 Overslaan naar inhoud
Overslaan naar inhoud 
Oplossingen voor precisiepolijsten van gietstaal
Verbeter de prestaties van spuitgietmatrijzen met de precisie polijstoplossingen van ZetarMold. Ontdek deskundige technieken voor superieure afwerking van gietstaal!
Bronnen voor oplossingen voor precisiepolijsten van staal voor spuitgietmatrijzen
Wat is precisieslijpen voor spuitgietstaal?
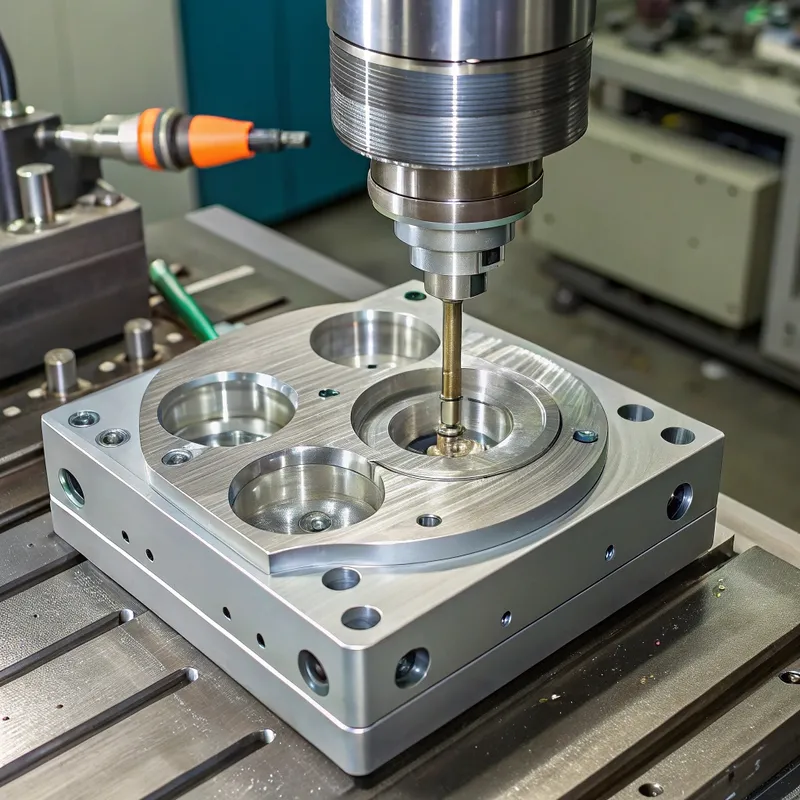
Precisie-Polijsten voor Spuitgietmatrijzen verwijst naar een reeks nauwgezette mechanische en/of chemisch-mechanische oppervlakteafwerkingsbewerkingen die worden uitgevoerd op de holte, kern en andere functionele oppervlakken van een spuitgietmatrijs van gereedschapsstaal. Het primaire doel is om een specifieke, zeer verfijnde oppervlaktestructuur te verkrijgen, meestal een spiegelende afwerking of een nauwkeurig gecontroleerd mat of gestructureerd oppervlak, afhankelijk van de vereisten van het eindproduct.
Volledige technische naam: Precisie-oppervlakteafwerking van gereedschapsstaal voor spuitgietmatrijzen.
Gebruikelijke aliassen: Polijsten van vormen, polijsten van gereedschappen, polijsten van holtes, spiegelen (voor hoogglans).
1. Kernprincipes:
Progressieve materiaalverwijdering: Bij het polijsten worden achtereenvolgens microscopisch kleine laagjes staal verwijderd met steeds fijnere schuurmiddelen. Elke stap verwijdert de krassen en oneffenheden die de vorige, grovere stap achterliet.
Oppervlakte-integriteit: Het proces is gericht op het verbeteren van de oppervlakte-integriteit van het staal door het verwijderen van bewerkingssporen, opnieuw gegoten EDM-lagen en andere defecten, wat leidt tot een homogeen en glad oppervlak.
Nauwkeurigheid van de afmetingen: Terwijl er materiaal wordt verwijderd, moeten bij het precisiepolijsten de kritieke afmetingen en geometrische toleranties van de mal behouden blijven.
④ Bereiken van gespecificeerde afwerking: Het uiteindelijke doel is om te voldoen aan een vooraf gedefinieerde standaard voor oppervlakteafwerking, zoals die van de Society of the Plastics Industry (SPI), of aan aangepaste specificaties.
