 Overslaan naar inhoud
Overslaan naar inhoud 
Multi Jet Fusion (MJF) 3D Printing diensten
Ontdek onze professionele Multi Jet Fusion (MJF) 3D printservices voor sterke, gedetailleerde onderdelen met snelle doorlooptijden.

Bronnen voor De volledige gids voor Multi Jet Fusion (MJF) 3D printen
Wat is Multi Jet Fusion (MJF) 3D printen?
Multi Jet Fusion (MJF) is een snelle, industriële additieve productietechnologie die is ontwikkeld en geïntroduceerd door HP (Hewlett-Packard). Het behoort tot de poederbedfusie familie van 3D printprocessen. In essentie bouwt MJF functionele prototypes en productiedelen voor eindgebruik uit een thermoplastisch poeder in korrelvorm, laag voor laag, met een snelheid, detail en productkwaliteit die het positioneren als een toonaangevende technologie voor zowel snelle prototyping als serieproductie mogelijk maakt.
In tegenstelling tot andere poederbedfusiemethoden die een enkele laser gebruiken om de geometrie van een onderdeel te traceren en te sinteren (zoals SLS), maakt MJF gebruik van een uniek, gebiedsdekkend proces. Het maakt gebruik van een inkjet array om selectief chemische middelen aan te brengen over het hele oppervlak van het poederbed in één enkele doorgang. Dit fundamentele verschil is de sleutel tot de uitzonderlijke snelheid en productiviteit, waardoor robuuste onderdelen van hoge kwaliteit gemaakt kunnen worden tegen lagere kosten per onderdeel in vergelijking met veel alternatieven.
1. Het kernprincipe: Poederbedfusie met een detailleringsmiddel:
De innovatie van MJF ligt in het gebruik van twee primaire vloeibare middelen: een Fusing Agent en een Detailing Agent.
- Smeltmiddel: Dit is een zwarte, warmtegeleidende inkt. Het wordt precies op de delen van het poederbed gespoten die het vaste onderdeel moeten worden. Wanneer infrarode energie wordt toegepast, absorbeert dit middel de warmte, waardoor de onderliggende poederdeeltjes smelten en samensmelten.
- Detailing Agent: Dit middel wordt rond de buitenomtrek van het onderdeel gespoten. De belangrijkste functie is smelt tegengaan. Het werkt als een thermische isolator en voorkomt dat het poeder op de grens van het werkstuk smelt. Dit zorgt voor een scherpe thermische overgang tussen de gesmolten en de ongesmolten zones, wat resulteert in scherpe randen, een fijne vormdefinitie en een gladdere oppervlakteafwerking dan anders mogelijk zou zijn.
Dit dual-agent systeem geeft MJF controle op voxelniveau over de eigenschappen van het onderdeel, wat een hoeksteen is van het potentieel van de technologie voor toekomstige ontwikkelingen op het gebied van materialen en eigenschappen.
2. Hoe MJF zich onderscheidt in het landschap van Additive Manufacturing:
MJF is niet slechts een incrementele verbetering ten opzichte van bestaande technologieën; het vertegenwoordigt een paradigmaverschuiving in 3D printen op basis van poeder. Het overbrugt de kloof tussen de ontwerpvrijheid van 3D printen en de productie-efficiëntie die nodig is voor productie.
- Voor prototyping: Het biedt de mogelijkheid om zeer functionele, duurzame prototypes te maken die de mechanische eigenschappen van de uiteindelijke spuitgegoten onderdelen nauwkeurig nabootsen.
- Voor productie: De snelheid, consistentie en kosteneffectiviteit maken het een haalbaar alternatief voor traditionele productiemethoden zoals spuitgieten voor kleine tot middelgrote productieseries, aangepaste onderdelen en complexe geometrieën die onmogelijk te gieten zijn.
Hoe werkt de Multi Jet Fusion-technologie?
1. Het stapsgewijze MJF afdrukproces:
Stap 1: Materiaaldepositie
Het proces begint in de bouwkamer. Een re-coater mechanisme veegt een dunne, precieze laag thermoplastisch poeder (bijvoorbeeld PA 12) over het bouwplatform, waardoor een vers, uniform poederbed ontstaat. De kamer wordt voorverwarmd tot een temperatuur net onder het smeltpunt van het materiaal, wat de benodigde energie voor fusie minimaliseert en kromtrekken helpt voorkomen.
Stap 2: Aanvraag agent
Dit is de bepalende stap van het MJF-proces. Een inkjet printkop, vergelijkbaar met die in 2D papierprinters maar veel geavanceerder, gaat over het poederbed. Deze wagen bevat duizenden spuitmondjes die minuscule druppeltjes (picoliters) van de chemische stoffen met extreme precisie kunnen uitstralen. Terwijl het beweegt, voert het tegelijkertijd twee acties uit:
- De rol van het smeltmiddel: De printkop deponeert het smeltmiddel selectief op de delen van het poeder die overeenkomen met de doorsnede van het onderdeel voor die specifieke laag. Dit middel is ontworpen als een zeer effectieve infraroodstralingsabsorbeerder. Het "schildert" in wezen de plak van het 3D-model op het poeder.
- De rol van de detailleringsagent: Tegelijkertijd brengt de printkop het detailleringsmiddel aan rond de omtrek van de geometrie van het onderdeel. Dit middel heeft eigenschappen die fusie tegengaan. Het koelt de grens af en voorkomt dat warmte zich verspreidt en het omringende losse poeder gedeeltelijk smelt. Dankzij deze nauwkeurige thermische controle kan MJF scherpe randen en fijne details maken.
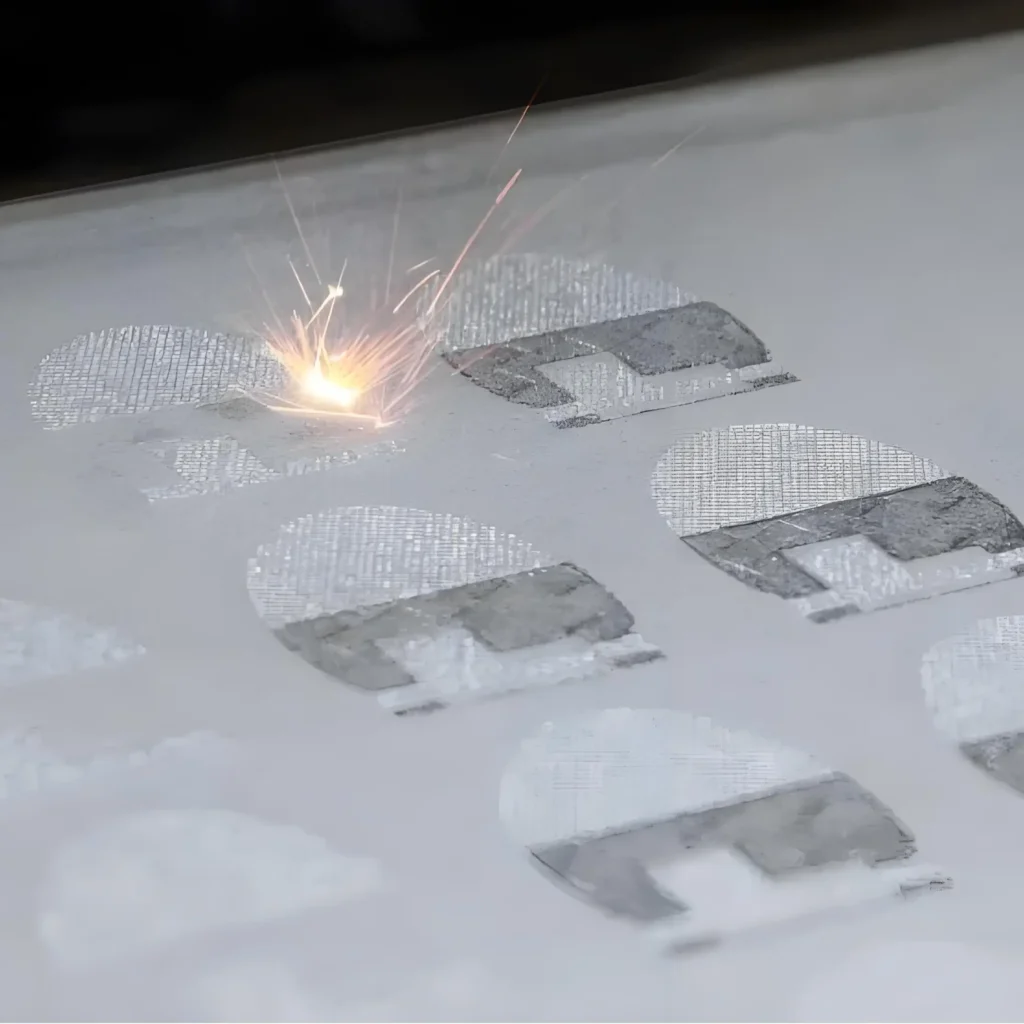
Stap 3: Energie toepassen en fuseren
Onmiddellijk nadat de middelen zijn aangebracht, gaat er een infrarood energiebron (een set krachtige lampen) over het hele poederbed. De gebieden die zijn behandeld met het zwarte smeltmiddel absorberen deze energie snel, waardoor hun temperatuur boven het smeltpunt van het materiaal stijgt. Het poeder in deze gebieden smelt en smelt samen tot een vaste laag. Het onbehandelde poeder en de gebieden die zijn behandeld met het detailleringsmiddel absorberen niet zoveel energie en blijven als los poeder achter.
Stap 4: Laag voltooien en herhalen
Zodra de laag gesmolten is, zakt het bouwplatform met de dikte van een enkele laag (meestal ongeveer 80 micron). De re-coater brengt dan een nieuwe laag poeder aan en de hele cyclus (stappen 1-4) wordt herhaald. Dit proces gaat laag voor laag door totdat het hele onderdeel of de hele batch is voltooid. Omdat de onderdelen worden ondersteund door het omringende ongesmolten poeder, zijn er geen speciale ondersteuningsstructuren nodig, waardoor complexe geometrieën mogelijk zijn en meerdere onderdelen in het bouwvolume kunnen worden genest voor maximale efficiëntie.

