, or vents that have been cleaned to the wrong depth and now allow material to enter. Inspection catch point: parting line flatness check and feeler gauge test.
Short shots — parts that are incompletely filled — often trace back to blocked vents, not just process parameters. When gas cannot escape the cavity fast enough, it creates a back-pressure zone that stops the flow front. Inspection catch point: vent depth and condition measurement.
Sink marks and weld line defects can develop progressively as cooling channels scale up. A 0.5mm scale layer can raise cavity surface temperature by 8–12°C, changing material viscosity at the flow front and worsening weld line strength. Inspection catch point: cooling channel borescope inspection and inlet/outlet temperature differential.
Ejector and Surface Defects
Ejector pin marks and part distortion indicate worn or misaligned ejector components. When pins begin to bind, they exert uneven force on the part during ejection, causing distortion, surface marks, or outright cracking of the part. Inspection catch point: ejector pin diameter check and binding test (manual actuation of the ejector plate).
Surface finish degradation — visible on optical or Class-A parts as haze, drag marks, or texture loss — can result from cavity corrosion, gate erosion depositing material on the cavity wall, or microscopic surface cracking in the steel. Inspection catch point: cavity surface examination and comparison to the original surface finish standard.
“Blocked vents are a leading hidden cause of short shots, separate from injection parameters.”Doğru
When vents clog with plastic volatiles and debris, gas trapped in the cavity resists the flow front. The injection machine sees rising pressure and the operator increases fill speed — making the gas compression problem worse. The root cause is a maintenance issue, not a process issue. Inspection and vent cleaning resolve it; increasing injection pressure does not.
“çekim açısı3 wear is visible to the naked eye during a quick visual check.”Yanlış
Draft angle erosion of 0.1–0.3° — enough to cause consistent ejection drag or part surface damage — is invisible without dimensional measurement. A visual inspection will show the part surface marks after the fact, but by then, hundreds or thousands of parts have already been affected. Proactive measurement of draft angle surfaces with a profilometer or contour gauge is the only reliable detection method.
One rule of thumb from the shop floor: if you can see a defect in the finished part and it showed up gradually over thousands of shots, it almost certainly had a mold inspection window where it could have been caught and corrected cheaply. The gradual onset of flash, short shots, and sink marks is the signature of progressive wear — exactly the type of deterioration inspection is designed to intercept.
Daha İyi Kalıp Denetimi İçin Araçlar ve Teknikler
A well-equipped mold inspection station uses six categories of tools, each serving a different diagnostic purpose.
Visual inspection tools: bright LED work lights (minimum 5,000 lux), 10× and 30× magnifying glasses or loupe, fiber-optic light guides for deep cavity access. These are the entry-level tools every toolroom must have. They catch surface damage, contamination, rust, and obvious wear.
Dimensional measurement: dial indicators (0.001mm resolution) for parting line flatness, pin gauges for ejector pin holes and gate dimensions, depth micrometers for vent depth, optical comparators or CMM for full cavity surveys. Dimensional measurement turns a qualitative observation into a trackable number.
Cooling system diagnostics: industrial borescopes (5–8mm diameter, 1m length) for channel wall inspection, clamp-on flow meters for water flow rate, digital thermometers for inlet/outlet temperature differential. Cooling system health is the hardest zone to inspect visually from the outside — borescopes are the only way to see channel walls without disassembly.
Gelişmiş Kontrol Metodları
Tahribatsız test (NDT): çelikteki yüzey çatlaklarını belirlemek için boya penetrant testi (PT), yüksek çevrim kalıplarda alt yüzey çatlaklarını belirlemek için ultrasonik test (UT), aşınma alanlarında sertlik kontrolü için Eddy akım testi. NDT genellikle 500.000 atış geçmiş kalıplara veya çarpma, fazla yüklenme veya nedeni açıklanamayan bir arıza yaşayan herhangi bir kalıp için saklanır.
Belgeleme araçları: aşınma alanlarını fotoğraflamak için makro özellikli kamera, ölçümleri doğrudan bir elektronik tabloya kaydetmek için veri çıkışlı dijital kumpas, her bölgenin her seferinde kontrol edilmesini sağlayan standartlaştırılmış bir kontrol formu (kağıt veya tablet tabanlı).

Çoğu atölyenin yapabileceği en önemli kalıp geliştirme, daha iyi bir borescope veya CMM değil — tutarlı bir kontrol formudur. Yapılandırılmış bir kontrol listesi olmadan, kontrol kalitesi tamamen kim yapıyor ve ne kadar zamanı var üzerine bağlıdır. Bir form tamamlama zorunlu kılar. Ayrıca trend analizini mümkün kılan tarihsel kayıt oluşturur: ayırma hattı ilk ölçülebilir aşınmayı ne zaman gösterdi? Ne kadar hızlı ilerliyor? Bu cevaplar kalıp 50.000 atış daha çalışabilir mi ya da şimdi çıkması gerekiyor mi belirler.