2. Basisconcepten:
Gietstaal: Gespecialiseerde gereedschapsstalen (bijv. P20, H13, S7, 420SS) worden gebruikt voor spuitgietmatrijzen vanwege hun hardheid, taaiheid, slijtvastheid en polijstbaarheid. De keuze van het staal heeft een grote invloed op het bereikbare polijstniveau en de vereiste inspanning.
Oppervlakteruwheid (Ra, Rz): Kwantificeerbare maten van oppervlaktestructuur. Ra (Roughness Average) is het rekenkundig gemiddelde van de absolute waarden van de profielhoogteafwijkingen van de gemiddelde lijn. Lagere Ra-waarden duiden op gladdere oppervlakken.
Glanseenheden (GU): Een maat voor de speculaire reflectie (glans) van een oppervlak.
Schuurmiddelen: Materialen zoals diamantverbindingen, aluminiumoxide, siliciumcarbide en gespecialiseerde lapstenen worden gebruikt in verschillende korrelgroottes.
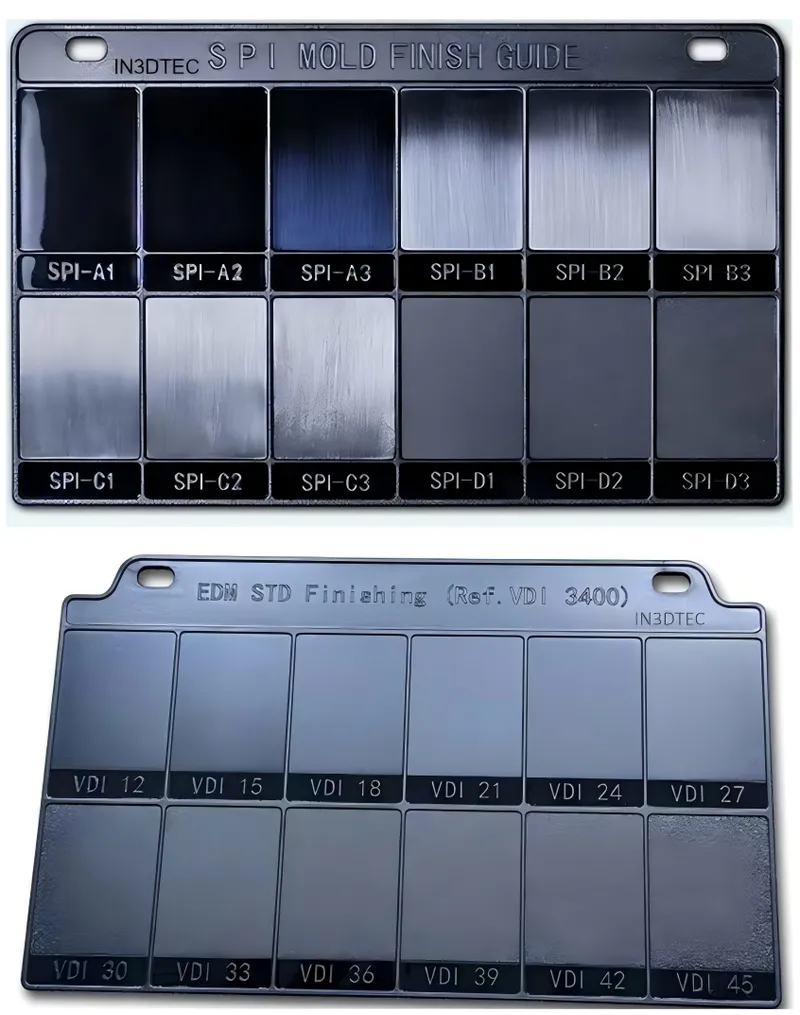
SPI-afwerkingsnormen: Door de industrie geaccepteerde richtlijnen (A-1 tot D-3) die afwerkingen van matrijsoppervlakken classificeren van hoogglanzende spiegel tot mat/gestraald.

De cruciale rol van polijsten bij spuitgietsucces
Nauwkeurig polijsten is niet alleen het glanzend maken van de mal; het speelt een veelzijdige rol:
1. Deel Esthetiek:
De oppervlakteafwerking van de matrijs wordt direct gerepliceerd op het kunststof onderdeel. Een hoogglanzende matrijs produceert een hoogglanzend onderdeel, wat cruciaal is voor consumentenelektronica, auto-interieurs en hoogwaardige verpakkingen.
2. Loslaten van onderdelen (uitwerpen):
Gladdere matrijsoppervlakken verminderen de wrijving, waardoor het kunststofdeel gemakkelijker kan worden uitgeworpen. Dit kan de cyclustijden verkorten, de spanning op het werkstuk verminderen en de behoefte aan lossingsmiddelen voor matrijzen minimaliseren.