2. Na het afdrukken: Het koel- en uitpakproces:
Zodra de printfase is voltooid, wordt de hele constructie-eenheid, die de gesmolten onderdelen en het omringende losse poeder bevat, van de printer naar een apart verwerkingsstation verplaatst.
- Gecontroleerde koeling: De bouwunit moet langzaam en onder gecontroleerde omstandigheden afkoelen. Dit is een kritieke stap om de nauwkeurigheid van het product en optimale mechanische eigenschappen te garanderen. Het koelproces overhaasten kan leiden tot kromtrekken en interne spanningen. Deze afkoelperiode is een belangrijk onderdeel van de totale MJF workflow en kan enkele uren duren.
- ② Onderdeel extractie: Na het afkoelen wordt de bouwunit uitgepakt. Het blok met gesmolten onderdelen en ongesmolten poeder wordt uit elkaar gehaald. Het overgrote deel van het losse poeder wordt verwijderd en verzameld voor recycling.
- Poederverwijdering: De onderdelen worden dan naar een reinigingsstation gebracht waar het resterende ongesmolten poeder zorgvuldig wordt verwijderd, meestal met behulp van parelstralen of perslucht. Dit onthult de afgewerkte onderdelen, die een licht ruwe, matgrijze oppervlakteafwerking hebben.