Destekleyen kalıplar için enjeksiyon kalıp tasarımı Sıkı toleranslarla, büyük onarımlardan sonra bir kalıp akış simülasyonunu yeniden çalıştırmak, düzeltilmiş geometrinin üretime geçmeden önce hala düzgün dolduğunu doğrulamaya yardımcı olur.
Kalıp Denetim Programınız Nasıl İyileştirilir
Kalıp kontrolünü iyileştirmek, daha iyi ekipman satın almakla ilgili değildir — bozulmayı mümkün olan en erken aşamada yakalayan ve veriye dayalı kararlar almayı sağlayacak kadar iyi belgeleyen bir sistem oluşturmakla ilgilidir.
Adım 1–3: Temeli Oluşturun
Adım 1: Mevcut kalıp kayıtlarınızın tamlığını denetleyin. Her üretim kalıbını gözden geçirin ve atış sayısı kayıtları, son kontrol tarihi ve durum geçmişi içeren bir kalıp kaydı olup olmadığını kontrol edin. Çoğu atölye için bu denetim, araçların –50'inin eksik veya hiç kaydı olmadığını ortaya çıkarır. Bu başlangıçtaki boşluktur — onu doldurmak en yüksek öncelikli iyileştirmedir.
Adım 2: Atış sayısına dayalı tetikleyicilere geçin. Şu anda takvim ayına göre denetim planlıyorsanız, atış sayısı tetikleyicilerine geçiş yapın. Bu, enjeksiyon makinelerinden gelen atış sayacı verilerinin planlama sisteminize entegre edilmesini gerektirir. Çoğu modern enjeksiyon kalıplama makinesi, Euromap veya OPC-UA arayüzü üzerinden atış sayısı verisi sağlar; eski makineler, $200'nin altında bir maliyetle basit bir mekanik sayaç retrofitine ihtiyaç duyabilir.
Adım 3: Kontrol listesini standardize edin. Altı bölgeyi kapsayan tek sayfa bir form oluşturun. Her kontrolör aynı formu kullanır, ölçümleri kaydeder (sadece geçti/kaldı değil) ve imzalar. Formları her ay gözden geçirerek kalıp filosu genelinde trendleri belirleyin.
Adımlar 4–6: Sürekli İyileştirme Sağlayın
Adım 4: Üretim verilerinden erken uyarı metrikleri uygulayın. Atıştan atışa çevrim zamanı ±0.5 saniyeden fazla varyasyon genellikle kalıp sorununun en erken işareti — parçada herhangi bir hat görünmeden önce. Boşluk basınç sensör verileri (takılıysa) binlerce atış boyunca gelişen dolum dengesizliğini gösterir. Bu öncü işaretler, hatalar başlamadan kalıbı kontrol için çıkarmaya izin verir.
Adım 5: Operatörleri anormallikleri gerçek zamanlı olarak bildirmeleri için eğitin. Presi çalıştıran kişi, kalıp izlemenin ilk hattıdır. Olağandışı sesler, vardiyanın ilk parçasında görünür taşma veya çıkışta yapışma, hepsi kontrol tetikleyicileridir — ancak operatör, devam edip çözüleceğini ummak yerine hemen durumu bildirmesi gerektiğini bilirse. Belirli anormallikler için basit bir 'dur ve ara' protokolü, birisi çıkıcı pimin sıkışmaya başladığını ilk yakaladığında kendini amorti eder.
Adım 6: Kontrol bulguları ile tasarım arasındaki döngüyü kapatın. Aynı bölge tekrar tekrar başarısız olduğunda — örneğin, planlı bakıma rağmen geçit alanının her 30.000 atışta aşınması — bu sadece bir bakım sorunu değil, bir tasarım sinyalidir. Çözüm, daha sert bir geçit takma malzemesi, bir geometri değişikliği veya kesme gerilmesinin neden orada yoğunlaştığını anlamak için bir kalıp akış analizi olabilir. Tasarım iyileştirmesine geri beslenen kontrol verileri, bilginin en üst düzeyde kullanımıdır.

Bu altı adım, bir kerelik bir proje değil — süregelen bir işletme disiplinidir. Bunları tutarlı bir şekilde uygulayan atölyeler, daha az acil kalıp çekme, daha uzun ortalama takım ömrü ve daha düşük fire oranları bildiriyor. Üç vardiya boyunca 47 enjeksiyon kalıplama makinesi işletme deneyimimize göre, iyi yürütülen bir denetim programı ile reaktif bir bakım yaklaşımı arasındaki boşluk, tipik olarak yıllık toplam takım maliyetinin –20%'sini kaçınılabilir giderler olarak temsil eder.