3. Duurzaamheid en levensduur van de schimmel:
Een goed gepolijst oppervlak is vaak beter bestand tegen corrosie en slijtage, vooral als de restspanningen van de bewerking zijn verwijderd. Het kan ook voortijdige vervuiling door kunststofresten voorkomen.
4. Optische helderheid:
Voor transparante onderdelen zoals lenzen of lichtbuizen is een polijstmiddel van uitzonderlijk hoge kwaliteit (SPI A-1 of beter) essentieel om optische helderheid te bereiken en lichtverstrooiing te voorkomen.
5. Stromingseigenschappen:
Een hoog gepolijst oppervlak kan de stroom van gesmolten kunststof in de matrijsholte beïnvloeden, maar dit is vaak een secundair effect vergeleken met het ontwerp van de poort en de smelttemperatuur.
6. Reiniging en onderhoud:
Gladdere oppervlakken zijn gemakkelijker schoon te maken en minder vatbaar voor materiaalophoping.

Classificaties en soorten schimmelpolijstmiddelen
Schimmelpolish kan worden ingedeeld op basis van verschillende criteria:
1. Gebaseerd op bereikte oppervlakteafwerking (bijv. SPI-normen):
- SPI A-1 (graad #3 Diamant Buff): Hoogste glans, spiegelend, optisch helder. Bereikt met 0-1 micron diamantpolijst. (bijv. voor lenzen, hoogwaardige reflectoren).
- SPI A-2 (Grade #6 Diamond Buff): Hoogglans, fijne spiegel. Bereikt met 2-3 micron diamantpolijstmiddel. (bijv. voor hoogwaardige cosmetische onderdelen).
- SPI A-3 (Grade #15 Diamond Buff): Medium glans, fijne reflectie. Bereikt met 3-5 micron diamantpolijstmiddel.
- SPI B-1 (korrel 600): Halfglanzend, fijn satijn. Geen zichtbare krassen.
- SPI B-2 (korrel 400): Halfglanzend, medium satijn.
- SPI B-3 (korrel 320): Halfglanzend, grof satijn.
- SPI C-1 (steen met korrel 600): Matte afwerking, fijne steen.
- SPI C-2 (steen met korrel 400): Matte afwerking, medium steen.
- SPI C-3 (steen met korrel 320): Matte afwerking, grove steen.
- SPI D-1 (Dry Blast #11 glasparel): Mat, fijn gestraald.
- SPI D-2 (Dry Blast #240 Oxide): Mat, medium glans.
- SPI D-3 (Dry Blast #24 Oxide): Matte, grove straal.
- (Opmerking: Er bestaan ook andere normen zoals VDI (Duits), met name voor oppervlakken met structuur).
2. Gebaseerd op polijstmethode:
- Handmatig polijsten: Hoogopgeleide technici gebruiken handgereedschap (stenen, lappingsticks, viltstaven, doeken) met schuurmiddelen. Biedt precisie en controle voor complexe geometrieën.
- Machinaal ondersteund polijsten: Maakt gebruik van aangedreven gereedschappen zoals roterende polijstmachines, ultrasone polijstmachines of lapmachines om het proces te versnellen, vooral voor grotere of eenvoudigere oppervlakken. Vaak gecombineerd met handmatig retoucheren.
- Automatisch polijsten (robot): In opkomst voor grote volumes of repetitieve polijsttaken, maar nog steeds uitdagingen met complexe 3D oppervlakken.
3. Gebaseerd op doel/toepassing:
- Optisch Pools: Extreme helderheid, minimale defecten (SPI A-1 of aangepaste specificaties voor optische onderdelen).
- Cosmetische hoogglans Polish: Voor visueel aantrekkelijke consumentenproducten (meestal SPI A-2 tot B-1).
- Functioneel Pools: Gericht op het verbeteren van afgifte of slijtvastheid, vereist mogelijk geen hoge glans (bijv. SPI B- of C-kwaliteiten).
- Voorbewerken Pools: Een specifieke gladde afwerking (bijv. SPI C-1) is vereist voordat chemisch etsen of lasertexturering wordt toegepast.
- Mat/Satijn afwerking: Opzettelijk niet-reflecterend, vaak bereikt met fijne schuurmiddelen of stralen.
Belangrijkste industrieën en toepassingen die om precisiepolijsten vragen
Diverse industrieën zijn sterk afhankelijk van met precisie gepolijste mallen:
1. Automobiel:
Koplamplenzen, achterlichtkappen, interieuronderdelen (dashboard, consoles met hoogglansafwerking), verchroomde lookalike-onderdelen.