Het teruggewonnen poeder wordt gemengd met een bepaald percentage vers poeder (een proces dat "verversen" wordt genoemd) en kan worden gebruikt in volgende builds. Deze hoge mate van herbruikbaarheid (meestal 80-90%) maakt MJF een duurzamer en kosteneffectiever proces in vergelijking met andere poederbedtechnologieën die lagere verversingspercentages hebben.
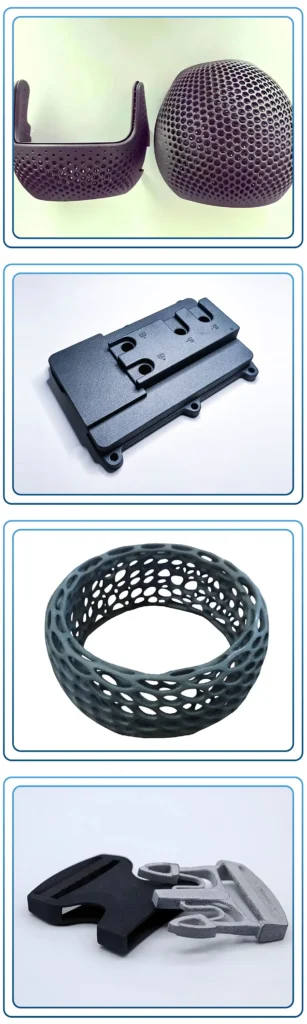
Wat zijn de typische toepassingen van MJF?
De unieke combinatie van snelheid, kosteneffectiviteit en robuuste materiaaleigenschappen maakt Multi Jet Fusion tot een zeer veelzijdige technologie die geschikt is voor een groot aantal toepassingen, gedurende de hele levenscyclus van een product.
1. Functioneel Prototyping:
MJF blinkt uit in het maken van high-fidelity, functionele prototypes die strenge testen kunnen doorstaan.
- Testen van vorm, pasvorm en functie: Ingenieurs kunnen prototypes maken met mechanische eigenschappen die bijna identiek zijn aan onderdelen voor eindgebruik, zodat assemblages, snap-fits en bewegende onderdelen realistisch getest kunnen worden.
- Snelle iteratie: Dankzij de snelheid van het MJF-proces kunnen ontwerpteams snel van CAD-model naar fysiek onderdeel gaan, het testen, fouten identificeren en het ontwerp herhalen in dagen in plaats van weken. Dit versnelt de hele productontwikkelingscyclus.
- Robuuste en duurzame prototypes: In tegenstelling tot brosere prototypingtechnologieën zijn MJF-onderdelen van materialen als PA 11 en PA 12 taai, chemisch resistent en bestand tegen fysieke belasting, waardoor ze ideaal zijn voor praktijktesten.
2. Productiedelen voor eindgebruik:
Dit is waar MJF echt schittert en zich onderscheidt van veel andere 3D printtechnologieën. Het is niet alleen een hulpmiddel voor het maken van prototypes; het is een legitieme productieoplossing.
① Auto-onderdelen:
De auto-industrie gebruikt MJF voor zowel prototyping als de productie van niet-kritische onderdelen voor het interieur, exterieur en onder de motorkap.
- Voorbeelden: Beugels, clips, vloeistofbehuizingen, dashboardonderdelen, aangepaste sierstukken en leidingen.
- Voordelen: De chemische weerstand van PA 12 tegen oliën en vloeistoffen, de duurzaamheid en de mogelijkheid om complexe, lichte structuren te produceren zijn belangrijke voordelen.
② Medische en gezondheidszorgapparaten:
MJF-materialen zoals PA 12 zijn biocompatibel (gecertificeerd USP klasse I-VI en richtlijnen van de US FDA voor Intact Skin Surface Devices) en kunnen worden gesteriliseerd, waardoor ze geschikt zijn voor een breed scala aan medische toepassingen.
- Voorbeelden: Chirurgische gidsen, orthopedische modellen, aangepaste orthesen en prothesen, behuizingen voor medische apparatuur en laboratoriumapparatuur.
- Voordelen: Het vermogen om patiëntspecifieke onderdelen, complexe interne kanalen en lichtgewicht ontwerpen met uitstekende details te maken.
Consumentengoederen en elektronica:
MJF wordt gebruikt voor de productie van duurzame behuizingen, kasten en interne onderdelen voor diverse consumentenproducten.
- Voorbeelden: Dronebehuizingen, aangepaste elektronische behuizingen, onderdelen voor koptelefoons en beschermende omhulsels.
- Voordelen: Uitstekende oppervlakteafwerking (vooral na nabewerking), hoge detaillering en de kracht om vallen en dagelijks gebruik te weerstaan.
④ Industriële kalibers, opspanmiddelen en gereedschappen:
Productievestigingen profiteren enorm van het vermogen van MJF om snel op maat gemaakte gereedschappen te maken.
- Voorbeelden: Assemblagemallen, controlemallen, boorgeleiders en einde-armgereedschap voor robotica.
- Voordelen: Het vervangen van zware, dure en langzaam te produceren metalen gereedschappen door lichtgewicht, ergonomische en kosteneffectieve 3D-geprinte alternatieven verbetert de efficiëntie van de productielijn en de veiligheid van de operator.
3. Complexe geometrieën en roosterstructuren:
Omdat MJF geen ondersteunende structuren nodig heeft, biedt het ongekende ontwerpvrijheid. Dit is vooral waardevol voor toepassingen die baat hebben bij geometrische complexiteit.
- Roosterstructuren: Ingenieurs kunnen onderdelen ontwerpen met complexe interne rasterstructuren om gewicht en materiaalgebruik te verminderen met behoud van structurele integriteit. Dit is essentieel in de ruimtevaart en hoogwaardige automobieltoepassingen.
- Deelconsolidatie: Meerdere afzonderlijke onderdelen van een assemblage kunnen opnieuw worden ontworpen en geprint als een enkel, complex onderdeel. Dit verkort de assemblagetijd, elimineert potentiële storingspunten en vereenvoudigt de toeleveringsketen.

