 Overslaan naar inhoud
Overslaan naar inhoud 

Plastic schimmel is een hulpmiddel voor de kunststofverwerkende industrie en kunststofvormmachine om kunststof producten met een volledige vorm en precieze afmetingen te maken.
Vanwege de verscheidenheid van kunststof en verwerkingsmethoden, kunststof spuitgietmachine en kunststof producten en de structuur van de eenvoudige en ingewikkelde, dus de kunststof schimmel soorten en structuren zijn ook een verscheidenheid van.
Mallen worden in verschillende industrieën gebruikt om producten te maken. Plastic gieten is een populair proces dat wordt gebruikt om verschillende plastic voorwerpen te maken.
In deze blogpost bespreken we alles wat je moet weten over kunststof spuitgieten! We behandelen de basis, zoals wat het is en hoe het werkt, maar ook meer geavanceerde onderwerpen, zoals de verschillende soorten mallen en de materialen die ze gebruiken.
We hopen dat deze blogpost je alle informatie geeft die je nodig hebt om een weloverwogen beslissing te nemen over het gebruik van plastic mallen.

Basiskennis over kunststof mallen
Een combinatiematrijs van kunststof voor persen en extruderen, spuitgieteneen holle matrijs met variabele holten, bestaande uit een holle matrijscombinatiesubstraat, een holle matrijscombinatie en een holle matrijscombinatiekaartplaat, en een bolle matrijs met variabele kernen, bestaande uit een bolle matrijscombinatiesubstraat, een bolle matrijscombinatie, een bolle matrijscombinatiekaartplaat, een holle snijplaat en een zijdelingse snijplaat.
Gecoördineerde verandering van schimmel convexe en concave matrijzen en hulpgietsysteem. Het kan een reeks plastic onderdelen van verschillende vormen en afmetingen verwerken.
Het is een hulpmiddel dat wordt gebruikt in de kunststofverwerkende industrie en plastic vormen machine om kunststof producten een volledige vorm en precieze afmetingen te geven.

Vanwege de verscheidenheid aan kunststoffen en verwerkingsmethoden, plastic vormen machine en kunststof producten en de structuur van de eenvoudige en complexe, dus de kunststof schimmel soorten en structuren zijn ook een verscheidenheid van.
Met de snelle ontwikkeling van de kunststofindustrie en de voortdurende verbetering van algemene en technische kunststoffen op het gebied van sterkte en andere aspecten, breidt ook de toepassing van kunststofproducten zich uit en neemt de hoeveelheid kunststofproducten toe.
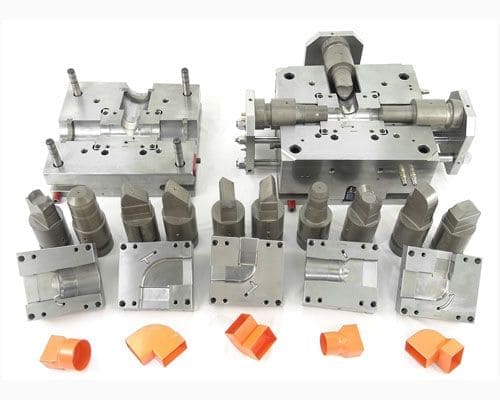
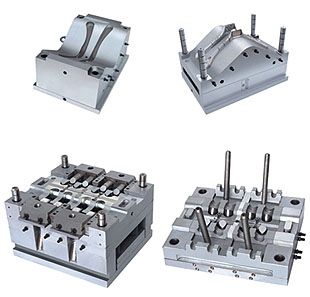
Plastic schimmel is een soort gereedschap voor de productie van kunststof producten. Het bestaat uit verschillende groepen onderdelen en deze combinatie bevat de vormholte.
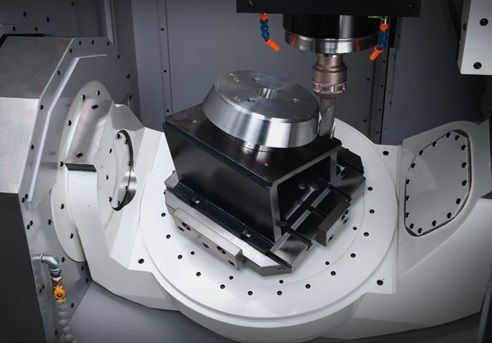
Tijdens spuitgietende gereedschap voor spuitgietmatrijzen wordt vastgeklemd op de spuitgietmachine, de gesmolten kunststof wordt in de spuitgietholte gespoten, afgekoeld en gevormd in de holte, dan worden de bovenste en onderste matrijs van elkaar gescheiden en wordt het product uit de holte gespoten en verlaat de matrijs via het uitwerpsysteem, en ten slotte wordt de matrijs weer gesloten voor de volgende injectie.
Over het algemeen bestaat de kunststof mal uit twee delen: de bewegende mal en de vaste mal. De bewegende mal wordt gemonteerd op de bewegende mal van de spuitgieten machine en de vaste mal is gemonteerd op de vaste mal van de spuitgietmachine. De bewegende matrijsmal en de vaste matrijsmal zijn de spuitgieten machine bestaat, die worden gebruikt om de mal te fixeren.
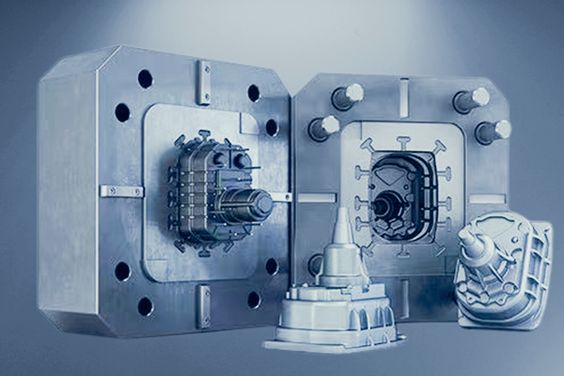
Tijdens spuitgietenDe mal en de vaste mal worden gesloten om het gietsysteem en de holte te vormen, en wanneer de mal wordt geopend, worden de mal en de vaste mal gescheiden om de kunststof producten te verwijderen.
Hoewel de structuur van de matrijs kan variëren afhankelijk van de verscheidenheid en eigenschappen van kunststoffen, de vorm en structuur van kunststof producten en het type injectiemachine, is de basisstructuur hetzelfde.
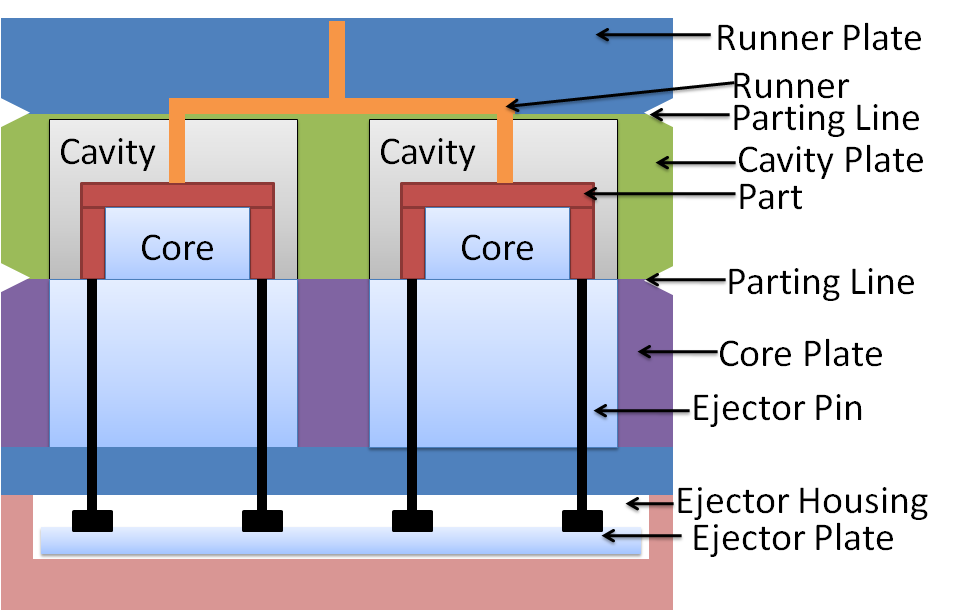
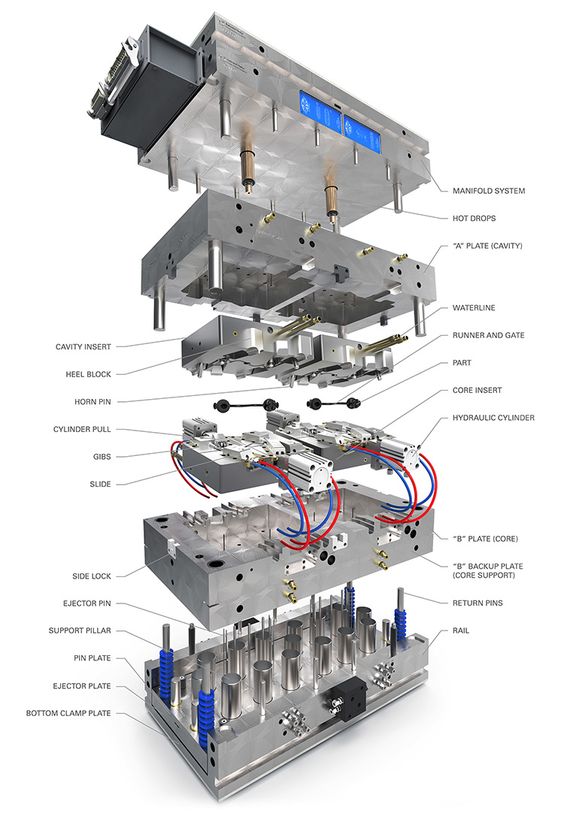
De matrijs bestaat voornamelijk uit een gietsysteem, een temperatuurregelsysteem, gietonderdelen en structurele onderdelen.
Het gietsysteem en de vormdelen zijn de delen die direct in contact komen met kunststof en veranderen met kunststof en producten. Dit zijn de meest gecompliceerde en veranderlijke delen van de mal en vereisen de hoogste verwerkingsafwerking en precisie.
Het gietsysteem is het deel van het stromingskanaal voordat de kunststof de holte binnenkomt vanaf het injectiepistool, inclusief het hoofdstromingskanaal, koude holte, verdeelstuk en poort. Gietdelen zijn de verschillende delen die de vorm van het product vormen, inclusief bewegende matrijs, vaste matrijs en holte, kern, gietstaaf en uitlaatpoort, enz.
China's plastic schimmel in high-tech aandrijving en pijler industrie toepassingsvraag, de vorming van een enorme industriële keten, van de upstream van de grond-en hulpstoffen industrie en verwerking, het testen van apparatuur om de downstream van machines, auto's, motorfietsen, huishoudelijke apparaten, elektronische communicatie, bouw-en bouwmaterialen en diverse andere belangrijke toepassingen van de industrie, plastic vorm ontwikkeling een levendige.