2. Consumentenelektronica:
Behuizingen voor smartphones, laptops, televisies, huishoudelijke apparaten die een slank, hoogglanzend oppervlak vereisen.
3. Medische hulpmiddelen:
Optisch heldere onderdelen (cuvetten, diagnostische disposables), behuizingen voor medische apparatuur, implanteerbare apparaten (waar de gladheid van het oppervlak kritisch is voor de biocompatibiliteit).
4. Optica en fotonica:
Lenzen, prisma's, lichtgeleiders, optische vezels waar SPI A-1 of zelfs aangepaste superfinishes verplicht zijn.
5. Verpakking:
Hoogwaardige cosmetische verpakkingen, transparante voedselverpakkingen, doppen en sluitingen met hoogwaardige afwerkingen.
6. Ruimtevaart:
Interieuronderdelen, transparante luifels, onderdelen die een hoge weerstand tegen vermoeiing vereisen.
7. Speelgoed:
Hoogglanzend, visueel aantrekkelijk plastic speelgoed.
Voordelen van investeren in hoogwaardig schimmelpolijsten
De voordelen gaan veel verder dan esthetiek:
1. Superieure kwaliteit van onderdelen:
De directe replicatie van het matrijsoppervlak zorgt voor onberispelijke, defectvrije kunststofonderdelen.
2. Verbeterde aantrekkingskracht van het product:
Hoogglanzende of perfect gestructureerde oppervlakken verbeteren de gepercipieerde waarde en verkoopbaarheid van producten aanzienlijk.
3. Verbeterde afgifte van de gietvorm:
Door de verminderde wrijving kunnen onderdelen gemakkelijk worden uitgeworpen, waardoor de spanning op het onderdeel en de matrijs tot een minimum wordt beperkt en de cyclustijden mogelijk worden verkort.
4. Lagere schrootpercentages:
Minder defecten zoals sleepsporen, vloeilijnen of oppervlakteonvolmaaktheden op gegoten onderdelen.
5. Verhoogde levensduur van schimmels:
Een goed gepolijst oppervlak is beter bestand tegen slijtage, corrosie en de opbouw van residu's, waardoor de levensduur van het gereedschap wordt verlengd.
6. Lagere onderhoudskosten:
Eenvoudiger te reinigen matrijzen verminderen de stilstandtijd en het onderhoud.
7. Consistentie in productie:
Zorgt voor een consistente oppervlakteafwerking van onderdeel tot onderdeel over lange productieruns.
8. Geavanceerde ontwerpen inschakelen:
Hiermee kunnen optisch heldere onderdelen of ingewikkelde details worden gegoten die onmogelijk zouden zijn met slecht afgewerkte mallen.

Mogelijke nadelen en uitdagingen van precisiepolijsten
Precisiepolijsten is zeer nuttig, maar brengt ook uitdagingen met zich mee:
1. Kosten:
Het is een arbeidsintensief en vaardigheidsafhankelijk proces dat de productiekosten van de matrijs aanzienlijk verhoogt, vooral voor afwerkingen op hoger SPI A-niveau.
2. Doorlooptijd:
Polijsten, vooral volgens hoge normen, kan veel tijd toevoegen aan het leveringsschema van de mal.
3. Risico op overpolijsten of fouten:
Verkeerde technieken kunnen leiden tot maatonnauwkeurigheden (bijvoorbeeld afgeronde randen, schuine oppervlakken), gewijzigde geometrie of "sinaasappelhuid"-effecten.
4. Afhankelijkheid van vaardigheden:
Om afwerkingen van topkwaliteit te bereiken, zijn zeer ervaren en vakkundige polijsters nodig. Er is een tekort aan dergelijke expertise.
5. Materiële beperkingen:
Niet alle gietstalen polijsten even goed. Sommige staalsoorten zijn inherent moeilijker te polijsten tot een hoge glans door hun microstructuur (bv. grote carbiden, insluitsels).
6. Scherpe randen/details behouden:
Het is een uitdaging om zonder speciale technieken een hoog polijstniveau te bereiken en tegelijkertijd scherpe hoeken of ingewikkelde details perfect te behouden.
7. Subjectiviteit:
Hoewel er standaarden zoals SPI bestaan, kan er nog steeds sprake zijn van enige subjectiviteit bij het beoordelen van de kwaliteit van polijstwerk, vooral op de hoogste niveaus.
Deskundigengids voor precisiemouldpolijsten
Maak gebruik van superieure productkwaliteit met onze deskundige gids voor het nauwkeurig polijsten van spuitgietstaal.