Is MJF geschikt voor zowel prototyping als productie?
Absoluut. Een van de meest overtuigende waardeproposities van Multi Jet Fusion is de dubbele mogelijkheid, die dient als een krachtig hulpmiddel voor zowel de eerste stadia van productontwikkeling als de laatste stadia van productie.
1. MJF voor snelle prototypes:
MJF heeft zich ontpopt als een superieure keuze voor het maken van functionele prototypes van hoge kwaliteit.
- Snelheid: Dankzij het gebiedsbrede printproces kan MJF prototypes aanzienlijk sneller produceren dan technologieën als FDM of SLS, vooral wanneer het bouwvolume vol zit met meerdere onderdelen. Een volledige bouw van prototypes kan vaak in één nacht worden voltooid.
- Functionele pariteit: MJF onderdelen vertonen uitstekende, bijna-isotrope mechanische eigenschappen. Dit betekent dat de sterkte en het gedrag van een prototype zeer consistent zijn, ongeacht de oriëntatie in de bouwkamer. Deze voorspelbaarheid is cruciaal voor functionele testen, omdat het prototype zich gedraagt als een spuitgegoten onderdeel.
- Materiaaleigenschappen: Prototypes van PA 12 of PA 11 zijn niet alleen bedoeld voor visuele beoordeling. Ze zijn sterk, duurzaam en chemisch resistent, waardoor ze echte testscenario's mogelijk maken die prototypes van andere technologieën zouden vernietigen.

2. MJF voor serieproductie:
MJF is vanaf het begin ontwikkeld met het oog op productie. Verschillende factoren maken het een haalbaar en vaak superieur alternatief voor traditionele productie voor bepaalde toepassingen.
- Economische schaalbaarheid: De kosten per onderdeel met MJF zijn zeer concurrerend, vooral voor kleine tot middelgrote series (van honderden tot duizenden stuks). De hoge snelheid, de mogelijkheid om onderdelen dicht op elkaar te nestelen in het bouwvolume en de hoge mate van herbruikbaarheid van het poeder dragen allemaal bij aan een gunstige economische situatie die het spuitgieten voor deze hoeveelheden uitdaagt.
- Consistentie en herhaalbaarheid: MJF printers bieden een uitzonderlijke procescontrole, wat resulteert in een hoge maatnauwkeurigheid en herhaalbaarheid van onderdeel tot onderdeel. Dit zorgt ervoor dat het 1000ste onderdeel vrijwel identiek is aan het eerste, een onmisbare vereiste voor productieomgevingen.
- Wendbaarheid van de toeleveringsketen: MJF maakt productie op aanvraag en digitale inventarisatie mogelijk. In plaats van fysieke onderdelen op te slaan, kunnen bedrijven digitale bestanden opslaan en naar behoefte onderdelen printen. Dit verlaagt de opslagkosten, minimaliseert verspilling door verouderde voorraad en maakt lokale productie mogelijk, waardoor de doorlooptijden korter worden.
- Massale aanpassingen: MJF maakt het economisch haalbaar om op schaal aangepaste of gepersonaliseerde producten te maken. Omdat er geen gereedschap nodig is, kan elk onderdeel uniek zijn zonder extra kosten.

3. De brug tussen: Van prototype tot productie met één technologie:
Het gebruik van MJF voor zowel prototyping als productie zorgt voor een naadloze overgang. Het prototype dat getest en gevalideerd is, is gemaakt van exact hetzelfde materiaal en proces als het uiteindelijke productieonderdeel. Dit elimineert de risico's en hervalidatiestappen die vaak optreden bij het overschakelen van een prototypetechnologie (bijv. FDM) naar een productietechnologie (bijv. spuitgieten). Deze continuïteit ontlast het productontwikkelingsproces en versnelt de time-to-market aanzienlijk.
Welke materialen worden vaak gebruikt bij MJF 3D printen?
Hoewel de materiaalselectie voor MJF beperkter is dan voor andere technologieën zoals FDM, zijn de beschikbare materialen zeer prestatiegericht en dekken ze een breed scala aan industriële toepassingen. Het portfolio wordt voortdurend uitgebreid, maar de belangrijkste materialen zijn robuuste thermoplasten.
1. Polyamiden (Nylons):
Nylons zijn de hoeksteen van MJF-printen en staan bekend om hun uitstekende balans tussen sterkte, flexibiliteit en thermische/chemische weerstand.
PA 12 (het werkpaardmateriaal):
HP 3D PA 12 met hoge herbruikbaarheid is het meest gebruikte en veelzijdige materiaal voor MJF. Het is een robuuste thermoplast met uitstekende allround eigenschappen.
Eigenschappen en voordelen:
- Hoge sterkte en stijfheid: Biedt robuuste, duurzame onderdelen.
- Goede chemische weerstand: Bestand tegen oliën, vetten, alifatische koolwaterstoffen en alkaliën.
- Uitstekende detailresolutie: In staat om fijne details en scherpe randen te produceren.
- Biocompatibiliteit: Gecertificeerd voor medische toepassingen met huidcontact.
- Hoge herbruikbaarheid: Toonaangevende verversingspercentages van poeder (ongeveer 80% gerecycled naar 20% nieuw poeder) maken het kosteneffectief en duurzamer.
Algemeen gebruik: Functionele prototypes, productieopstellingen, medische hulpmiddelen, auto-onderdelen en complexe assemblages. Het is het materiaal bij uitstek voor de meeste MJF-toepassingen.
PA 11 (Het biogebaseerde alternatief):
HP 3D High Reusability PA 11 wordt geproduceerd uit een hernieuwbare bron (ricinusolie), waardoor het een milieuvriendelijkere keuze is. Het heeft andere mechanische eigenschappen dan PA 12.
Eigenschappen en voordelen:
- Superieure vervormbaarheid en slagvastheid: PA 11 is minder bros dan PA 12 en biedt een hogere breukrek. Daardoor is het ideaal voor onderdelen die moeten buigen zonder te breken, zoals kliksluitingen, levende scharnieren en onderdelen die aan schokken onderhevig zijn.
- Verbeterde isotrope eigenschappen: Het vertoont nog consistentere mechanische eigenschappen over alle assen.
- Bio-gebaseerd: Biedt een duurzamere materiaaloptie.
Algemeen gebruik: Prothesen, sportuitrusting, droneonderdelen en elke toepassing die een hoge taaiheid en weerstand tegen vermoeiing vereist.
③ Glasgevuld PA 12 (PA 12 GB):
HP 3D PA 12 met hoge herbruikbaarheid en glasparels (GB) is een composietmateriaal met 40% glasparelvuller.
Eigenschappen en voordelen:
- Verhoogde stijfheid en dimensionale stabiliteit: De glasparels verhogen de stijfheid van het materiaal aanzienlijk en verminderen de neiging om krom te trekken, waardoor het ideaal is voor onderdelen die een hoge stijfheid vereisen en nauwe toleranties moeten aanhouden onder belasting of temperatuurschommelingen.
- Verbeterde slijtageweerstand: Biedt betere weerstand tegen abrasieve slijtage.
Algemeen gebruik: Behuizingen, behuizingen, inrichtingen en gereedschappen die stabiliteit en stijfheid op lange termijn vereisen. Het is niet geschikt voor onderdelen die een hoge slagvastheid of flexibiliteit vereisen.