Hoofdclassificatie van kunststof mallen
Volgens de verschillende molding methoden, kunnen we verdelen de soorten kunststofverwerking mallen die overeenkomen met verschillende procesvereisten, voornamelijk spuitgietmatrijzenExtrusie vormmallen, blister vormmallen, hoogschuimende polystyreen vormmallen, etc.
a. Plastic spuitgietmatrijzen
Volgens onze kennis over kunststof spuitgietmatrijzen, het is vooral een soort molding schimmel meestal gebruikt in de productie van thermoplastische spuitgegoten plastic onderdelen.
De kunststof spuitgietmatrijs komt overeen met de verwerkingsapparatuur van kunststof spuitgietmachines, waarbij het kunststof materiaal eerst wordt verwarmd en gesmolten in het vat onderin de injectiemachine en vervolgens door de schroef of plunjer van de injectiemachine wordt geduwd, via het injectiepijpje en het gietsysteem van de matrijs de matrijsholte binnengaat, het kunststof wordt afgekoeld en verhard en het product wordt verkregen door ontvormen, dit is het volledige spuitgieten cyclusproces.
De structuur bestaat meestal uit vormdelen, gietsysteem, geleidende delen, duwmechanisme, temperatuurregelsysteem, uitlaatsysteem, ondersteunende delen en andere delen.
De spuitgieten productie Het materiaal keurt gewoonlijk de plastic module van het vormstaal goed, zijn de gemeenschappelijke materialen hoofdzakelijk koolstof structureel staal, koolstof gereedschapsstaal, legerings gereedschapsstaal, hoge snelheidsstaal, enz.
Geheel spuitgieten procesmethode is meestal alleen toepasbaar voor de massaproductie van thermoplastische materiaalproducten, met kunststof spuitgieten proces voor de productie van een breed scala van kunststof producten, van dagelijkse benodigdheden om allerlei complexe machines, elektrische apparaten, transport onderdelen, enz. worden gegoten met injectie, is het de meest gebruikte in de productie van kunststof producten een verwerkingsmethode.

b. Plastic persvorm
Er zijn twee soorten structurele mallen: persgieten en persgieten. spuitgieten. Ze worden voornamelijk gebruikt om thermohardende kunststoffen te gieten en de bijbehorende apparatuur is een drukgietmachine.
De compressievormmethode is gebaseerd op de eigenschappen van kunststof, de matrijs wordt verwarmd tot de vormtemperatuur (meestal 103-108°), dan wordt het afgemeten compressievormpoeder in de matrijsholte en de vulkamer gebracht en wordt de matrijs gesloten.
Persspuitgieten verschilt van persen in die zin dat er een aparte vulkamer is en de matrijs gesloten is voor het vormen. De kunststof wordt voorverwarmd in de vulkamer en is in een viskeuze vloeistoestand, dan wordt het aangepast en onder druk in de matrijsholte geperst om uit te harden en te vormen.
Compressiematrijzen worden ook gebruikt om bepaalde speciale thermoplasten te gieten, zoals thermoplasten die moeilijk te smelten zijn (zoals polygafluorethyleen) (koud persen), harslenzen met zeer hoge optische eigenschappen, nitrocellulose autostuurwielen met lichte schuimvorming, enz.
Persgietmatrijzen bestaan voornamelijk uit holtes, vulholtes, geleidingsmechanisme, persdelen, verwarmingssysteem, enz. Compressie spuitgietmatrijzen worden veel gebruikt voor het inkapselen van elektrische componenten.
De materialen gebruikt in de productie van persmallen zijn in principe hetzelfde als spuitgietmatrijzen.

c. Plastic extrusiematrijs
Het wordt ook wel extrusie vormkop genoemd, die veel wordt gebruikt voor het verwerken van pijpen, staven, monofilamenten, platen, films, draad- en kabelbekleding, profielen enzovoort.
De bijbehorende productieapparatuur is een kunststofextruder, waarvan het principe is om vaste kunststof te smelten en plastificeren onder de omstandigheden van verwarming en schroefrotatie en druk van de extruder, en om doorlopende kunststofproducten te maken met dezelfde dwarsdoorsnede als de vorm van de mondvorm door middel van een specifieke vorm van de mondvorm.
De productiematerialen zijn voornamelijk koolstof constructiestaal, gelegeerd gereedschap, enz. Sommige extrusiematrijzen zijn ook ingelegd met slijtvaste materialen zoals diamant in de delen die slijtvast moeten zijn.
Het medium extrusieproces is meestal alleen toepasbaar voor de productie van thermoplastische producten en de structuur verschilt duidelijk van die van spuitgietmatrijzen en persmallen.