Bronnen voor oplossingen voor precisiepolijsten van staal voor spuitgietmatrijzen
Het vergelijken van de polijstbaarheid van gietstaal: Een belangrijke factor
De keuze van het gietstaal heeft een grote invloed op het gemak en de kwaliteit van het polijsten:
1. Sterk polijstbare staalsoorten (bijv. 420 roestvrij staal, Stavax ESR, S136, NAK80): Deze staalsoorten zijn speciaal ontworpen of bewerkt (bijv. Electro-Slag Remelting - ESR) voor hoge zuiverheid, fijne microstructuur en uniforme hardheid, waardoor ze ideaal zijn voor SPI A-1 afwerkingen en optische toepassingen. NAK80 is een precipitatiehardend staal dat bekend staat om zijn uitstekende polijstbaarheid en het feit dat er geen warmtebehandeling na het lassen nodig is.
2. Goed polijstbare staalsoorten (bijv. H13, P20 gemodificeerd, S7): Veel voorkomend werkpaardstaal. H13 kan, mits goed warmtebehandeld, goede SPI A-2/A-3 afwerkingen bereiken. P20 wordt meestal gebruikt voor B- of C-afwerkingen, maar aangepaste kwaliteiten kunnen hogere afwerkingen bereiken. S7 is taai en kan goed gepolijst worden.
3. Matig/moeilijk te polijsten staalsoorten (bijv. standaard P20, sommige gereedschapsstalen met grote carbiden of lagere zuiverheid): Kan beperkt zijn tot SPI B of C afwerkingen. Het bereiken van een hoge glans kan zeer uitdagend en tijdrovend zijn.
Factoren in staal die de polijstbaarheid beïnvloeden:
Netheid: Minder insluitsels (sulfiden, oxiden, silicaten) betekent minder putjes en defecten tijdens het polijsten. ESR- of VAR-processen (Vacuum Arc Remelting) verbeteren de zuiverheid.
Homogeniteit en microstructuur: Een fijne, uniforme korrelstructuur en goed verdeelde kleine carbiden zijn cruciaal. Grote, niet gelijkmatig verdeelde carbiden kunnen tijdens het polijsten "uittrekken" en putjes achterlaten.
Hardheid: Over het algemeen polijsten hardere staalsoorten (binnen hun werkbereik) beter tot een hogere glans, maar vereisen ook meer inspanning. Een constante hardheid is van vitaal belang.
④ Reactie op warmtebehandeling: De juiste warmtebehandeling is cruciaal om de gewenste hardheid en microstructuur te bereiken voor optimaal polijsten.
Belangrijkste kenmerken van een nauwkeurig gepolijst matrijsoppervlak
Een gepolijst oppervlak van hoge kwaliteit wordt gedefinieerd door verschillende meetbare en waarneembare kenmerken:
1. Lage oppervlakteruwheid (Ra, Rz, Sa):
SPI A-1 kan Ra < 0,005 µm (of 5 nm). Sa (areale gemiddelde ruwheid) wordt steeds gebruikelijker voor 3D-oppervlakken.
2. Hoogglans / Reflectievermogen:
Gemeten in Glanseenheden (GU) met behulp van een glansmeter. Waarden zijn afhankelijk van de meethoek (bijv. 20°, 60°, 85°).
3. Afwezigheid van defecten:
Geen zichtbare krassen, putjes, "sinaasappelhuid", golving, wazigheid, kometen, vlekken of schuursporen onder gespecificeerde vergroting.
4. Helderheid / afwezigheid van nevel:
Voor optische poetsmiddelen zijn een hoge lichttransmissie en minimale verstrooiing essentieel.
5. Scherpte van details:
Behoud van fijne details en scherpe randen volgens het ontwerp van de mal.
6. Uniformiteit:
Consistente afwerking over het gehele gepolijste oppervlak, inclusief complexe geometrieën.
7. Richtinggevoeligheid (Lay):
Voor sommige afwerkingen (bijv. geborsteld) is een specifiek richtingspatroon gewenst. Voor spiegelpolish mag er geen laag zichtbaar zijn.
Het kernproces: Stap voor stap naar een vlekkeloze afwerking
Het bereiken van een precisiepolijst is een nauwgezet, meerfasenproces:
1. Voorbereiding en inspectie voor machinale bewerking:
- Zorg ervoor dat het matrijsoppervlak goed bewerkt is (gefreesd, geslepen of EDM-gestuurd) met minimale schade aan de ondergrond.