2. Thermoplastisch polyurethaan (TPU):
Materialen zoals BASF Ultrasint® TPU01 zijn beschikbaar voor MJF en maken de productie van flexibele, rubberachtige onderdelen mogelijk.
Eigenschappen en voordelen:
- Flexibiliteit en elasticiteit: Biedt een uitstekende veerkracht en scheurweerstand. Het kan herhaaldelijk worden uitgerekt en samengedrukt zonder permanente vervorming.
- Hoge weerstand tegen slijtage en schuren: Extreem duurzaam voor toepassingen waarbij wrijving een rol speelt.
- Goede schokabsorptie: Ideaal voor het dempen en dempen van trillingen.
Algemeen gebruik: Afdichtingen, pakkingen, slangen, balgen, grijpers, wielen en beschermende rasterstructuren voor sportuitrusting of -schoeisel.


Hoe verhoudt MJF zich tot andere 3D printtechnologieën?
Het kiezen van de juiste 3D printtechnologie hangt af van de specifieke eisen van de toepassing, zoals snelheid, materiaaleigenschappen, kosten en het gewenste detailniveau. Dit is hoe MJF het doet in vergelijking met andere veelgebruikte industriële technologieën.
1. MJF vs. Selectief lasersinteren (SLS):
SLS komt het dichtst in de buurt van MJF, omdat het allebei poederbedfusieprocessen zijn. Er zijn echter belangrijke verschillen die bepalen wat beter is voor een bepaalde taak.
Gelijkenissen:
- Beide gebruiken thermoplastische poeders (meestal Nylon 12).
- Beide zijn zelfdragend, waardoor er geen speciale ondersteuningsstructuren nodig zijn.
- Beide produceren sterke, functionele onderdelen die geschikt zijn voor eindtoepassingen.
Belangrijkste verschillen:
- Fusiemethode en -snelheid: SLS gebruikt een enkele krachtige laser om de geometrie van het onderdeel punt voor punt te traceren. MJF gebruikt een inkjetarray en een infraroodlamp om een hele laag in één keer te smelten. Dit maakt MJF aanzienlijk sneller (tot 10 keer in sommige gevallen), vooral voor constructies met veel kleine onderdelen of grote doorsneden.
- Detail en oppervlakteafwerking: Het detailleringsmiddel in MJF zorgt voor een betere thermische controle aan de rand van het onderdeel, wat meestal resulteert in scherpere details en een iets gladdere oppervlakteafwerking vergeleken met SLS.
- Herbruikbaarheid van materiaal: MJF heeft een hogere verversingsgraad van het poeder (meestal 80% gerecycled), terwijl SLS vaak een 50/50 mix van gerecycled en nieuw poeder vereist. Dit maakt MJF kosteneffectiever en duurzamer in termen van materiaalverbruik.
- Onderdeel Eigenschappen: MJF-onderdelen zijn over het algemeen isotroop en hebben een hogere treksterkte en dichtheid dan hun SLS-tegenhangers, waardoor ze mechanisch superieur zijn.
③ Wanneer kiezen voor MJF in plaats van SLS?
Kies MJF voor productieruns in hogere volumes, toepassingen waarbij snelheid van cruciaal belang is, onderdelen die de best mogelijke mechanische prestaties en fijne details vereisen en wanneer de kosten per onderdeel een primaire drijfveer zijn.
SLS 3D printen
2. MJF vs. Fused Deposition Modeling (FDM):
FDM is een extrusietechnologie waarbij onderdelen worden gemaakt door laag voor laag een gesmolten filament aan te brengen.
Belangrijkste verschillen:
- Mechanische eigenschappen (isotropie): FDM onderdelen zijn anisotroopDit betekent dat ze beduidend zwakker zijn in de Z-as (tussen lagen) dan in het XY-vlak. MJF-onderdelen zijn bijna isotroopDe sterkte is zeer consistent in alle richtingen. Dit maakt MJF veel beter voor functionele onderdelen die worden belast.
- Oppervlakteafwerking en -detail: MJF produceert onderdelen met een fijne, korrelige textuur en een veel hogere resolutie. FDM onderdelen hebben zichtbare laaglijnen en hebben moeite met fijne details en complexe geometrieën zonder significante ondersteuningsstructuren.
- Ontwerpvrijheid: Het zelfdragende karakter van het MJF-poederbed maakt het mogelijk om extreem complexe geometrieën, interne kanalen en geneste assemblages te maken die onmogelijk of onpraktisch zijn om te printen met FDM vanwege de afhankelijkheid van ondersteunende structuren.
- Snelheid en schaalbaarheid: Voor een enkel klein onderdeel kan FDM sneller zijn. Voor het produceren van meerdere onderdelen tegelijk, MJF is veruit superieur vanwege de mogelijkheid om onderdelen te nesten en het printproces over het hele gebied.
② Wanneer kiezen voor MJF in plaats van FDM?
Kies MJF als mechanische prestaties, maatnauwkeurigheid, complexe geometrie en een professionele oppervlakteafwerking vereist zijn. FDM is beter geschikt voor goedkope eerste conceptmodellen, eenvoudige geometrieën en toepassingen waarbij anisotrope eigenschappen acceptabel zijn.
FDM 3D printen
3. MJF vs. stereolithografie (SLA):
SLA is een fotopolymerisatietechnologie waarbij een UV-laser wordt gebruikt om vloeibare fotopolymeerhars laag voor laag uit te harden.
Belangrijkste verschillen:
- Materiaaleigenschappen en duurzaamheid: SLA-harsen bieden weliswaar ongelooflijke details, maar zijn over het algemeen brozer en minder duurzaam dan de technische thermoplasten die in MJF worden gebruikt. MJF onderdelen (zoals PA 12) zijn taai, flexibel en geschikt voor veeleisende functionele toepassingen. SLA onderdelen zijn beter voor visuele modellen en toepassingen waarbij een hoge stijfheid nodig is, maar geen slagvastheid.
- Afwerking oppervlak: SLA produceert de gladste oppervlakteafwerking van alle 3D printtechnologieën, waardoor het ideaal is voor esthetische prototypes, presentatiemodellen en patronen voor gietwerk. Ruwe MJF onderdelen hebben een korrelige textuur, maar dit kan worden verbeterd met nabewerking.
- Focus op toepassing: MJF is gericht op functionele prototypes en productiedelen. SLA is de gouden standaard voor zeer gedetailleerde visuele modellen, vormvaste prototypes en gietpatronen.
- Kosten: Voor functionele onderdelen is MJF over het algemeen kosteneffectiever, vooral op schaal.
② Wanneer kiezen voor MJF in plaats van SLA?
Kies MJF voor elke toepassing die duurzaamheid, slagvastheid, chemische weerstand en goede mechanische eigenschappen vereist. Kies SLA als de hoogste prioriteit een ultragladde, spuitgietachtige oppervlakteafwerking is voor visuele doeleinden of voor het maken van masterpatronen.

