 Overslaan naar inhoud
Overslaan naar inhoud 

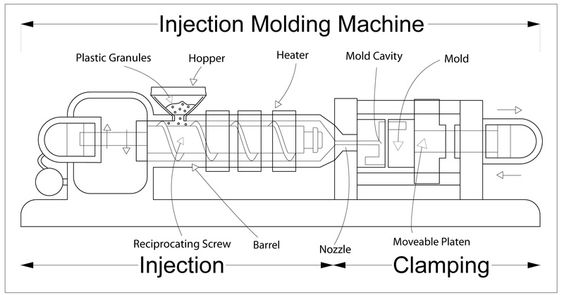
Kunststof spuitgieten is een proces waarbij onderdelen worden gemaakt door gesmolten kunststof in een mal te spuiten.
Kunststof spuitgieten proces is het injecteren van gesmolten kunststof materiaal in een metalen gereedschap dat vervolgens afkoelt en een kunststof onderdeel uit het spuitgieten pers.
Plastic hars wordt in korrelvorm in de lader gevoerd. Het materiaal wordt door de schroef naar voren gedraaid en komt in contact met het verwarmde vat. Wrijving en het verwarmde vat smelten het plastic, dat zich ophoopt voor de schroef.
De gesmolten kunststof wordt onder hoge druk in de mal gespoten en vervolgens afgekoeld en uitgehard. Het resultaat is een spuitgegoten onderdeel. Om mallen te maken die kwaliteitsproducten maken, is het belangrijk om de verschillende soorten structuren te begrijpen die gebruikt worden in spuitgietmatrijzen.
Voordat we beginnen met verwerken en een kunststof mal makenmoeten we de mal ontwerpen volgens de tekening, die het structurele ontwerp van de mal is. Als het gaat om de structuur van de schimmel, hoewel de specifieke structuur van elke schimmel varieert afhankelijk van het product, kunnen we over het geheel genomen toch een algemene classificatie maken.

Een complete mal bestaat meestal uit twee hoofdonderdelen
Het vormgedeelte, ook wel de oude kern genoemd, is het gedeelte dat betrekking heeft op de vorm en grootte van het kunststof product.
Het matrijsframeonderdeel, ook wel matrijsembryo genoemd, wordt gebruikt om het vormdeel te installeren en vast te zetten.
Kunststof spuitgietmatrijzen zijn onderverdeeld in twee hoofdtypen
(a) Vorm met twee platen
Matrijs met twee platen is niet van toepassing op de matrijs met schuiver aan de voorkant en de matrijs met puntpoort, behalve voor deze twee structuren kunnen alle andere structuren en lijmmethoden worden gebruikt.
(b) Drie platen zijn type schimmel
Het wordt ook wel fijne uitloop schimmel, volgens het type, en verdeeld in de fijne uitloop, vereenvoudigde fijne uitloop, en valse drie platen drie vormen.
Het vereenvoudigde type fijne water mond schimmel frame heeft geen gids pijler in de zijplaat van de rug schimmel, geen limiet wasmachine op de trekstang, kan niet ontwerpen duwplaat structuur, meestal gebruikt in 500mm onder de kleine en middelgrote schimmel, het product partij is niet geschikt voor gebruik.
(c) Valse drie-plaat schimmel
Valse drie-plaat schimmel frame is speciaal ontworpen voor de schimmel van de voorzijde schimmel schuifmechanisme, is er geen lossen plaat, niet geschikt voor de schimmel van punt sprue.