- Verwijder alle EDM-recastlaag (harde, broze laag) volledig, meestal door stenigen of licht frezen. Dit is cruciaal omdat de gietlaag niet goed polijst en kan afschilferen.
- Inspecteer op diepe bewerkingssporen, inkepingen of defecten die verwijderd moeten worden voordat het polijsten begint.
- Controleer het staaltype en de hardheid.
2. Grof stenigen / slijpen (grof schuren):
- Doel: Bewerkingssporen verwijderen, EDM opnieuw gieten en initiële vlakheid/geometrie vaststellen.
- Gereedschap & schuurmiddelen: Grove schuurkorrels (bijv. aluminiumoxide korrel 120-320 of siliciumcarbide), slijpgereedschap.
- Techniek: Werk in een consistent patroon, vaak kriskras, en zorg ervoor dat alle eerdere markeringen worden verwijderd. Gebruik een geschikt smeermiddel/koelmiddel.
3. Semi-finishing Stoning / Lapping (Medium Abrasive Stage):
- Doel: Verwijder de krassen van de ruwe steenfase en verfijn het oppervlak verder.
- Gereedschap & schuurmiddelen: Stenen met gemiddelde korrel (bijv. korrel 400-800), schuurpapier/doeken gemonteerd op lappendragers, diamantvijlen.
- Techniek: Ga verder met steeds fijnere korrels en verander de polijstrichting bij elke korrelwissel om er zeker van te zijn dat eerdere sporen volledig verwijderd zijn. Zorgvuldig reinigen tussen de korrelstappen is van vitaal belang om overdracht van grovere deeltjes te voorkomen.
4. Fijnschuren/prepolijsten (fijnschurende fase):
- Doel: Bereid het oppervlak voor op het uiteindelijke spiegelpolijsten door alle zichtbare krassen uit eerdere stadia te verwijderen.
- Gereedschap & schuurmiddelen: Stenen met fijne korrel (bijv. korrel 1000-1200), zeer fijn schuurpapier (bijv. tot korrel 2000-5000), fijne diamantverbindingen (bijv. 45 tot 15 micron) die worden aangebracht met lappingsticks (hout, messing, gietijzer) of harde vilten bobs.
- Techniek: Extreme netheid is van het grootste belang. De polijstrichting is cruciaal.
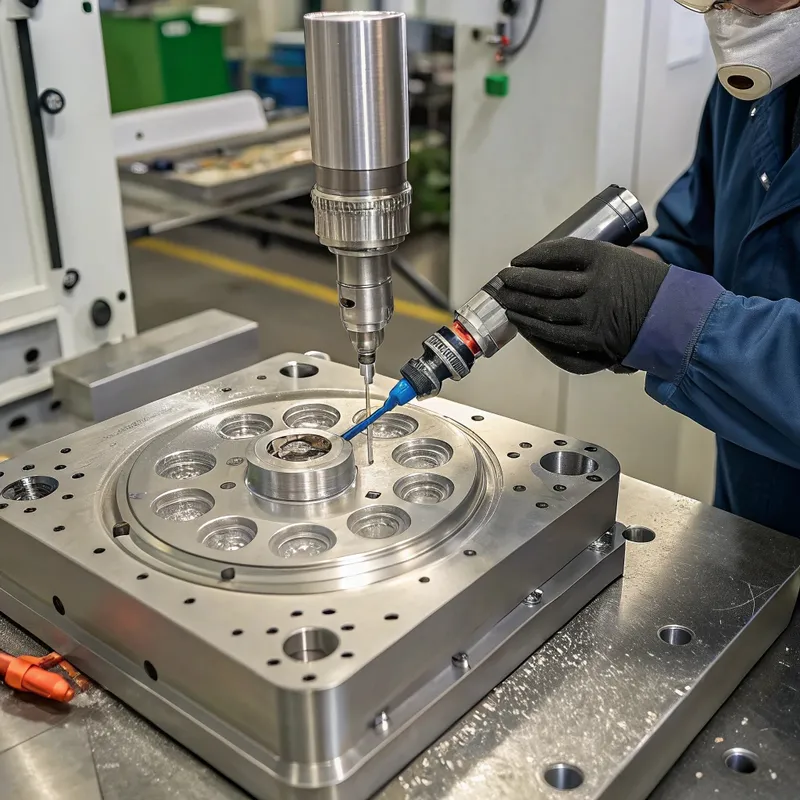
5. Spiegelpolijsten / polijsten (diamantpolijstfase):
- Doel: Bereik het uiteindelijke gewenste glansniveau (bijv. SPI A-1, A-2, A-3).