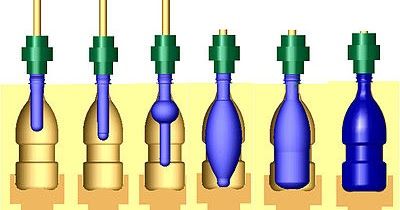
d. Plastic blaasgietmatrijs
Het is een soort mal gebruikt voor het vormen van plastic container holle producten (zoals drankflessen, dagelijkse chemische producten en andere verpakkingen containers), en de vormen van blow moulding zijn voornamelijk extrusie blow moulding, spuitgieten, spuitgietblazen (algemeen bekend als "spuitgietblazen"), meerlaags blazen, blazen in vellen, enz. Vormen, enz.
Blow moulding van holle producten die overeenkomt met de apparatuur wordt meestal genoemd kunststof blow moulding machine, blow moulding is alleen van toepassing op de productie van thermoplastische variëteiten van producten.
De structuur van de blaasgietmatrijs is relatief eenvoudig, de gebruikte materialen zijn dan meestal gemaakt van koolstof.
e. Plastic Blaarvorm
Het is een soort mal die plastic plaat of blad als grondstof neemt om enkele eenvoudige plastic producten te vormen.
Het principe is om de methode van vacuümopening of perslucht te gebruiken om de plastic plaat of het blad op de concave of convexe vorm te maken, die onder de voorwaarde van het verwarmen en zacht worden vervormen en op de holte van de vorm plakken om de vereiste gevormde producten te krijgen, hoofdzakelijk gebruikt in de productie van sommige dagelijkse benodigdheden, voedsel, speelgoed en andere verpakkingsproducten.
Omdat de druk van de blaarvorm laag is, wordt het vormmateriaal meestal gemaakt van gegoten aluminium of niet-metalen materiaal en is de structuur eenvoudig.

f. Sterk geëxpandeerd polystyreen spuitgietmatrijs
Het is een mal voor het vormen van schuimverpakkingsmateriaal met verschillende vormen door de grondstof EPS (polystyreenparels en blaasmiddel) toe te passen.
Het principe is dat EPS kan worden gegoten in stoom in de mal, met inbegrip van eenvoudige handbediende mallen en hydraulische machine rechtdoor schuim mallen van twee soorten, voornamelijk gebruikt voor de productie van industriële verpakkingsproducten.
De materialen die gebruikt worden bij de productie van dergelijke mallen zijn gegoten aluminium, roestvrij staal, brons, enz.

Plastic Vorm Ontwerpelementen
Matrijsontwerp en -fabricage hebben een nauwe relatie met kunststofverwerking. Het succes of falen van kunststofverwerking hangt grotendeels af van het effect van matrijsontwerp en de kwaliteit van matrijzenbouwterwijl het ontwerp van kunststof matrijzen gebaseerd is op het juiste ontwerp van kunststof producten.
Het ontwerp van de kunststof mal om de structurele elementen te overwegen zijn
1. Deeloppervlak, d.w.z. het contactoppervlak waar de holle vorm en de bolle vorm op elkaar passen wanneer de vorm gesloten is.
De locatie en vorm worden beïnvloed door de vorm en het uiterlijk van het product, de uniforme wanddikte, de spuitgietmethode, het nabewerkingsproces, het type en de structuur van de mal, de ontvormmethode en de structuur van de spuitgietmachine, enz.
2. Structurele onderdelen, bijv. schuiver, schuine bovenkant, recht bovenblok van complexe mallen, enz.
Het ontwerp van de structurele onderdelen is zeer kritisch, wat verband houdt met de levensduur van de mal, de verwerkingscyclus, de kosten, de productkwaliteit, enz. Daarom vereist het ontwerp van de kernstructuur van complexe matrijzen een hoog alomvattend vermogen van de ontwerper, die zoveel mogelijk eenvoudigere, duurzamere en economischere ontwerpoplossingen nastreeft.
3. Matrijsnauwkeurigheid, d.w.z. kaartvermijding, fijne positionering, geleidepilaar, positioneerpen, enz.
Positionering systeem is gerelateerd aan kwaliteit van de verschijning van het product, schimmel kwaliteit en levensduur, volgens verschillende schimmel structuur, kiezen voor verschillende positionering methoden, positionering nauwkeurigheid controle berust voornamelijk op de verwerking, interne schimmel positionering is vooral de ontwerper volledig te overwegen, het ontwerpen van een meer redelijke en gemakkelijk aan te passen de positionering methode.
4. Gietsysteem, d.w.z. van de spuitgieten het mondstuk van de machine naar de holte tussen het toevoerkanaal, inclusief het hoofdstroomkanaal, het omleidingskanaal, de poort en de koude holte.
In het bijzonder moet de locatie van de poort worden geselecteerd om het gesmolten plastic te vergemakkelijken in een goede stroom staat gevulde holte, aan het product van de vaste runner en poort koud materiaal is gemakkelijk uit te werpen uit de mal en worden verwijderd wanneer de mal wordt geopend (met uitzondering van hot runner schimmel).
5. kunststofkrimpsnelheid en de factoren die de maatnauwkeurigheid van het product beïnvloeden, zoals matrijzenbouw en assemblagefouten, slijtage van schimmels, enz.
Daarnaast is het ontwerp van compressie en spuitgietmatrijzenmoet ook rekening houden met het proces van de gietmachine en de structurele parameters van de wedstrijd. Computer-aided design technologie is op grote schaal gebruikt in het ontwerp van plastic mallen.

Accessoires voor kunststof mallen
Pons, kop, geleidepilaar, geleidehuls, fijne positionering, uitwerpstang, uitwerppin, huls, schuifapparaat, schuine bovenkant apparaat, stalen kogelhuls, datumstempel, plastic vorm veer, afdichting, koelverbinding, waterplunjer, positioneerring, poortbus, trekmateriaalpen, trekstang, begrenzingsnagel, afvalnagel, steunpaal, opener, regelaar voor matrijsopeningsvolgorde (matrijsvergrendelingsgespassemblage), enz.
De plastic Delen van de Vormstructuur
Samenstelling
De structuur van blaasgietmatrijzen, gietmatrijzen en thermovormmatrijzen is relatief eenvoudig.
Compressievorm, spuitgietvorm en overdracht schimmel structuur is complexer, vormen de onderdelen van dit soort schimmel is ook meer.
De basisonderdelen zijn
1. Vormende delen, met inbegrip van concave vorm, convexe vorm, een verscheidenheid van vormende kern, zijn vormende producten binnen en buiten de oppervlakte of het hogere en lagere eind, zijgaten, zij concave en schroefdraaddelen.
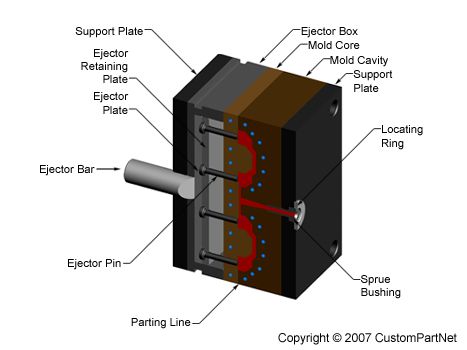
2. Ondersteuning van vaste onderdelen, waaronder de basisplaat van de mal, vaste plaat, steunplaat, stootkussen, enz. om de mal vast te zetten of de druk te ondersteunen.
3. Geleidingsonderdelen, waaronder een geleidepilaar en een geleidebus, om de relatieve positie van de beweging van de mal of het lanceermechanisme te bepalen.
4. Kernuittrekdelen, waaronder kantelpennen, schuivers, etc., worden gebruikt om de beweegbare kern uit te nemen wanneer de matrijs wordt geopend, zodat het product uit de matrijs komt.
5. Duwdelen, waaronder duwstang, duwbuis, duwblok, duwstukplaat, duwstukring, duwstang vaste plaat, duwplaat, enz. om de producten uit de mal te maken.
Dit soort matrijsframe is gemaakt van basisonderdelen waarvan de structuur, vorm en grootte zijn gestandaardiseerd en geserialiseerd, en de holte kan worden verwerkt volgens de vorm van producten. Het gebruik van een standaard matrijsframe is bevorderlijk voor het verkorten van de cyclus van het maken van de matrijs.
Veelgebruikte rol voor basisonderdelen van mallen
Vaste schimmelbasisplaat (paneel): de voorste schimmel die vastzit op de spuitgietmachine.
Loperplaat (uitloopplaat): verwijder de afvalsteel bij het openen van de mal, zodat deze er automatisch afvalt (mal met drie platen).
Bevestigingsplaat (A-plaat): het voorste deel van het gegoten product.
Vaste plaat van bewegende matrijs (B-plaat): het achterste deel van de gegoten producten.
Pad: de voet van de mal, die ervoor zorgt dat de bovenplaat genoeg ruimte heeft om te bewegen.
Duwplaat: duw het product uit de mal door de onderdelen zoals bovenbalk, bovenblok en schuine bovenkant bij het openen van de mal naar buiten te duwen.
Beweegbare basisplaat voor de mal (bodemplaat): om de achterste mal vast te zetten op de spuitgieten machine.
Geleidepijler en geleidebus: spelen een leidende en positionerende rol, helpen de voorste en achterste matrijsopening en de matrijs en basispositionering.
Steunkolom (steunkop): verbetert de sterkte van de B-plaat, voorkomt effectief de vervorming van de B-plaat die wordt veroorzaakt door langdurige productie.
Bovenplaatgeleidingszuil (middelste toast): geleidt en positioneert de duwplaat voor een soepele uitwerping.
Kunststof Materiaalvereisten
De werkomstandigheden van kunststof matrijzen zijn anders dan die van koude ponsmatrijzen, die over het algemeen bij 150°C-200°C moeten werken. Ze zijn niet alleen onderhevig aan een bepaalde druk, maar hebben ook te maken met de invloed van temperatuur.
Volgens de plastic vorm gebruiksomstandigheden, verwerkingsmethoden van de verschillende plastic vorm met de basisprestatievereisten van staal kan ruwweg als volgt worden samengevat.