SLA 3D printen
Multi Jet Fusion (MJF) 3D printen
Leer hoe Multi Jet Fusion (MJF) 3D printen werkt, wat de belangrijkste voordelen zijn, welke materialen geschikt zijn en waarom het ideaal is voor functionele prototypes en onderdelen voor eindgebruik.

Bronnen voor De volledige gids voor Multi Jet Fusion (MJF) 3D printen
Wat zijn de belangrijkste voordelen van MJF?
Multi Jet Fusion biedt een aantal overtuigende voordelen die het een toonaangevende keuze maken voor moderne productie.
1. Uitzonderlijke snelheid en productiviteit:
Het fusieproces met één enkele doorgang en over het hele oppervlak is de kern van de snelheid van MJF. Door een hele laag in één keer te verwerken, kan het onderdelen produceren met snelheden tot 10 keer sneller dan concurrerende technologieën zoals SLS en FDM, waardoor de doorlooptijden voor zowel prototypes als productieruns drastisch worden verkort.
2. Superieure mechanische eigenschappen en isotropie:
MJF-onderdelen hebben de beste isotrope eigenschappen in hun klasse, wat betekent dat ze een bijna uniforme sterkte en duurzaamheid hebben in de X-, Y- en Z-richting. Dit is een belangrijk voordeel ten opzichte van FDM en zelfs een verbetering ten opzichte van SLS, wat resulteert in voorspelbare, betrouwbare onderdelen die presteren als hun spuitgegoten tegenhangers.
3. Hoge nauwkeurigheid en fijne detailresolutie:
De combinatie van een inkjet printkop met hoge resolutie (1200 DPI) en het unieke detailleringsmiddel stelt MJF in staat om onderdelen te produceren met een fijne vormdefinitie (tot 0,5 mm), scherpe randen en een uitstekende maatnauwkeurigheid.
4. Kosteneffectiviteit voor kleine tot middelgrote batches:
De hoge snelheid van MJF, het efficiënte nesten van onderdelen (het vullen van het bouwvolume in 3D) en de toonaangevende herbruikbaarheid van poeder zorgen samen voor lage kosten per onderdeel. Dit maakt het een economisch haalbare productieoplossing voor productieruns die te klein zijn voor rendabel spuitgieten.
5. Ontwerpvrijheid (geen ondersteunende structuren nodig):
Net als bij SLS worden MJF-onderdelen ondersteund door het bed van ongesmolten poeder waarin ze geprint worden. Hierdoor is het genereren en nabewerken van ondersteuningsstructuren niet meer nodig, waardoor ingewikkelde interne kenmerken, complexe geometrieën en gebruiksklare bewegende assemblages uit één stuk geprint kunnen worden.
6. Hoge herbruikbaarheid van materiaal:
Met poederverversingspercentages van slechts 20% nieuw materiaal per productie minimaliseert MJF afval en verlaagt het de materiaalkosten. Dit maakt het een duurzamere en economischere keuze in vergelijking met andere poederbedprocessen met lagere recyclebaarheidspercentages.

Wat zijn de beperkingen van Multi Jet Fusion?
Hoewel MJF een krachtige technologie is, is het belangrijk om de beperkingen ervan te begrijpen om te bepalen of het de juiste keuze is voor jouw project.
1. Beperkte materiaalselectie:
Vergeleken met technologieën als FDM is het materiaalportfolio voor MJF momenteel kleiner en voornamelijk gericht op nylons en TPU. Hoewel de beschikbare materialen zeer geschikt zijn, moeten projecten die specifieke materialen vereisen zoals ABS, PC of ULTEM bij hoge temperatuur wellicht naar andere processen kijken.
2. Inherente oppervlakteafwerking en kleur:
Ruwe MJF onderdelen hebben een consistente grijze of zwarte kleur (afhankelijk van het materiaal) en een licht korrelig, mat oppervlak dat lijkt op een suikerklontje. Hoewel dit aanzienlijk verbeterd kan worden met nabewerking (zoals verven of dampafvlakking), kan het niet tippen aan de kant-en-klare gladheid van SLA of spuitgieten.
3. Vereiste koeltijd:
Een belangrijk onderdeel van de MJF workflow is de gecontroleerde koelcyclus. De productie-eenheid moet ongeveer even lang afkoelen als de printtijd om kromtrekken te voorkomen en optimale producteigenschappen te garanderen. Dit betekent dat zelfs als een printopdracht na 12 uur klaar is, de onderdelen pas na nog eens 12 uur klaar zijn voor extractie en reiniging, wat de echte "time-to-part" beïnvloedt.
4. Niet ideaal voor zeer grote onderdelen:
Het bouwvolume van MJF machines is royaal maar eindig (bijvoorbeeld ongeveer 380 x 284 x 380 mm voor de 5200 serie van HP). Onderdelen die deze afmetingen overschrijden, moeten in kleinere stukken worden opgedeeld en na het printen worden geassembleerd, of er moet een andere technologie met een groter bouwplatform (zoals grootformaat FDM of SLA) worden gebruikt.
5. Hogere initiële uitrustingskosten:
Voor bedrijven die de technologie in huis willen halen, is de initiële investering in een industrieel MJF-systeem (inclusief printer, verwerkingsstation en materialen) aanzienlijk. Daarom kiezen veel bedrijven ervoor om de technologie te gebruiken via een serviceprovider zoals wij.