Zeven belangrijke systemen vormen een complete kunststof spuitgietmatrijs
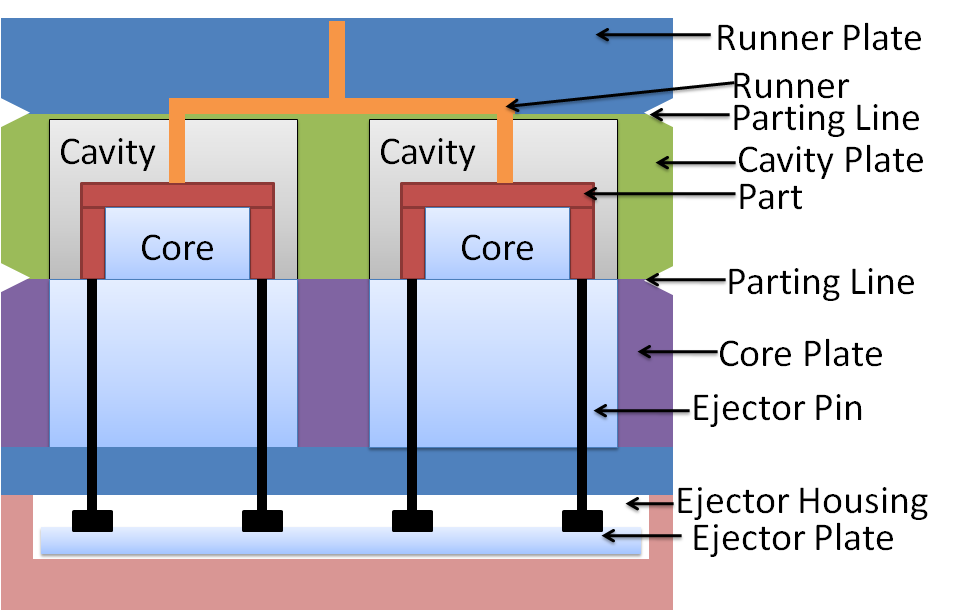
(1): Het schenksysteem
Bestaat uit 4 delen: het hoofdstroomkanaal, het verdeelstuk, de poort en de koude holte.
(2) Vormmechanisme
De gietstructuur is het deel dat in direct contact komt met kunststof producten, inclusief de voorste en achterste gietkern, insert, slider, slant top en andere instellingen.
(3) Uitwerpsysteem
Het uitwerpsysteem bestaat uit uitwerppennen, uitwerpblokken, uitwerphulzen, lifters enz. om de spuitgegoten onderdelen na afkoeling weg te duwen van de kern van de holte.
(4) Gidsstructuur
Het geleidingsmechanisme bestaat uit een geleidepilaar, geleidehuls, terugstelstang voor de uitwerpplaat, geleidebus voor de uitwerpplaat en andere instellingen.
Voor de meer veeleisende schimmel, moet soms extra verhoging van de hulp geleidingsmechanisme, zoals taper, rechte oppervlak, kegel precisie positionering, enz.
(5) Koelsysteem
Het koelsysteem is voornamelijk een circulerend watercircuit, met oliekoeling, waterkoeling, luchtkoeling, enz.
Sommige mallen moeten worden verwarmd, het koelwatercircuit kan worden gebruikt om te verwarmen.
De matrijs zelf is een groot koelsysteem. Om een beter koelingseffect te bereiken, worden een of meer groepen koelkanalen voor de matrijs ontworpen.
Meestal is de afstand tussen het koelkanaal en het product twee keer zo groot als de diameter van het kanaal.
(6) Uitlaatsysteem
Voornamelijk uitlaat sleuf, exhauinjectionst naald, uitlaat inleg, uitlaatklep en andere delen van de instelling.
(7) Toevoersysteem
Het toevoersysteem verwijst naar de doorgang waardoor de gesmolten kunststof van de spuitmond van de spuitgietmachine in de matrijsholte terechtkomt.
Het bestaat uit vier onderdelen: sprue, loopwagen, poort en koude slakkenput.
Volgens de eisen van het proces en de productie, zijn sommige van de schimmelkern en de vrouwelijke schimmel samengesteld uit verschillende stukken, en anderen zijn gemaakt in een geheel.
En matrijsinserts worden alleen gebruikt in de onderdelen die kwetsbaar of hardnekkig zijn.
Om te voldoen aan de eisen van in de spuitgieten proces voor de temperatuur van de mal is het noodzakelijk om een temperatuurregelend systeem te installeren om de temperatuur van de mal aan te passen.

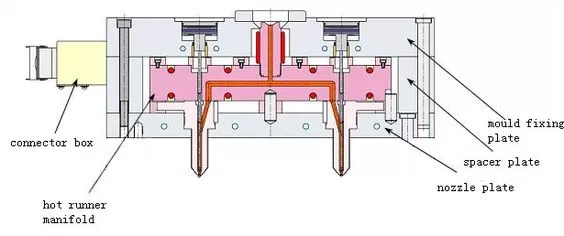
Inleiding hotrunnersysteem voor kunststofvormen
(1) Heet runnersysteem is een zeer veel gebruikte plastic vormen gietsysteem, voornamelijk met behulp van verwarmingsapparaten en een elektronisch temperatuurregelsysteem zodat de gesmolten kunststof in het gietsysteem niet stolt.