Voldoende oppervlaktehardheid en slijtvastheid
Plastic schimmel hardheid is meestal onder 50-60HRC, na warmtebehandeling van de mal moet genoeg oppervlakte hardheid om ervoor te zorgen dat de mal voldoende stijfheid heeft.
Schimmel in het werk als gevolg van de vulling en stroming van kunststof grote drukspanning en wrijving te weerstaan, waarbij de mal om de nauwkeurigheid van de vorm en maatnauwkeurigheid van de stabiliteit te handhaven, om ervoor te zorgen dat de mal voldoende levensduur heeft.
De slijtvastheid van de mal hangt af van de chemische samenstelling van het staal en de hardheid van de warmtebehandeling, dus het verbeteren van de hardheid van de mal is bevorderlijk voor het verbeteren van de slijtvastheid.

Uitstekende verwerkbaarheid bij het snijden
De meeste plastic vormmallenNaast de EMD-verwerking moet ook een zekere mate van snijbewerking en klemmenreparatie worden uitgevoerd.
Om de levensduur van snijgereedschappen te verlengen, de snijprestaties te verbeteren en de oppervlakteruwheid te verminderen, moet de hardheid van kunststof gietstaal geschikt zijn.

Goede polijstprestaties
Hoogwaardige kunststof producten, waarbij de waarde van de oppervlakteruwheid van de holte klein moet zijn.
Bijvoorbeeld de spuitgietvorm De waarde van de oppervlakteruwheid van de holte moet minder zijn dan Ra0.1 ~ 0.25-niveau, voor het optische oppervlak is Ra<0.01nm vereist, de holte moet worden gepolijst om de waarde van de oppervlakteruwheid te verlagen.
Om deze reden is de keuze van staal vereist minder materiaal onzuiverheden, weefsel microfijne uniformiteit, geen vezel directionele, polijsten mag niet verschijnen pockmark of sinaasappelschil gebreken.

Goede thermische stabiliteit
Plastic spuitgietmatrijs onderdelen zijn vaak complex van vorm, moeilijk te verwerken na het blussen, dus moeten proberen een goede thermische stabiliteit te gebruiken.
Wanneer de schimmel vormproces na warmtebehandeling te wijten aan de coëfficiënt van lineaire expansie, warmtebehandeling vervorming klein is, kan het temperatuurverschil veroorzaakt door de kleine snelheid van verandering in grootte, metallografische organisatie en schimmel grootte stabiliteit, worden verminderd of niet meer verwerkt om de schimmel grootte nauwkeurigheid en oppervlakteruwheid eisen te garanderen.
45, 50 kwaliteiten van koolstofstaal heeft een bepaalde sterkte en slijtvastheid, na het temperen behandeling wordt meestal gebruikt voor schimmel frame materialen.
High-carbon gereedschapsstaal, laaggelegeerd gereedschapsstaal na warmtebehandeling heeft een hoge sterkte en slijtvastheid, meer voor het gieten van onderdelen.
Maar een hoog koolstofgehalte gereedschapsstaal vanwege de warmtebehandeling vervorming, alleen voor de vervaardiging van kleine formaat, eenvoudige vorm van het vormen delen.
Met de ontwikkeling van de kunststofindustrie, de complexiteit van kunststof producten, precisie en andere eisen worden steeds hoger, de mal materiaal ook naar voren gebracht hogere eisen.
Voor de vervaardiging van complexe, precisie en corrosiebestendige kunststof schimmel, kan worden gebruikt pre-gehard staal (zoals PMS), corrosiebestendig staal (zoals PCR) en low-carbon martensitische veroudering staal (zoals 18Ni-250), hebben een beter snijden, warmtebehandeling en polijsten eigenschappen en een hogere sterkte.
Bovendien, in de selectie van materialen moeten ook rekening houden met het voorkomen van schuren en lijmen, zoals het bestaan van relatieve beweging van de twee oppervlakken, proberen om de selectie van materialen met dezelfde organisatorische structuur te voorkomen, kunnen speciale voorwaarden worden geplateerd of nitride aan de ene kant, zodat de twee kanten hebben verschillende oppervlaktestructuur.

Selectie kunststof matrijsmateriaal
1. De werkomstandigheden van kunststof mallen
Door de ontwikkeling van plastic en plastic vormen industrie worden de kwaliteitseisen van kunststof matrijzen steeds hoger, waardoor het falen van plastic mallen en hun beïnvloedende factoren zijn belangrijke onderzoeksonderwerpen geworden.
De belangrijkste onderdelen van plastic vorm zijn vormdelen, zoals convexe vorm, concave vorm, enz. Ze vormen de holte van kunststof schimmel voor het gieten van verschillende oppervlakken van kunststof onderdelen en direct contact met kunststof, onderhevig aan druk, temperatuur, wrijving en corrosie, enz.

2. Analyse van de oorzaak van het falen van kunststof matrijsmateriaal
Algemene matrijsfabricage omvat matrijsontwerp, selectie van materialen, warmtebehandeling, cnc-bewerking, inbedrijfstelling en installatieprocessen.
Volgens de enquête blijkt: schimmel falen factoren, de schimmel gebruikt in het materiaal en warmtebehandeling is de belangrijkste factor die de levensduur.
Vanuit het perspectief van totaal kwaliteitsmanagement kunnen de factoren die de levensduur van de mal beïnvloeden niet worden gemeten als de som van veeltermen, maar moet het product van meerdere factoren, zodat de voor- en nadelen van schimmel materialen en warmtebehandeling in de gehele mal fabricageproces is bijzonder belangrijk.
Uit de analyse van het gemeenschappelijke fenomeen van schimmel mislukking, kan kunststof schimmel in het dienstverleningsproces, produceren slijtage verlies, lokale vervorming mislukking en breuk mislukking.
Belangrijke faalvormen van kunststof mallen kunnen onderverdeeld worden in falen door slijtage, lokaal falen door plastische vervorming en falen door breuk.