Wat zijn de ontwerprichtlijnen voor MJF 3D printen?
Door onderdelen specifiek voor MJF te ontwerpen, krijgt u de best mogelijke resultaten op het vlak van kwaliteit, nauwkeurigheid en sterkte. Als u zich aan deze richtlijnen houdt, minimaliseert u printfouten en optimaliseert u uw onderdelen voor het proces.
1. Belangrijkste ontwerpoverwegingen:
Wanddikte:
- Minimaal aanbevolen: 0,5 mm voor zeer kleine vormen. Voor robuuste onderdelen is een minimale wanddikte van 1 mm wordt sterk aanbevolen.
- Maximaal: Vermijd te dikke, massieve secties, omdat deze overtollige warmte kunnen ophopen, wat kan leiden tot onnauwkeurigheden of kromtrekken. Hol waar mogelijk grote secties uit.
Gatmaten en diameters:
- Minimaal: Voor verticale gaten (loodrecht op de lagen) is een minimale diameter van 0,5 mm mogelijk is.
- Beste praktijk: Ontwerp gaten iets groter dan bedoeld om rekening te houden met kleine krimp. Gaten met schroefdraad kun je het beste ondermaats afdrukken en dan achteraf tappen voor een optimale draadkwaliteit.
③ Eigenschapgrootte en -resolutie:
- In reliëf/Debossed Details: Voor tekst- of oppervlaktedetails geldt een minimale hoogte/diepte van 0,5 mm en een lijndikte van minstens 0,5 mm duidelijk leesbaar zijn.
- Kleinste kenmerken: MJF kan elementen tot 0,5 mm oplossen. Alles kleiner kan mogelijk niet succesvol worden afgedrukt.
④ Vrije ruimten voor samenstellingen:
- Voor onderdelen die in elkaar moeten passen of bewegen (bijv. kliksluitingen, scharnieren, in elkaar grijpende onderdelen) is een minimale speling van 0,4 mm wordt aanbevolen. Verhoog dit tot 0,6 mm of meer voor onderdelen die losser moeten zitten.
Vervorming en grote vlakke oppervlakken:
- Zeer grote, vlakke en dunne oppervlakken (zoals een grote grondplaat) kunnen tijdens het afkoelen kromtrekken.
- Beperking: Voeg ribben of spanten toe om de stijfheid te vergroten of oriënteer het onderdeel indien mogelijk onder een hoek tijdens het bouwen. Het onderbreken van grote vlakke gebieden met subtiele textuur kan ook helpen.
Holen en ontsnappingsgaten:
- Om materiaal te besparen, het gewicht te verminderen en de kosten te verlagen, wordt het sterk aanbevolen om grote, massieve modellen uit te hollen.
- Ontsnappingsgaten: Als een onderdeel is uitgehold, moet je moet ten minste twee ontsnappingsgaten bevatten zodat het ongesmolten poeder na het afdrukken kan worden verwijderd. De aanbevolen minimale diameter voor een ontsnappingsgat is 2 mmmaar groter (4-5 mm) is beter voor gemakkelijker schoonmaken.