Hierdoor kan de kunststof op een soepele en ordelijke manier in de vormholte worden gevuld.
Bij afwezigheid van injectiedruk zal het gesmolten plastic niet automatisch stromen en niet worden getrokken, overlopen en andere verschijnselen met het vrijkomen van plastic producten, zodat de hete runner schimmel ook wel geen runner of minder runner schimmel wordt genoemd.
(2) Hot runner mallen hebben een breed bereik van plastische smelttemperaturen. Goede vloeibaarheid bij lage temperatuur: goede thermische stabiliteit bij hoge temperatuur.
Gevoelig voor druk, geen stroom zonder druk, stroom onmiddellijk na druk; goede thermische geleidbaarheid, snel opwarmen, snel koelen.
De nadelen zijn dat het mechanisme veel ruimte in beslag neemt, duur is, ernstig warmteverlies heeft, moeilijk te controleren is en na verwarming ernstig uitzet.
Thermoplastisch materiaal daarentegen is een kunststof die gesmolten kan worden, kan stollen en vervolgens weer gesmolten kan worden zonder te verbranden.
Thermoplastische materialen kunnen opnieuw worden gebruikt. Soms gebeurt dit al op de fabrieksvloer.
(3) Het ontwerp van hete agentvorm behoeften om aandacht te besteden aan de hete runner systeem en de mal tussen, moet genoeg ruimte laten voor een onttrekkende expansie, proberen te voorkomen dat groot gebied contact, schimmel en spuitgieten machine moet worden verhoogd tussen de thermische isolatiemat om warmteverlies te beperken.
De isolatiemat moet een isolerend materiaal zijn, vaak gebruikt zijn bakeliet, verschillende plastic platen of glasvezel, enz.
(4) Het hotrunnersysteem bestaat voornamelijk uit vier delen: de hoofdthermostaat, de crossoverkoker, het verdeelstuk en het hete mondstuk. De vorm van de lijminlaat kan worden onderverdeeld in het type met één punt en het type met meerdere punten.
Schuifmechanisme en schuin bovenmechanisme
a. Schuifmechanisme
(1) Het schuifmechanisme, ook wel lateraal scheidingsmechanisme en kerntrekmechanisme genoemd, is een manier om om te gaan met de weerhaken van kunststof producten die niet soepel loskomen in de matrijs.
Wanneer de zijkant van het kunststof product concaaf is, zoals een rond gat, loslaatgat, lipje, groef, staaf, enz., en niet soepel kan worden vrijgegeven volgens de richting van de matrijsopening, moet het laterale scheidingsmechanisme en het kernuittrekmechanisme worden gebruikt, en het schuifmechanisme is de meest voorkomende vorm.
(2) Bij het ontwerp van de schuif, om de schuine kolom de schuifbeweging veilig en soepel te laten uitvoeren, en om de schuine kolom en schuif niet te laten zelfvergrendelen of bijten in het proces van het openen en sluiten van de matrijs, dus de hoek van de schuine kolom moet groter zijn dan de hoek van de schuif vergrendelingsblok 1-3 graden.
(3) De hoek van de schuif mag niet groter zijn dan 25 graden. Wanneer onderworpen aan de vorm van het product moet groter zijn dan 25 graden, moet voorzichtig worden gebruikt.
b. Schuine bovenkant
(1) De rol van de schuine bovenkant is dezelfde als die van de schuif. Het bewegingsprincipe is ook de verticale beweging van het openen en sluiten van de mal in horizontale beweging, om de zijdelingse extractie van de kern te voltooien.
De hellende bovenkant steunt voornamelijk op de beweging van de uitwerpplaat en de beweging. Het is een uitbreiding van het uitwerpsysteem en behoort tot het laterale kernafzuigmechanisme.
Tijdens de beweging van de schuine bovenkant kan het niet alleen de weerhaken eruit halen, maar kan het ook het uitwerpmechanisme helpen om de plastic producten uit de mal te werpen, zodat het niet nodig is om de uitwerper binnen 10-20 mm rond de schuine bovenkant te plaatsen.
(2) Uitwerpslag: Bij het ontwerp van de schuine bovenkant moet de uitwerpslag zorgen voor het veilig uitwerpen van kunststof producten uit de spuitgietvorm.
Om te zorgen voor de veilige release van de mal op hetzelfde moment, moet ook proberen om de uitwerperslag verkorten, hoe groter de uitwerperslag, hoe gemakkelijker om de slant top vermoeidheid, hoe korter de levensduur.