Son bir pratik not: elindeki araçlar ile başlayın. Bir feeler gauge, parlak bir el feneri ve bir not defteri en önemli kalıplarınızda temel veri yakalamaya başlamak için yeterlidir. İdeal ekipman sonra gelir — disiplini kanıtladıktan sonra. Görmek disiplini — tutarlı, belgelendirme ile — herhangi bir kontrol programının erken aşamalarında en önemlidir. Ölçmediğinizi iyileştiremezsiniz ve tutarlı, belgelendirilmiş bir planla kontrol etmediğinizi ölçemezsiniz.
Nereden Başlamalı
Düşük hacim enjeksiyon kalıplama veya prototip kalıplama yönünde hareket eden takımlar için kontrol aralıkları daha hafif olabilir, ama aynı altı-bölge çerçevesi yine uygulanır. Hedef her zaman aynı: kalıpın şu anki durumunu sonraki çalışma öncesinde bilmek, sonraki sorun üretimde ortaya çıktıktan sonra değil.
Kontrol programını geliştiren müşterilerden aldığımız en genel soru: 'Nereden başlamalıyız?' Cevap her zaman aynı — en yüksek hacimli, en yüksek riskli kalıp ile başlayın. Kalıp logunu bulun (veya bugünü sıfır gün olarak kullanarak yeniden oluşturun). Kalıbı makineden çıkartın, bu makaledeki kontrol listesini kullanarak altı bölgeyi kontrol edin ve aldığınız her ölçümü kaydedin, sadece kötü görünen bölgeleri değil. Sonraki kontrolü atış sayısına göre malzeme ve boşluk sayısına dayanarak planlayın. Her şey — daha iyi araçlar, veri entegrasyonu, operatör eğitimi — o ilk düzgün belgelendirilmiş kontrol çevriminden doğal olarak gelir.
Küf Muayenesi Hakkında Sıkça Sorulan Sorular
Bir enjeksiyon kalıbı ne sıklıkla denetlenmelidir?
Standart üretim kalıpları için en az her 50.000 atışta bir denetim yapın. Yüksek aşınmalı uygulamalar — 30% veya daha yüksek cam dolgulu reçineler, yüksek boşluk sayılı takımlar veya PVC gibi aşındırıcı malzemeler — her 25.000 atışta bir denetim gerektirir. Doldurulmamış malzemelerle düşük hacimli prototip kalıplar, tam denetimler arasında 100.000 atışa kadar uzayabilir. Denetimi her zaman takvim süresine değil, atış sayısına göre tetikleyin. Haftada bir vardiya çalışan bir kalıp, 7/24 üretim takımına göre çok daha yavaş döngü biriktirir, bu nedenle takvime dayalı planlama, üretim hacmine bağlı olarak ya fazla denetim ya da eksik denetim yapacaktır.
Kalıp denetimi sırasında en sık rastlanan kusurlar nelerdir?
Rutin kalıp kontrolü sırasında bulunan kusurların –40'ı ayırma çizgisi boyunca taşmadan kaynaklanır, bunu tıkalı havalandırmalar (), çıkıcı pim aşınması veya sıkışması (), boşluk yüzeyi kirliliği veya hasarı () ve soğutma kanalı kireçlenmesi (%8) izler. Her kusur türü doğrudan belirli bir kontrol bölgesine ve ölçüm yöntemine karşılık gelir. Taşma, ayırma çizgisi aşınmasını gösterir; kısa dolumlar, havalandırma tıkanıklığını gösterir; yüzey işaretleri, çıkıcı sorunlarını gösterir; çökme izleri veya boyutsal sapma genellikle boşluk sıcaklığını yükselten ve dolum dinamiklerini değiştiren soğutma sistemi kireçlenmesine kadar izlenebilir.
Kalıp presinden çıkarılmadan kalıp muayenesi yapılabilir mi?
Kısmi kontrol atışlar arasında makine içinde yapılabilir: ayırma hattında flash için görsel kontrol, parça yüzeyinde drag izleri veya yüzey bitirme değişimleri için muayene, ve vent yerlerinde flash belirleme. Ancak, tam bir kontrol — ventler, soğutma kanalları, ejector sistemi ve boşluk boyutları — kalıbın makineden çıkarması ve uygun ışıklandırma ve ölçüm araçlarıyla bir kontrol masasına yerleştirmesi gerektirir. Makine içi kontroller tam planlanmış kontroller arasında erken uyarı izleme olarak servis eder, ama detaylı makine dışı değerlendirmeyi yerine getirmez.
Tipik bir kalıp denetiminin maliyeti nedir?