2. Een samenvattende tabel met ontwerpaanbevelingen:
| Functie | Aanbevolen minimum | Beste praktijk |
|---|---|---|
| Wanddikte | 0,5 mm | 1,0 mm of groter |
| Diameter gat | 0,5 mm | 1,0 mm (tik voor schroefdraad) |
| Vrije ruimte (assemblages) | 0,4 mm | 0,6 mm voor lossere pasvormen |
| Gegraveerd/Gegraveerd detail | 0,5 mm diepte/hoogte | 1,0 mm voor hoge helderheid |
| Ontsnappingsgaten (voor uitholling) | 2,0 mm diameter (2 gaten) | 4,0 mm+ diameter |
Welke nabewerkingsopties zijn beschikbaar voor MJF-onderdelen?
Ruwe MJF-onderdelen zijn volledig functioneel, maar er kan een reeks nabewerkingsopties worden toegepast om hun esthetiek, oppervlakteafwerking en specifieke functionele eigenschappen te verbeteren.
1. Standaard nabewerking:
Kruitverwijdering (parelstralen): Dit is een standaard en verplichte stap voor alle MJF-onderdelen. Nadat de onderdelen van het losse poeder zijn ontdaan, worden ze zorgvuldig gereinigd in een straalcabine met media zoals glasparels. Dit verwijdert alle poederresten, wat resulteert in een schoon, mat, licht getextureerd oppervlak. Dit is de standaardafwerking voor MJF-onderdelen.
2. Esthetische en functionele verbeteringen:
Verven:
Dit is de meest voorkomende en kosteneffectieve manier om MJF-onderdelen te kleuren. Omdat het basismateriaal poreus is, accepteert het gemakkelijk kleurstof.
- Proces: De onderdelen worden ondergedompeld in een heet verfbad dat in het oppervlak dringt en een diepe, rijke en duurzame kleur geeft.
- Gebruikelijke kleuren: Zwart is de populairste keuze omdat het een zeer uniforme, professionele afwerking creëert die kleine onvolkomenheden verbergt. Andere kleuren zoals blauw, rood, groen en geel zijn ook verkrijgbaar.
- Resultaat: Een krasbestendige kleur die niet afbladdert of schilfert.
Dampafvlakking:
Dit is een transformatieve nabewerkingstechniek die de oppervlakteafwerking drastisch verbetert.
- Proces: Het onderdeel wordt blootgesteld aan een verdampt oplosmiddel in een gecontroleerde kamer. De damp smelt het buitenoppervlak van het onderdeel op microscopisch niveau, waardoor de korrelige textuur wordt gladgestreken en het oppervlak wordt verzegeld.
- Resultaat: Een halfglanzende, gladde oppervlakteafwerking die veel lijkt op spuitgegoten kunststof. Het verbetert ook de rek bij breuk en maakt het onderdeel waterdicht en gemakkelijker schoon te maken.
③ Schilderen en coaten:
Voor specifieke kleurvereisten (bv. overeenstemmen met Pantone) of speciale beschermende eigenschappen kunnen MJF-onderdelen geverfd of gecoat worden.
- Proces: Onderdelen worden meestal eerst in de grondverf gezet om een uniforme basis te creëren en vervolgens geverfd met autolak of andere gespecialiseerde verf. Coatings zoals Cerakote kunnen worden aangebracht voor verbeterde hardheid, slijtvastheid en chemische weerstand.
- Resultaat: Onbeperkte kleuropties en oppervlakte-eigenschappen op maat.
④ Bewerkingen en tappen:
Voor onderdelen die een extreem hoge precisie vereisen die niet haalbaar is met 3D-printen, kunnen MJF-onderdelen secundair bewerkt worden.
- Proces: Kritische oppervlakken kunnen gefreesd of gedraaid worden en gaten kunnen geboord en getapt worden om sterke, betrouwbare schroefdraad voor metalen schroeven te maken.
- Resultaat: Een hybride onderdeel dat de ontwerpvrijheid van MJF combineert met de precisie van traditionele subtractieve productie.
Veelgestelde vragen over MJF 3D printen
Doorlooptijden kunnen variëren op basis van de grootte van het onderdeel, de hoeveelheid en de vereiste nabewerking. Door de snelheid van de technologie is de standaard doorlooptijd echter vaak zo kort als 3-5 werkdagen voor onderdelen met een standaard gestraalde afwerking.
MJF-onderdelen zijn uitzonderlijk sterk en duurzaam, vooral die van PA 12 en PA 11. Hun bijna-isotrope eigenschappen betekenen dat ze betrouwbaar zijn onder spanning uit elke richting. Hun bijna-isotrope eigenschappen betekenen dat ze betrouwbaar zijn onder spanning uit elke richting, waardoor ze geschikt zijn voor veeleisende functionele toepassingen en onderdelen voor eindgebruik.
Een ruw, gepareld MJF onderdeel heeft een matte, grijze afwerking met een licht korrelige textuur, vaak vergeleken met een suikerklontje of heel fijn schuurpapier. Deze afwerking kan drastisch worden verbeterd met nabewerking zoals dampglad maken.
Een onbewerkt MJF-onderdeel heeft wat microporositeit en is niet gegarandeerd waterdicht. Door een nabewerkingsstap toe te passen, zoals dampafvlakken, wordt het oppervlak echter verzegeld, waardoor het onderdeel waterdicht wordt en geschikt is voor toepassingen met vloeistoffen.
Vergeleken met veel andere productiemethoden heeft MJF sterke duurzaamheidskenmerken. De hoge mate van herbruikbaarheid van het poeder (vaak 80% of meer) vermindert materiaalafval aanzienlijk. Bovendien elimineert het produceren van onderdelen op aanvraag de verspilling die gepaard gaat met overproductie en verouderde voorraden die gebruikelijk zijn bij traditionele productie.

Waarom zou u ons kiezen voor uw MJF 3D Printing behoeften?
Ons team heeft veel ervaring met Multi Jet Fusion (MJF)-technologie. Van prototyping in een vroeg stadium tot uiteindelijke productie, we bieden DFM-begeleiding (design-for-manufacturing) om ervoor te zorgen dat uw onderdelen zowel functioneel als kosteneffectief zijn.
We gebruiken geavanceerde HP Jet Fusion printers om onderdelen met een hoge resolutie, maatnauwkeurigheid en herhaalbaarheid te leveren. Of u nu een enkel prototype of een grote productierun nodig hebt, wij hebben de capaciteit en precisie om aan uw behoeften te voldoen.
We bieden een selectie hoogwaardige MJF-materialen, waaronder PA 11, PA 12, PA 12 GB en flexibel TPU. Alle materialen worden zorgvuldig geselecteerd om mechanische sterkte, duurzaamheid en een uitstekende oppervlakteafwerking te garanderen.
Met interne productie en gestroomlijnde workflows kunnen we onderdelen snel leveren - vaak binnen 3-7 dagen, afhankelijk van de complexiteit en het volume - zodat uw project nooit vertraging oploopt.
Van gladstrijken met damp en verven tot nabewerking en assemblage, we bieden een reeks afwerkingsservices om je MJF-onderdelen te laten voldoen aan zowel functionele als esthetische vereisten.
We bedienen klanten wereldwijd met betrouwbare logistiek en Engelssprekende technische ondersteuning. Uw vragen worden gegarandeerd binnen 12 uur beantwoord.

Hoe kies je de juiste injectiesnelheid?
Belangrijkste punten – Metaalspuitgieten (MIM1) combineert de geometrische complexiteit van kunststofspuitgieten met de mechanische eigenschappen van gesmeed of gegoten metalen onderdelen, en bereikt dichtheden boven 95% van
Close-up van een beige plastic rasterstructuur met vierkante uitsparingen en een cirkelvormig gedeelte met twee uitsteeksels op een vlak oppervlak.
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

Wat zijn de voordelen van metaalspuitgieten?
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of
Oplossingen voor optimalisatie Gratis
- Feedback over het ontwerp en optimalisatieoplossingen bieden
- Structuur optimaliseren en matrijskosten verlagen
- Eén-op-één praten met ingenieurs