3. Prestatievereisten voor kunststof gietstaal
Met de snelle ontwikkeling van de verwerkende industrie, is de plastic vorm een onmisbaar hulpmiddel in plastic vormen proces nam het aandeel in de totale matrijsproductie van jaar tot jaar toe.
met de ontwikkeling van hoogwaardige kunststoffen en continue productie, de toenemende verscheidenheid van kunststof producten, uitbreiding van het gebruik van producten tot precisie, grote, complexe ontwikkeling.
Molding productie met hoge snelheid ontwikkeling, de arbeidsomstandigheden van de mal is ook meer en meer complex.
1) slijtage en corrosie van het holteoppervlak
Plastic smelt tot een bepaalde druk in de mal holte stroming, stolling van plastic onderdelen uit de mal, worden veroorzaakt door wrijving op de mal gieten oppervlak, waardoor slijtage.
De hoofdoorzaak van kunststof matrijsslijtage is de wrijving tussen de matrijs en het materiaal. De specifieke vorm van slijtage en het slijtageproces is echter gerelateerd aan veel factoren, zoals de druk, temperatuur, vervormingssnelheid van het materiaal en smeringstoestand van de mal tijdens het werkproces.
Als het materiaal en de warmtebehandeling van de kunststof matrijs onredelijk zijn, heeft het holteoppervlak van de kunststof matrijs een lage hardheid en een slechte slijtvastheid, wat als volgt tot uiting komt: de grootte van het holteoppervlak is super slecht door slijtage en vervorming; de ruwheidswaarde wordt hoog door haartrekken en de oppervlaktekwaliteit gaat achteruit.
Vooral bij het gebruik van vaste materialen in de holte van het kunststof model zal de slijtage van het holteoppervlak toenemen.
Plus de plastic verwerking bevat chloor, fluor en andere componenten van de warmte-ontleding van corrosieve gassen HC1, HF, zodat de plastic mal holte oppervlak corrosie slijtage, wat resulteert in falen.
Als er tegelijkertijd met de slijtage schade optreedt, zodat het holteoppervlak van de beplating of andere beschermlaag beschadigd raakt, zal dit het corrosieproces bevorderen.
Twee soorten schade cross-action, versnellen de corrosie van een slijtage verlies effect.

2) Falen door plastische vervorming
Plastic model holte oppervlaktedruk, warmte kan leiden tot plastische vervorming mislukking, vooral wanneer de kleine mal in de grote tonnage apparatuur, meer kans op overbelasting plastische vervorming produceren.
Plastic schimmel gebruikt in de materiële sterkte en taaiheid is niet genoeg, lage vervormingsweerstand; plastic vervorming mislukking een andere reden, voornamelijk is de schimmel holte oppervlak verhardende laag is te dun, vervorming weerstand is niet genoeg of de werktemperatuur hoger is dan de hardingstemperatuur en faseverandering zacht worden, en vroege mislukking van de schimmel.
3 Breuk
De belangrijkste reden voor breuk is te wijten aan de structuur, temperatuurverschil en structurele stress, thermische stress of als gevolg van onvoldoende ontlaten, in het gebruik van temperatuur, zodat de resterende austeniet in martensiet, waardoor lokale volume-expansie, het weefsel stress gegenereerd in de mal.
De arbeidsomstandigheden van plastic mallen verschillen van die van koude stempelvormen, die over het algemeen bij 150℃-200℃ moeten werken en naast een bepaalde druk ook onderhevig zijn aan temperatuureffecten.
Dezelfde mal zal een verscheidenheid aan faalvormen hebben, zelfs in dezelfde mal kan ook een verscheidenheid aan schade verschijnen.
Van de faalvorm van plastic vormHet is bekend dat de redelijke keuze van kunststof matrijsmateriaal en warmtebehandeling erg belangrijk is, omdat ze direct verband houden met de levensduur van de matrijs.

4.Plastic mallen staal moet voldoen aan de volgende eisen
1) Prestaties hittebestendigheid
Met de opkomst van high-speed spuitgietmachines wordt de snelheid van kunststof producten verhoogd.
Als de spuitgiettemperatuur tussen 200 en 350 ℃ ligt en de kunststofstroom niet goed is en de spuitgietsnelheid hoog, zal de temperatuur van het spuitgietoppervlak in zeer korte tijd boven de 400 ℃ komen.
Om de nauwkeurigheid van de mal in gebruik te waarborgen en de vervorming klein is, moet het staal van de mal een hoge hittebestendigheid hebben.
2)Voldoende slijtvastheid
Met de uitbreiding van het gebruik van kunststof producten, in plastic vaak nodig om glasvezel en andere anorganische materialen toe te voegen aan de plasticiteit te verbeteren, als gevolg van de toevoeging van additieven, zodat de vloeibaarheid van kunststof sterk verminderd, wat resulteert in schimmel slijtage, dus het vereist een goede slijtvastheid.
3) Uitstekende verwerkbaarheid bij het snijden
De meeste plastic vormmallenNaast EDM-verwerking moet ook een zekere mate van snijdende verwerking en klemmen reparatie uit te voeren.
Om de levensduur van snijgereedschappen te verlengen, is de verwerkingsharding in het snijproces klein.
Om vervorming van de mal te voorkomen en de nauwkeurigheid te beïnvloeden, hoop je dat de restspanning bij het verwerken tot een minimum kan worden beperkt.

4)Goede thermische stabiliteit
Plastic spuitgietmatrijs onderdelen zijn vaak complex van vorm, moeilijk te verwerken na het blussen, dus moeten proberen een goede thermische stabiliteit van het materiaal te gebruiken.
5) Verwerkingsprestaties spiegeloppervlak
Het oppervlak van de holte is glad en het vormoppervlak is gepolijst tot een spiegeloppervlak met een oppervlakteruwheid van minder dan Ra0,4μm om het uiterlijk van de kunststof persdelen te garanderen en het ontvormen te vergemakkelijken.
6) Prestaties warmtebehandeling
In de schimmel mislukking ongeval, het ongeval veroorzaakt door warmtebehandeling is over het algemeen 52.3%, dus de warmtebehandeling in de gehele matrijzenbouw proces een belangrijke plaats inneemt, heeft het warmtebehandelingsproces een grotere invloed op de kwaliteit van de mal.
Algemene eisen van warmtebehandeling vervorming is klein, afschrikken temperatuurbereik, oververhitting gevoeligheid is klein, vooral om een grotere hardbaarheid en hardbaarheid en ga zo maar door.
7)Corrosiebestendigheid
In het vormingsproces kan vrijkomen corrosief gas ontleding van corrosieve gassen, zoals HC1, HF en andere corrosieve schimmel, soms in de lucht runner mond om de schimmel roest en schade, zodat de eisen van schimmel staal heeft een goede weerstand tegen corrosie.
5. Nieuw Plastic Vormstaal
De algemene plastic vorm wordt vaak gebruikt om de staat van 45 staal of 40Cr staal te normaliseren door de productie te temperen.
Hardheidseisen van hoge plastic mal met CrWMn of Crl2MoV en andere staalproductie.
Voor de bedrijfstemperatuur van de plastic vormJe kunt ervoor kiezen om de hoge taaiheid van het warmwerkvormstaal te gebruiken.
Om te voldoen aan de hogere eisen van de kunststof holte op de maatnauwkeurigheid en oppervlaktekwaliteit, en onlangs ontwikkelde een reeks van nieuwe schimmel staal.
1)Gehard kunststof gietstaal
Gecarbureerde kunststof schimmel staal wordt voornamelijk gebruikt voor koude extrusie spuitgieten holte complexe plastic vorm, het koolstofgehalte van dergelijk staal laag is, vaak het element Cr, terwijl het toevoegen van de juiste hoeveelheid Ni, Mo en v, de rol is het verbeteren van de hardbaarheid en carboniseren vermogen, om koude extrusie vormen te vergemakkelijken, moet dergelijk staal in de gegloeide toestand hebben een hoge plasticiteit en lage weerstand tegen vervorming, gegloeid hardheid ≤ 1 00HBS.
Na koud extrusievormen voor carboneren en afschrikken en ontlaten kan de oppervlaktehardheid 58 - 62 HRC bereiken.
Deze staalsoorten hebben speciale staalsoorten in het buitenland, zoals het Zweedse 8416, het Amerikaanse P2 en P4, enz.
Binnenlandse gebruiken vaak 12HN3A en 12HN4A staal, 20HN4A, goede slijtvastheid, geen instorting en oppervlakte schilfering fenomeen, schimmel leven toegenomen.
Staalelementen cr, Ni, Mo, V verhogen de hardheid en slijtvastheid van de gecarboneerde laag en de sterke taaiheid van het hart.