- Gereedschap & schuurmiddelen: Diamantverbindingen/pasta's (bijv. 15 micron tot 0,25 micron of fijner), aangebracht met viltstaafjes, watten, zachte houtlappen of speciale polijstdoeken. Er worden roterende gereedschappen, ultrasone polijstmachines of handmatige methoden gebruikt.
- Techniek: Lichte druk, specifieke bewegingspatronen. Elke diamantkorrel moet de sporen van de vorige, grovere diamant volledig verwijderen. Het polijstmedium (vilt, hout) moet zachter zijn dan het staal om te voorkomen dat er schuurmiddel in blijft zitten.
6. Eindschoonmaak en inspectie:
- Reinig het oppervlak van de mal grondig om alle polijstresten te verwijderen.
- Inspecteer onder de juiste verlichting (bijv. diffuus, gericht) en vergroting om te controleren of de afwerking voldoet aan de specificaties (SPI-norm, visuele monsters, glansmeterwaarden).

Belangrijke overwegingen bij het polijsten van precisiemallen
Talrijke factoren beïnvloeden het resultaat van polijsten:
1. Selectie en kwaliteit van gietstaal:
Zoals besproken, polijsten schonere, meer homogene staalsoorten met fijne microstructuren het best.
2. Warmtebehandeling:
Een juiste, gelijkmatige warmtebehandeling tot de juiste hardheid is essentieel. Zachte plekken of een inconsistente hardheid leiden tot ongelijkmatig polijsten. Spanningsontlasting na ruw bewerken kan ook nuttig zijn.
3. Oppervlaktegesteldheid vóór het polijsten:
De kwaliteit van het oorspronkelijke bewerkte of vonkverspanende oppervlak is van grote invloed op de inspanning en tijd die nodig zijn voor het polijsten. Een goede EDM-afwerking met een minimale recastlaag heeft de voorkeur.
4. Slijpmiddelkeuze en -volgorde:
Het gebruik van de juiste volgorde van slijptypes en korrelgroftes is van fundamenteel belang. Het overslaan van grits leidt tot diepere krassen die moeilijk te verwijderen zijn.
5. Smering/Koelmiddelen:
De juiste smeermiddelen (bijv. spiritus, speciale polijstoliën) helpen om spanen af te voeren, voorkomen dat het slijpmiddel wordt belast en koelen het oppervlak.
6. Polijstgereedschappen & houders:
De keuze van lapstaafjes (hout, messing, staal, hard vilt), bobs en aangedreven gereedschappen (roterend, heen en weer bewegend, ultrasoon) hangt af van de geometrie en de fase van het polijsten.
7. Technicus Vaardigheden en ervaring:
Dit is misschien wel de meest kritische factor, vooral voor het handmatig polijsten van complexe vormen tot hoge SPI A-niveaus. Het vereist geduld, een scherp oog en "gevoel" voor het proces.
8. Reinheid en verontreinigingscontrole:
Een spikkeltje grover grit dat overgebracht wordt naar een fijnere fase kan uren werk verpesten. Toegewijde gereedschappen en een onberispelijke netheid zijn essentieel.
9. Druk en snelheid:
De juiste druk en gereedschapssnelheid toepassen is cruciaal. Een te hoge druk of snelheid kan hitte opwekken, "sinaasappelhuid" veroorzaken of hardmetaal uittrekken.
10. Polijstrichting:
Het veranderen van de polijstrichting (bijv. 45-90 graden) tussen de polijststappen helpt bij het identificeren en effectief verwijderen van eerdere kraspatronen.
11. Behoud van randen en details:
Speciale zorg is nodig om te voorkomen dat scherpe randen worden afgerond of fijne details worden uitgewassen. Technieken zoals het gebruik van hardere lappen in de buurt van randen of afplakken kunnen helpen.
Het juiste gietstaal kiezen voor optimale polijstbaarheid
1. Voor SPI A-1 (Optische Kwaliteit/Lenskwaliteit):
- 420 roestvrij staal (ESR/VAR): Uitstekende keuze, corrosiebestendig.
- S136 / Stavax ESR: Hoogwaardig roestvrij, zeer zuiver.
- NAK80: Precipitatiehardend, zeer goed polijstbaar, goed lasbaar zonder opnieuw te verharden.
- HPM38 (gelijk aan S136): Nog een roestvrije optie van hoge kwaliteit.
2. Voor SPI A-2 / A-3 (Cosmetisch Hoogglans):
- H13 (ESR/VAR): Goed indien perfect hittebehandeld en schoon.
- Aangepaste P20-kwaliteiten: Sommige eigen staalsoorten van het P20-type bieden een verbeterde polijstbaarheid.