(3) De hoek van de schuine bovenkant mag niet groter zijn dan 12 graden. Groter dan de moet met voorzichtigheid worden gebruikt. Hoe groter de hoek van de schuine bovenkant, hoe slechter de sterkte en hoe gemakkelijker hij breekt.
Het achterste schuine schuifmechanisme is het meest voorkomende en een van de meest elementaire structuren in plastic vorm.

c. Voorste schuiverstructuur
Net als de achterschuiver is het een belangrijk systeem in de kunststof matrijs. Het schuifmechanisme aan de voorkant is nodig als het product aan de volgende voorwaarden voldoet.
(1) Shell-producten met hoge eisen aan het uiterlijk, als er gaten of groeven op de zijwanden zitten, zal het gebruik van een schuiver aan de achterkant het uiterlijk beïnvloeden.
(2) De hoogte van het product is zeer hoog, wanneer de positie van de gesp is ver van de achterste sterven kernel, de achterste sterven schuif is moeilijker te doen, moeten overwegen het gebruik van
(3) Sommige shell producten, de locatie van de gesp aan de voorzijde van de interne schimmel, kan gewoon niet doen de achterkant schimmel schuifregelaar
(4) In sommige producten, als gevolg van het uiterlijk van beperkingen, het product uiterlijk van de release helling is klein, gemakkelijk te plakken aan de voorzijde schimmel
(5) Probeer voor sommige ronde, bijna ronde of rechthoekige producten met diepe holte, wanneer de volledige buitenkant een afschuining heeft, het gebruik van de schuifregelaar van het type Haff te overwegen.
Er zijn veel soorten schuivers voor de voorste matrijs en de spuitgieten verwerkingskosten is veel hoger en de verwerking is veel moeilijker, dus in de schimmel ontwerp, probeer dan niet om de voorkant sterven sliders te gebruiken.
Injectie het product heeft de ondersnijding of zijwand gat, de aangepaste kunststof mal moet het trekmechanisme voor de zijkern (ook wel schuif genoemd), het trekmechanisme voor de hellende kern (ook wel lifters genoemd) en de oliecilinder (als de trekafstand voor de zijkern groot is) ontwerpen.

Voorste matrijsslede vergeleken met achterste matrijsslede
(1) Het voorste deel van de mal met de voorste schuiver van de mal moet nog een keer uitgesneden worden (behalve de voorste schuiver) en de hele mal moet minstens twee of drie keer uitgesneden worden. Als het een mal is met punt-gate voeding, moet het drie keer; als het een mal is met niet-punt-gate voeding, moet het twee keer.
(2) Of het nu twee of drie keer is, het hoofdscheidingsvlak moet de laatste keer worden geopend.
(3) Het belangrijkste deeloppervlak heeft meer klemmechanisme
(4) De geleidepijler van het matrijsframe bevindt zich meestal aan de voorkant van de matrijs.
(5) Individuele mal van voorste mal schuifmechanisme kan niet realiseren van de structuur van achterste mal duwplaat
Bij het ontwerp van de mal van het schuifmechanisme aan de voorkant van de mal moet rekening worden gehouden met de volgende punten
(1) Bij het ontwerp van de matrijs van het schuifmechanisme aan de voorkant van de matrijs, als de lijmaanvoermethode puntpoortaanvoer is, moet de houder voor de fijne uitloop van de matrijs of de vereenvoudigde houder voor de fijne uitloop van de matrijs worden gebruikt.
Als de lijmmethode niet-spot gating is, moet u de valse drieplaatvormhouder gebruiken, omdat de valse drieplaatvormhouder ontworpen is voor de mal van het schuifmechanisme aan de voorkant van de mal.
(2) Het belangrijkste scheidingsoppervlak moet een zeer veilig en betrouwbaar klemmechanisme hebben, vaak gebruikt zijn nylon opener, veerklemmachine, mechanische klemmachine, enz.
(3) Er moet een zeer veilig begrenzingsmechanisme zijn tussen het sjabloon van de bovenste code en sommige platen, die gewoonlijk gebruikt worden bij schouderschroeven (begrenzingsschroeven).
(4) De sluitbus van het schuifmechanisme schimmel en de voorste schimmel kern is in een staat van hevige wrijving voor een lange tijd, dus het voorste uiteinde van de sluitbus moet worden afgeschuind om te passen.