2)Voorgehard kunststof gietstaal
Het koolstofgehalte van dit type staal is 0,3% -O,55%, veel gebruikte legeringselementen zijn Cr, Ni, Mn, v, enz. Om de bewerkbaarheid te verbeteren, worden s, ca en andere elementen toegevoegd.
Door de ontwikkeling, introductie en uitwerking van verschillende typische plastic vorm staal Y55CrNiMn-MoVS (SMI) is ontwikkeld in China met S-systeem van gemakkelijk te snijden plastic vorm staal, dat wordt gekenmerkt door vooraf geharde hardheid van 35-40 HRC, een goede bewerkbaarheid, niet langer warmtebehandeling na verwerking, kan direct worden gebruikt.
Voeg Ni vaste oplossing versterking en verhoging van de taaiheid, voeg Mn en S vormen de snijfase MnS; voeg Cr, Mo, V, verhoging van de hardbaarheid van staal 8Cr2S staal is voldoende om te behoren tot de snijprecisie mal staal.
3) Verouderingsharding van kunststof gietstaal
De ontwikkeling van lage kobalt, geen kobalt, lage nikkel martensitische veroudering staal, MASI is een typisch martensitische veroudering staal.
Na vaste oplossing behandeling door 8150C, de hardheid is 28-32 HRC, ding voor mechanische verwerking, en vervolgens door 4800C veroudering, veroudering vouw uit Ni3Mo, Ni3Ti en andere intermetallische verbindingen, zodat de hardheid van 48-52 HRC. hoge taaiheid van staal, kleine dimensionale veranderingen tijdens veroudering, goede lasprestaties, maar het staal Duur, minder populair in het land.
(4) corrosiebestendig kunststof gietstaal
Polyvinylchloride (Pvc) en ABS plus vlamvertragende hars als grondstoffen voor kunststof producten, de ontleding van corrosieve gassen die ontstaan tijdens het gietproces, zal de mal corroderen.
Daarom is kunststof gietstaal nodig om een goede corrosiebestendigheid te hebben. Buitenlands algemeen gebruikt corrosiebestendig plastic vorm staal martensitische roestvrij staal en precipitatie hardening roestvrij staal twee soorten.
Buitenlandse hebben zoals de Zweedse ASSAB STVAX (4Crl3) en A SSAB a 8407, enz.
Plastic Vormproducten
Vorm Inleiding
Allerlei gereedschappen en producten die in onze dagelijkse productie en ons leven worden gebruikt, van de basis van werktuigmachines en machineshells tot een kleine embryonale hoofdschroef, knoop en het omhulsel van diverse huishoudelijke apparaten, hebben allemaal een nauwe relatie met de mal.
De vorm van de mal bepaalt de vorm van deze producten en de verwerkingskwaliteit en precisie van de mal bepalen ook de kwaliteit van deze producten.
Vanwege de verschillende materialen, het uiterlijk, de specificaties en het gebruik van verschillende producten, zijn de matrijzen onderverdeeld in gietmallen, smeedmallen, spuitgietmallen, stempelmallen en andere niet-kunststof matrijzen, en kunststof matrijzen.
Technologietoepassingen
1. zoals: huishoudelijke apparaten, instrumenten en meters, bouwapparatuur, auto-industrie, dagelijkse hardware en vele andere gebieden, het aandeel van kunststof producten neemt snel toe.
Een redelijk ontworpen kunststof onderdeel kan vaak meerdere traditionele metalen onderdelen vervangen. De trend om industriële producten en producten voor dagelijks gebruik te plastificeren neemt toe.
2. de algemene definitie van schimmel: in de industriële productie, met een verscheidenheid aan persen en speciale gereedschappen gemonteerd op de pers, door de druk van metalen of niet-metalen materialen om onderdelen of producten van de vereiste vorm te maken, is dit speciale gereedschap gezamenlijk bekend als de mal.
3. Spuitgieten procesbeschrijving: matrijs is een gereedschap voor kunststofproducten produceren.

4. de algemene indeling van de schimmel: kan worden onderverdeeld in plastic mallen en niet-plastische mallen.
(1) niet-kunststof mallen zijn: gieten schimmel, smeden schimmel, stempelen schimmel, spuitgieten schimmel, enz.
A. Gietvorm - kraan, smeedijzeren platform
B. Smeedmatrijs - carrosserie
C. Stempelvorm - computerpaneel
D. Matrijs voor spuitgieten - superlegering, cilinderblok
(2) Plastic schimmel volgens het productieproces en de productieproducten zijn onderverdeeld in.
A. spuitgietmatrijs - TV-shell, toetsenbordknoppen (de meest gebruikte toepassing)
B. Luchtblaasmal - drankflessen
C. persgietvorm - bakelieten schakelaars, wetenschappelijke porseleinen schalen
D. Matrijzen voor spuitgieten - producten voor geïntegreerde schakelingen
E. Extrusievorm - lijmbuis, plastic zakken
F. Thermovormen schimmel-transparante gieten verpakking shell
G. Rotatiegietmatrijs - zacht rubberen poppenspeelgoed
Spuitgieten is de meest gebruikte methode bij het verwerken van kunststoffen.
De methode is toepasbaar op alle thermoplasten en sommige thermohardende kunststoffen, en de hoeveelheid kunststofproducten die gemaakt worden is ongeëvenaard door andere spuitgietmethoden.

Als een van de belangrijkste hulpmiddelen van spuitgieten proces, de spuitgietmatrijs, in termen van kwaliteitsnauwkeurigheid, productiecyclus en productie-efficiëntie in de spuitgieten proces, heeft een directe invloed op de kwaliteit, output, kosten en productvernieuwing van producten en bepaalt ook het reactievermogen en de snelheid van ondernemingen in de marktconcurrentie.
Het bepaalt ook het reactievermogen en de snelheid van de onderneming in de concurrentiestrijd op de markt.
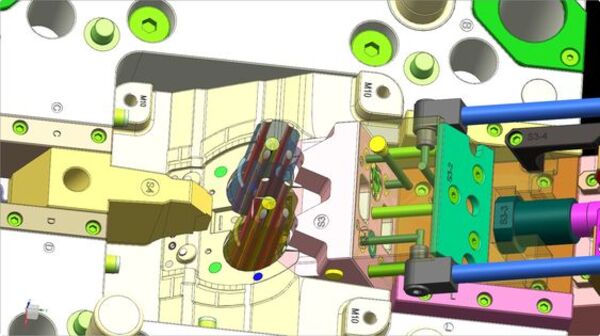
De spuitgietgereedschap is samengesteld uit meerdere staalplaten met verschillende onderdelen, in principe onderverdeeld in.
A Vormapparaat (holle vorm, bolle vorm)
B positioneerapparaat (geleidingszuil, geleidingsbus)
C vast apparaat (I-plaat, gietput)
D koelsysteem (watertransportopening)
E Systeem met constante temperatuur (verwarmingsbuis, hete draad)
F Lopersysteem (chirpgat, lopersleuf, lopersgat)
G Uitwerpsysteem (schietpen, schietstok)
5. De mallen kunnen worden onderverdeeld in drie categorieën op basis van de verschillende soorten gietsystemen.
(1) Schimmel met grote uitloop: de agent en de poort bevinden zich op de scheidingslijn en het product wordt samen gevormd wanneer de schimmel wordt geopend, het ontwerp is het eenvoudigst, gemakkelijk te verwerken en de kosten zijn laag, zodat meer mensen de werking van het systeem met grote uitloop goedkeuren.
(2) Fijne spout schimmel: de runner en poort zijn niet op de deellijn, over het algemeen direct op het product, dus het is noodzakelijk om meer dan een groep van spout deellijn ontwerpen, het ontwerp is ingewikkelder, de verwerking is moeilijker, over het algemeen afhankelijk van het product eisen en kies de fijne spout systeem.
(3) hot runner schimmel: de structuur van dit soort schimmel is ongeveer hetzelfde als die van fijne spout, het grootste verschil is dat de runner in een of meer hete runner platen en hot spout met constante temperatuur, geen koud materiaal ontvormen, de runner en poort zijn direct op het product, zodat de runner niet hoeft te worden ontvormd, dit systeem wordt ook wel geen spout systeem, het kan besparen grondstoffen, het is geschikt voor het geval van dure grondstoffen en hoge productvereisten, het ontwerp en de verwerking is moeilijk, de schimmel kosten hoger zijn.