Orta karmaşıklıkta bir iki-plaka kalıp için tam bir kontrol 4–8 teknisyen saat sürer, temizlik ve yağlamada kullanılan sarf malzemeleriyle beraber $200–$600 işçilik maliyeti gerektirir. Tam bir boşluk araştırması dahil edildiğinde — genellikle 2–4 ek saat — boyut ölçüm zamanını ekleyin. Bu $400–$1,000 toplamı, kayıp üretim, acil onarım masrafları ve müşteri cezalarıyla genellikle $5,000–$50,000 tutan tek bir planlanmamış üretim kesintisi maliyetine direkt karşılık gelir. 50.000 atışta planlanan kontrol, acil kalıp çıkarmasını engellediği ilk zaman kendini amorti eder.
Profesyonel bir kalıp denetimi için hangi araçlar gereklidir?
Temel araçlar arasında parlak bir LED iş ışığı (minimum 5.000 lüks), 10× büyüteç veya lup, ayrım çizgisi boşluğu ölçümü için mastar takımı, düzlük kontrolleri için komparatör, çıkıcı delikleri ve geçit boyutları için pim mastar seti, havalandırma derinliği ölçümü için derinlik mikrometresi ve dokümantasyon için dijital kamera bulunur. Gelişmiş denetim, soğutma kanalı denetimi için endüstriyel bir boroskop (5–8mm çap), boşluk boyutsal denetimi için taşınabilir KMM veya optik komparatör ve yüzey çatlağı tespiti için bir boya nüfuz kiti ekler. Çoğu atölye, temel setle başlar ve kalıp karmaşıklığı ve üretim hacimleri arttıkça gelişmiş araçlar ekler.
Küf denetimi, küf bakımı ile nasıl ilişkilidir?
Kontrol teşhis edicidir; bakım düzelticidir. Kontrol, neyin yapılması gerektiğini belirler — havalandırma kanallarını temizlemek, aşınmış bir çıkıcı pimi değiştirmek, bir soğutma kanalını kireçten arındırmak. Bakım bu eylemleri gerçekleştirir. Ön kontrol yapmadan sabit bir programda bakım yapmak, mükemmel durumdaki bir kalıbı temizlemek için zaman harcarken, bitişik bir araçtaki çatlak bir bileşeni göz ardı etmek anlamına gelebilir. Doğru sıralama her zaman önce kontrol, ardından bulgulara dayalı hedefli bakım eylemleridir. Bu yaklaşım hem yetersiz bakımı hem de boşa harcanan bakım işçiliğini önler.
Her bir kalıp denetimi için hangi kayıtlar tutulmalıdır?
Kontrol sırasındaki atış sayısını, tarihi ve kontrolörün adını kaydedin. Altı bölgenin her biri için — boşluk yüzeyi, ayırma çizgisi, havalandırmalar, çıkıcı sistemi, soğutma kanalları ve besleyici/geçit — durum derecelendirmesini, sadece geçer/kalır değil, temel değerlere kıyasla gerçek ölçüm değerleriyle belgeleyin. Aşınma alanlarını veya anormallikleri fotoğraflayın. Bu kontrol sırasında alınan eylemleri belgeleyin ve bir sonraki kontrol tetikleyicisini atış sayısına göre ayarlayın. Tam bir kalıp kaydı, birden fazla kontrol döngüsü boyunca eğilim analizi yapmayı sağlar; bu, herhangi bir kontrol programının üretebileceği en değerli istihbarattır.

Hızlı kural: standart araçlar için 50.000 atışta, aşındırıcı malzemeler için 25.000 atışta kontrol edin. Her bulguyu izlenimlerle değil, ölçümlerle kaydedin. Aynı bölge art arda iki kez başarısız olursa, bunu sadece bir bakım sorunu değil, bir tasarım sinyali olarak ele alın. Ve kalıplarınızın atış sayısı kayıtları yoksa, bugünden itibaren tutmaya başlayın; bu veri, diğer her şeyin üzerine inşa edildiği temeldir.
-
parting line: Ayırma çizgisi, kalıbın iki yarısının çıkış sırasında birleştiği ve ayrıldığı, kalıplanmış bir parça üzerindeki dikiştir; genellikle kalıp aşınmasının veya taşma oluşumunun ilk göstergesidir ve düzlüğü her yapılandırılmış kalıp kontrolünde ölçülür. ↩
-
weld line: Bir kaynak hattı, kalıp boşluğunda iki plastik akış önünün karşılaştığı ve tam olarak birleşmediği durumda oluşan görünür bir çizgiyi ifade eder, genellikle kontrol ile ortaya çıkan bir soğutma veya basınç dengesizliğini gösterir. ↩
-
draft angle: Draft açısı derecelerde ölçülür ve parça çıkarma sırasında temiz şekilde çıkması için dikey kalıp yüzeylerine uygulanan taper'i ifade eder; eksik draft rutin kontrolte belirlenen çıkarma hasarının genel bir kök sebebidir. ↩
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview. See our Injection Molding Complete Guide for a comprehensive overview.