3. Voor SPI B-afwerkingen (halfglans):
- P20 (voorgehard): Standaardkeuze, kosteneffectief.
- H13, S7: Ook geschikt.
4. Voor SPI C & D-afwerkingen (mat/geweven):
- De meeste gereedschapsstalen kunnen deze afwerkingen bereiken, omdat het uiteindelijke oppervlak vaak wordt ontpit of gestraald in plaats van hoogglans gepolijst. De focus ligt meer op duurzaamheid en bewerkbaarheid.
Veelvoorkomende gebreken bij het polijsten van schimmels: Oorzaken en oplossingen
| Defect | Beschrijving | Veel voorkomende oorzaken | Oplossingen |
|---|---|---|---|
| Krassen | Lijnen of groeven op het oppervlak. | Grove korrelvervuiling, overslaan van korrels, beschadigd polijstgereedschap, verkeerde druk, onvoldoende vorige stap. | Opnieuw polijsten met een korrel die fijn genoeg is om de kras te verwijderen, maar grof genoeg om efficiënt te zijn. Verbeter de netheid. Gereedschap controleren. Zorg ervoor dat de vorige stap voltooid is. |
| Putjes/gaten | Kleine putjes of gaatjes in het oppervlak. | Insluitsels in staal, uitgetrokken carbiden, corrosie, EDM-boogputjes niet volledig verwijderd. | Gebruik schoner staal (ESR/VAR). Lichtere polijstdruk. Zorg voor volledige verwijdering van EDM-resten. Soms zijn putjes inherent aan de staalkwaliteit. |
| Sinaasappelschil | Golvende, bobbelige textuur die lijkt op een sinaasappelschil. | Te hoge druk/snelheid met roterende gereedschappen, zachte polijstschijven op zacht staal, oververhitting van het oppervlak, slechte warmtebehandeling. | Gebruik lichtere druk, lagere snelheden, hardere polijstschijven of lapperende stokken. Zorg voor de juiste staalhardheid en spanningsontlasting. Koelmiddel. |
| Nevel / Troebelheid | Melkachtig of troebel uiterlijk, gebrek aan helderheid op spiegelafwerkingen. | Fijne krassen niet volledig verwijderd, resten van polijstmiddelen, verkeerd reinigen, vocht. | Voorzichtig napolijsten met laatste diamantstappen. Grondig reinigen met geschikte oplosmiddelen. Zorg ervoor dat het oppervlak droog is. |
| Komeetstaarten | Een kras met een "staart" van fijnere krassen of verstoord materiaal. | Een groter slijpdeeltje wordt over het oppervlak gesleept, zet zich vast en breekt dan af. | Verbeter de reinheid rigoureus. Smeermiddelen filteren. Aangetast gebied opnieuw polijsten. |
| Gerolde randen | Afgeronde hoeken of randen waar scherpte was bedoeld. | Overmatige druk in de buurt van randen, zacht lapgereedschap, polijstbeweging over de rand. | Gebruik hardere lepgereedschappen in de buurt van randen, maskeer randen, polijst weg van randen of parallel eraan. Verminder de druk. |
| Golvendheid | Golvend, oneffen oppervlak. | Ongelijkmatig stenigen, verkeerd gebruik van elektrisch gereedschap, niet rigide gereedschap instellen, proberen te snel te veel materiaal te verwijderen. | Zorg voor vlakke uitsteeksels met geschikt gereedschap. Gebruik stevige opstellingen. Materiaal geleidelijk verwijderen. Vaardigheid en consistente techniek. |
| Buffvlekken / Swirls | Ronde of boogvormige fijne krassen van het laatste polijstwerk. | Te veel druk tijdens het polijsten, vervuilde polijstschijf, verkeerd polijstmiddel, te hoge snelheid. | Lichtere druk, schone/nieuwe polijstschijven, juiste samenstelling, langzamere snelheid. Laatste pass met de hand indien nodig. |

Close-up van kleurrijke plastic bouwblokken in verschillende kleuren, waaronder paars, blauw, groen en geel, op elkaar gestapeld.
Lees meer over Wat is een hoogwaardige spuitgietmachine?

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Key Takeaways – Family molds produce multiple different parts in one shot, but a single compromised process window affects all cavities simultaneously. – MUD (Master Unit Die) systems use interchangeable

Wat is een hogesnelheidsspuitgietmachine?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Oplossingen voor optimalisatie Gratis
- Feedback over het ontwerp en optimalisatieoplossingen bieden
- Structuur optimaliseren en matrijskosten verlagen
- Eén-op-één praten met ingenieurs