Hot runner systeem, ook wel bekend als hot sprue systeem, bestaat voornamelijk uit hot sprue mouw, hot sprue plaat, temperatuurregeling elektrische box.
Er zijn twee soorten hot runnersystemen die we gewoonlijk gebruiken: single point hot gates en multi-point hot gates.
De enige hete poort van het punt is enige hete poortkoker te gebruiken om gesmolten plastiek in de holte direct te ontspruiten, is het geschikt voor enige holte enige poort plastic vorm; de hete poort met meerdere punten moet het gesmolten materiaal in elke sub hete poortkoker en dan in de holte door de hete poortplaat aftakken, is het geschikt voor het enige holte multi-punt voeden of vorm met meerdere holten.
Voordelen van runnersysteem
(1) Geen sprues, geen nabewerking, zodat het hele vormproces volledig geautomatiseerd is, waardoor werktijd wordt bespaard en de werkefficiëntie wordt verbeterd.
(2) Klein drukverlies. De temperatuur van de hete runner is gelijk aan de temperatuur van de spuitmond van de injectiemachine, waardoor oppervlaktecondensatie van de grondstof in de runner wordt voorkomen en het drukverlies van de injectie klein is.
(3) Herhaald gebruik van hulzen degradeert de kunststof prestaties, terwijl het gebruik van hot runner systeem zonder hulzen kan het verlies van grondstoffen te verminderen, waardoor het verminderen van de productkosten.
Met een uniforme temperatuur en druk in de holte hebben de plastic onderdelen een lage spanning en uniforme dichtheid en kunnen betere producten worden geïnjecteerd dan algemene spuitgieten systeem in een kortere vormtijd bij een kleinere injectiedruk.
Voor transparante onderdelen, dunne onderdelen, grote kunststof onderdelen of kunststof onderdelen met hoge eisen kan het zijn voordelen tonen en kleinere modellen gebruiken om grotere producten te produceren.
(4) De hittepijp keurt een gestandaardiseerd en geserialiseerd ontwerp goed, is uitgerust met verschillende optionele pijpkoppen en is goed uitwisselbaar.
Het unieke ontwerp en de unieke verwerking van de elektrische verwarmingsring zorgen voor een gelijkmatige verwarmingstemperatuur en een lange levensduur.
Het hete agentensysteem is uitgerust met hete agentplaten, temperatuurcontrolemechanismen, enz., met gevoelig ontwerp, diverse types, makkelijk te gebruiken, stabiele en betrouwbare kwaliteit.

Tekortkomingen bij de toepassing van hotrunnersystemen
(1) De totale sluithoogte van de matrijs neemt toe en de totale hoogte van de matrijs neemt toe door de toevoeging van hotrunnerplaten enz.
(2) De warmtestraling is moeilijk te controleren, de grootste fout van hot runner is het warmteverlies van de sprue, wat een groot probleem is dat moet worden opgelost.
(3) Er is thermische uitzetting, thermische uitzetting en inkrimping is een probleem waarmee rekening moet worden gehouden bij het ontwerpen.
(4) De matrijzenbouw kosten worden verhoogd, zijn de standaardonderdelen van hot sprue systeem duurder, wat de populariteit van hot sprue schimmel beïnvloedt.

Algemene software voor kunststof mallen
PTC's EMX, Siemens' NX Mold Wizard, CimatronE, Topsoild, Delcam Moldmaker, Missler's Topsolid Mold, Think3's Mold Design, Manusoft's IMOLD, R&B's MoldWorks, Solidworks, Pro-e, UG (de laatste drie zijn vooral productontwerpen, maar kunnen matrijsontwerp integreren), enz.
Kunststof schimmel polijstproces
Basisprocedures voor het polijsten van kunststof mallen
Om een polijsteffect van hoge kwaliteit te krijgen, is het belangrijk om polijstgereedschappen en hulpmiddelen van hoge kwaliteit te hebben, zoals oliesteen, schuurpapier en diamantslijppasta.
Het algemene proces van het polijsten van kunststof mallen is als volgt
1. Fijn polijsten
Voor het fijnpolijsten wordt voornamelijk diamantpolijstpasta gebruikt. Als de polijstdoekschijf gemengd wordt met diamantslijppoeder of -pasta voor het slijpen, is de gebruikelijke slijpvolgorde 9μm (#1800) tot 6μm (#3000) tot 3μm (#8000). 9μm diamantslijppasta en polijstdoekschijf kunnen gebruikt worden om de haarachtige slijpsporen te verwijderen die achtergelaten worden door #1200 en #1500 schuurpapier.
Vervolgens wordt er gepolijst met klevend vilt en diamantpolijstpasta in de orde van 1 μm (#14000) ~ 1/2 μm (#60000) ~ 1/4 μm (#100000). Polijstprocessen die een precisie van 1 μm of meer vereisen (inclusief 1 μm) kunnen worden uitgevoerd in een schone polijstkamer in de matrijzenmakerij.
Voor preciezer polijsten is een absoluut schone ruimte nodig. Stof, rook, roos en speekselschuim zullen waarschijnlijk meerdere uren werk verspillen om een zeer nauwkeurig gepolijst oppervlak te krijgen.
2. Ruw polijsten
Na het frezen, EDM, slijpen en andere processen kan het oppervlak gepolijst worden door te kiezen voor een roterende oppervlaktepolijstmachine met een snelheid van 35 000-40 000 tpm of een ultrasone slijpmachine.
Veelgebruikte methoden zijn het verwijderen van de witte EDM-laag met een wiel met een diameter van Φ 3 mm, WA # 400. Dit wordt gevolgd door handmatig polijsten met stroken oliesteen met kerosine als smeermiddel of koeling. Dit wordt gevolgd door handmatig polijsten met stroken oliesteen met kerosine als smeer- of koelmiddel.
De algemene volgorde van gebruik is #180 ~ #240 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000. veel matrijzenmakers kies ervoor om te starten vanaf #400 om tijd te besparen.
3. Halve afwerking polijsten
Bij het halfafgewerkt polijsten wordt voornamelijk schuurpapier en kerosine gebruikt. In feite is #1500 schuurpapier alleen geschikt voor gehard gietstaal (52 HRC en hoger) en niet voor voorgehard staal, omdat dit brandwonden aan het oppervlak kan veroorzaken op de voorgeharde onderdelen.
4. Zang Afwerking
Fijn polijsten met schuurpasta, 8000, 10.000 om een spiegelende afwerking te bereiken.

Methode voor het polijsten van plastic vormen
Mechanisch polijsten
Mechanisch polijsten is door het snijden, materiaaloppervlak plastische vervorming van het convexe deel van de gepolijste en glad oppervlak polijsten methode, over het algemeen met behulp van olie steen, wol wiel, schuurpapier, enz., voornamelijk met de hand, speciale onderdelen zoals het oppervlak van de roterende lichaam, kan gebruik maken van de draaitafel en andere hulpmiddelen, het oppervlak kwaliteitseisen van hoge kan worden gebruikt om ultra-precisie polijsten methode.
Ultraprecies slijpen en polijsten is het gebruik van speciale slijpmiddelen, die slijpmiddelen bevatten in de slijp- en polijstvloeistof, die op het oppervlak van het te bewerken werkstuk worden gedrukt, voor roterende beweging met hoge snelheid.
Met deze technologie kan een oppervlakteruwheid van Ra0,008μm worden bereikt, de hoogste onder de verschillende polijstmethoden. Deze methode wordt vaak gebruikt voor optische lensmallen.
Chemisch polijsten
Chemisch polijsten is het materiaal de microscopische uitsteeksels van het oppervlak laten oplossen in het chemische medium in plaats van de holle delen, waardoor een glad oppervlak wordt verkregen.
Het belangrijkste voordeel van deze methode is dat er geen ingewikkelde apparatuur nodig is, dat het werkstukken met een complexe vorm kan polijsten, dat het veel werkstukken tegelijk kan polijsten en dat het zeer efficiënt is.
Het kernprobleem van chemisch polijsten is de bereiding van de polijstoplossing. De oppervlakteruwheid die wordt verkregen door chemisch polijsten is over het algemeen enkele 10 µm.
Elektrolytisch polijsten
Het basisprincipe van elektrolytisch polijsten is hetzelfde als chemisch polijsten, namelijk door selectief de kleine uitsteeksels op het oppervlak van het materiaal op te lossen om het oppervlak glad te maken.
Vergeleken met chemisch polijsten kan het effect van kathodische reactie worden geëlimineerd en is het effect beter.
Elektrochemisch polijstproces is verdeeld in twee stappen: (1) macro nivellering Oplosproducten diffunderen in de elektrolyt, de geometrische ruwheid van het materiaaloppervlak neemt af, Ra>1μm. (2) micro nivelleren Anodische polarisatie, de oppervlaktehelderheid neemt toe, Ra<1μm.

Ultrasoon polijsten
Het werkstuk wordt in de slijpmiddelsuspensie geplaatst en samen in het ultrasone veld geplaatst, en het slijpmiddel wordt op het oppervlak van het werkstuk geslepen en gepolijst door gebruik te maken van het oscillerende effect van ultrasone golven.
De macrokracht van ultrasone verwerking is klein, veroorzaakt geen vervorming van het werkstuk, maar de productie en installatie van het gereedschap is moeilijker. Ultrasone verwerking kan worden gecombineerd met chemische of elektrochemische methoden.
Op basis van oplossingscorrosie en elektrolyse wordt vervolgens ultrasone trilling toegepast om de oplossing te agiteren, zodat de oplossingsproducten op het oppervlak van het werkstuk worden losgemaakt en de corrosie of elektrolyt in de buurt van het oppervlak uniform is; het cavitatie-effect van ultrasone golven in de vloeistof kan ook het corrosieproces remmen en het ophelderen van het oppervlak vergemakkelijken.
Vloeibaar polijsten
Vloeistofpolijsten vertrouwt op de snelle vloeistofstroom en de slijpdeeltjes die door het werkstukoppervlak worden meegevoerd om het doel van het polijsten te bereiken.
Veelgebruikte methoden zijn: slijpstraalbewerking, vloeistofstraalbewerking, slijpen met vloeistof, enz. Vloeistofstraalpolijsten wordt aangedreven door hydraulische druk, zodat het vloeibare medium met slijpdeeltjes met hoge snelheid over het oppervlak van het werkstuk stroomt.
Het medium bestaat voornamelijk uit een speciale verbinding (polymeerachtige substantie) met een goede vloeibaarheid onder lage druk en wordt gemengd met slijpmiddel, en het slijpmiddel kan bestaan uit siliciumcarbidepoeder.
Magnetisch polijsten
Magnetisch slijpen en polijsten is het gebruik van magnetische slijpmiddelen om slijpborstels te vormen onder invloed van een magnetisch veld om het werkstuk te slijpen en te bewerken.
Deze methode heeft een hoge verwerkingsefficiëntie, goede kwaliteit, gemakkelijke controle van de verwerkingsomstandigheden en goede werkomstandigheden.
Met geschikte schuurmiddelen kan de oppervlakteruwheid Ra0,1 µm bereiken.
Mechanisch polijsten gebaseerd op de methode, het polijsten gezegd in plastic vorm De verwerking is heel anders dan het polijsten van het oppervlak dat in andere industrieën vereist is, strikt genomen zou het polijsten van de mal spiegelverwerking genoemd moeten worden.
Vereist in andere industrieën, strikt genomen, moet het polijsten van de mal spiegeloppervlaktebewerking worden genoemd.
Er worden niet alleen hoge eisen gesteld aan het polijsten zelf, maar ook aan de vlakheid, gladheid en geometrische nauwkeurigheid van het oppervlak.
Oppervlaktepolijsten is over het algemeen alleen nodig om een glanzend oppervlak te krijgen. Verwerkingsnormen voor spiegels zijn onderverdeeld in vier niveaus: AO = Ra0.008μm, A1 = Ra0.016μm, A3 = Ra0.032μm, A4 = Ra0.063μm, als gevolg van elektrolytisch polijsten, vloeibaar polijsten en andere methoden zijn moeilijk om nauwkeurig de geometrische nauwkeurigheid van de onderdelen, terwijl chemisch polijsten, ultrasoon polijsten, magnetisch polijsten en andere methoden van oppervlaktekwaliteit kan niet voldoen aan de eisen, dus precisie De spiegel oppervlak verwerking van de mal is nog steeds voornamelijk mechanisch polijsten.
Basisprocedure
Om een polijsteffect van hoge kwaliteit te verkrijgen, is het belangrijk om polijstgereedschap en hulpmiddelen van hoge kwaliteit te hebben, zoals oliesteen, schuurpapier en diamantpolijstpasta.
En de keuze van de polijstprocedure hangt af van de oppervlaktegesteldheid na de voorbewerking, zoals mechanische bewerking, EDM, slijpen, enz.

Vorm Ontwikkeling
China's jaarlijkse plastic vorm productie bereikte ongeveer 53,4 miljard RMB? Geloof jij het?
Door de snelle ontwikkeling van de Chinese economie zijn de eisen van plastic vorm industrie zijn meer en meer streng, dus het biedt een enorme impuls voor de ontwikkeling van kunststof matrijzen industrie.
Volgens nauwkeurige statistieken bereikt de jaarlijkse productiewaarde van kunststof matrijzen in China 53,4 miljard RMB.
Met de snelle ontwikkeling van de auto-industrie en IT-industrie, heeft de binnenlandse schimmel industrie snelle ontwikkeling, wordt ervan uitgegaan dat het aandeel van de plastic mallen in China's schimmel industrie kan oplopen tot 30%, wordt verwacht dat in de toekomstige schimmel markt, het aandeel van plastic mallen van de totale matrijzen zal nog steeds geleidelijk toenemen en de ontwikkelingssnelheid zal sneller zijn dan bij andere matrijzen.
Het is gemeld dat de schimmel industrie sinds 2000 met een jaarlijkse snelheid van 20% snelle groei, het trekken van de schimmel rang, verfijnde matrijzenbouw apparatuur voor het niveau van schimmeltechnologie om een garantie te bieden.
Analyse dat, als gevolg van de invoer van schimmel, precisie, grote, complexe, lange levensduur schimmel goed voor de meeste, dus, vanuit het perspectief van het verminderen van de invoer, verbetering van de lokalisatie-tarief, het aandeel van dergelijke hoogwaardige schimmel in de markt zal ook geleidelijk toenemen.

De snelle ontwikkeling van de bouwsector, zodat een verscheidenheid van profiel extrusie mallen, PVC kunststof buis gezamenlijke mallen uitgegroeid tot een nieuwe economische groei punt in de schimmel markt.
De snelle ontwikkeling van snelwegen, autobanden ook naar voren gebracht hogere eisen, zodat radiale rubber band mallen, met name de ontwikkeling van de levende schimmel zal ook hoger zijn dan het totale gemiddelde; kunststof in plaats van hout, kunststof in plaats van metaal naar plastic mallen maken in de auto-en motorfietsindustrie, de vraag naar Huge; huishoudelijke apparaten industrie in de "12e Five-Year Plan" periode zal een grotere ontwikkeling, met name koelkasten, airconditioners en magnetrons, enz. plastic vorm de vraag naar reserveonderdelen is groot
Tegelijkertijd is het tempo van de structurele aanpassing van de kunststof schimmel industrie versnelt, het aantal en de capaciteit van de professionele fabrikanten van kunststof mallen voor de markt groeit ook snel.
Volgens de analyse van de productie, verkoop, marktsituatie, industriestructuur, producten en import en export van productie van kunststof mallen industrie, met verwijzing naar de ontwikkelingstrend van plastic vorm gerelateerde industrieën, voorspellen de toekomstige ontwikkelingsrichting van China's productie van kunststof mallen industrie waar precies, uiteindelijk hoeveel ontwikkelingspotentieel van China's productie van kunststof mallen industrie, deze moeten worden geverifieerd.







