 コンテンツへスキップ
コンテンツへスキップ 

ゼターズ サービス 常にエクストラ・マイルを
ワンストップサービスを提供します:デザインフィードバック 修正提案 ラピッドプロトタイプデザイン
金型製作サービス、DFMレポート、金型フローと金型設計、射出成形金型製作
サービス, プラスチック射出成形サービス, 後加工および組立サービス.
射出成形製品設計サービス

射出成形製品最適化サービス
射出成形試作サービス
射出成形製造サービス
射出成形金型製作サービス
射出成形金型設計サービス

射出成形品後加工サービス

射出成形品組立サービス

射出成形品積込出荷サービス

少量射出成形のためのリソース
少量インジェクション金型とは?
少量射出成形金型は、少量のプラスチック部品を生産するために設計された射出成形金型の一種です。少量射出成形金型は4つのプロセスで構成されています:3D印刷射出成形金型、真空鋳造金型、反応射出成形金型、アルミ射出成形金型。
特徴と利点 少量射出成形のメリット
金型サイズが小さい:
少量生産用射出成形金型は、従来の射出成形金型よりも小型でコンパクトに設計されており、少量生産に適しています。
バッチサイズが小さい:
少量射出成形金型は、1個から1,000個までの小ロットの部品を生産するのに適しています。
工具が安い:
少量射出金型は通常、従来の金型に比べて金型製作費が安く、中小企業や新興企業にとってはより実現しやすい。
リードタイムの短縮:
少量射出成形金型は、迅速に設計・製作できるため、迅速な試作・生産が可能であり、生産・納期が短縮され、多くの場合、数日から数週間以内に納品される。
柔軟性:
少量射出成形金型は、異なる部品を生産するために簡単に段取り替えができるため、プロトタイピング、テスト、小規模生産に最適です。



少量インジェクション金型の用途

1.プロトタイピング:
少量射出成形は、プロトタイプを作ったり、新しいデザインをテストしたり、本格的な生産に入る前に部品を試したりするのに最適です。
2.小規模生産:
少量生産の射出成形は、ニッチ市場、特殊製品、限定品などの少量生産に適しています。
3.カスタマイズされた製品:
少量射出成形は、ユニークなデザイン、形状、または材料を持つカスタムパーツを作るのに最適です。
4.中小企業:
少量射出成形は、多くのリソースを持っていない中小企業や新興企業に適しています。
少量射出成形が適さない場合
少量射出成形は素晴らしい製造工程ですが、最適な選択ではない場合もあります。ここでは、少量射出成形が最良の選択ではない可能性のある状況をいくつか紹介します:

1.大量生産:
多くの部品(数千、数万)を作る必要がある場合は、従来の射出成形の方が安いかもしれない。
2.複雑性が高い:
もしあなたの部品が本当に複雑で、可動部品が多く、細かいディテールが多く、公差が本当に厳しいのであれば、従来の射出成形の方が良い選択かもしれない。
3.高性能素材:
高温や化学薬品に対応できたり、強度が高かったり、大きな衝撃に耐えられる素材など、特殊な素材が必要な場合は、従来の射出成形の方が良い選択かもしれない。
4.高精度部品:
本当に精密な部品(±0.01mm以内など)や本当に正確な部品が必要な場合は、従来の射出成形の方が良い選択かもしれません。
5.高い表面仕上げ要求:
部品の表面仕上げを非常に美しくする必要がある場合(例えばRa < 0.1 μm)、従来の射出成形の方が良い選択かもしれない。
そのため、少量射出成形は素晴らしいプロセスですが、プロジェクトの要件と少量射出成形の限界を考慮した上で、それが最適な選択肢かどうかを判断する必要があります。
4つの少量射出成形金型の比較
ここでは、3D印刷金型、真空鋳造金型、反応射出金型、アルミ射出金型の金型材料、サイクル寿命、製品材料の概要を説明します:
| 金型タイプ | 金型材料 | サイクル・ライフ | 製品素材 |
|---|---|---|---|
| 3Dプリント金型 | ABS、ナイロンなど | 30~100ショット | pp、pe、tpe、tpu、pom、pa |
| 真空鋳造金型 | シリコーンゴム、PU、エポキシなど | 10~20ショット | ABS、PMMA、PA、POMなどをシミュレートしたPU。 |
| 反応射出成形金型 | PU、アルミニウム、非硬化スチールなど | 500~1000ショット | PU、PA6、ポリエステルなど。 |
| アルミニウム射出成形金型 | アルミニウム | 500~1000ショット | PP、PE、ABS、PS、PA、TPEなど。 |
3Dプリンティング射出成形金型
3Dプリンティング射出成形とは?
3Dプリンティングは、私たちの設計や製造の方法を変えた急成長分野である。以前は、3Dプリンターは設計と製造のプロセスで、後に射出成形する試作品を作ってテストするためだけに使われていました。現在では、プリンターの精度、表面仕上げ、素材の改良により、3Dプリンターで射出成形金型も作れるようになった。
2種類の3Dプリント射出成形金型
私たちの一般的な3D印刷射出成形金型は、次の2つのタイプがあります:
金型ベースの金型インサート
これは、3Dプリント金型の最も一般的なタイプで、一般的に、より正確な部品を製造します。標準的な射出成形金型のキャビティと似ていますが、キャビティの材料が3Dプリントされた材料に置き換えられている点が異なります。金型は3Dプリントされた後、剛性の高いアルミ製またはスチール製の金型ベースに挿入され、射出ノズルの圧力と熱を支えます。アルミニウムやスチールの金型ベースは、3Dプリント金型が繰り返し使用された後に変形するのを防ぐのにも役立ちます。3Dプリント金型の寿命を延ばす。
完全3Dプリント射出成形金型
このタイプの3Dプリント射出成形金型では、金型全体が3Dプリントされ、剛性の高いアルミニウムやスチールの金型フレームは使用されません。そのため、より優れた強度と精度を達成するために、3Dプリントの精度を高め、プリント時間を長くする必要がある。このタイプの3Dプリント金型は、酷使すると変形する可能性が高く、このタイプの用途はあまり一般的ではありません。
3Dプリンター射出成形金型の用途
1.より速い調達期間: (1-2 週)
3Dプリンターは射出成形用金型の製作時間を短縮できるため、製品をより早く完成させ、出荷することができます。
2.小規模生産:(50-100部品)
3Dプリンティングは、カスタムパーツや特殊品など、少量生産の製品に最適です。
3.より柔軟:(変更が容易)
3Dプリンターなら、デザインや金型を簡単に変更できるので、新しい製品要件にも対応できる。
4.シンプルな小型製品:(150ミリメートル未満)
3Dプリント射出成形用金型は、何度も使用すると変形してしまい、高精度や大型の製品には適さない。
3Dプリンティング射出成形のデメリットとは?
射出成形用の3Dプリント射出成形金型には、リードタイムの短縮やコストの削減といったメリットがあるが、デメリットもある。そのいくつかを紹介しよう:

収縮不良と反り: 3Dプリントされた金型が冷えると、収縮したり反ったりして、公差の厳しい製品を台無しにすることがある。これは金型の欠陥につながり、最終製品を台無しにする可能性がある。
サイズ制限: サイズの制限について言えば、3Dプリント金型インサートは、体積164cm3(10立方インチ)までの小さな部品に最も適している。150cm以上は不可。
表面仕上げ: 3Dプリント金型の表面仕上げは、従来の金属金型よりも粗くなる可能性がある。3Dプリントはパーツを層状に造形する。このため、プリントされた部品は、角度のある表面や壁面で階段状の効果を示すことがあります。プリント金型も同様で、これらの小さなギザギザを取り除くために機械加工やサンディングが必要です。
冷却に時間がかかる: 一般的に、3Dプリント金型は従来の金型製作方法よりも短時間で製作できるが、射出成形プロセス自体には時間がかかる。3Dプリント金型は金属金型ほど圧力や熱に耐えられないからだ。ポリマーの熱伝導率も問題だ。その結果、射出成形のサイクルタイムが長くなる。その結果、射出成形のサイクルタイムが長くなり、製造コストが上昇し、製造されるものが少なくなってしまうのだ。
射出成形金型を3Dプリントするためのさまざまなプロセスの比較
3Dプリンターで金型を作るには、さまざまな方法があります。そのいくつかを紹介しよう:FDM(Fused Deposition Modeling)、SLA(Stereolithography)、SLS(Selective Laser Sintering)、DLP(Digital Light Processing)などです。どの3Dプリンターと材料を使用するかは、金型の複雑さと長持ちさせたい期間に基づいて選択します。これらのプロセスの比較は以下のとおりです。
| 3Dプリントプロセス | 金型の精度 | 金型強度 | 金型サイズ | 費用対効果 |
|---|---|---|---|---|
| 多重伝送装置 | ★ | ★★★ | ★★★★ | ★★★★ |
| エスエルエー | ★★★★ | ★★ | ★★★ | ★★ |
| SLS | ★★★ | ★★★★ | ★★ | ★ |
| DLP | ★★★★ | ★★ | ★ | ★★★ |
3Dプリンティング射出成形金型の設計ガイドライン
3Dプリント用の射出成形金型を設計する場合、射出成形の設計ルールと3Dプリントの設計ルールに従う必要があります。ここでは、ポリマー用3Dプリント金型の経験を持つユーザーや専門家からのヒントを紹介します。
ドラフトの角度 抜き勾配を2度以上にし、離型剤を入れて金型の寿命を延ばすべきだ。
壁の厚さ: パーツの厚みがどこも同じで、角がとがっていないことを確認してください。厚さが1~2mm以下になると、熱を持ったときに反ってしまう可能性があるので、あまり薄くしすぎないこと。


ゲートデザイン: ゲートを割って空洞内の圧力を逃がす。トンネル・ゲートやピンポイント・ゲートは避け、スプルー・ゲート、ファン・ゲート、タブ・ゲートを通常の3倍の大きさにする。
エアベント: 金型設計にエアベントを追加することで、射出成形プロセス中に閉じ込められた空気を取り除くことができ、多孔質部品などの欠陥を減らすことができます。キャビティの端から金型の端まで大きなエアベントを設け、空気が抜けるようにしましょう。こうすることで、材料が金型内に流れ込みやすくなり、圧力が下がり、ゲート部のバリがなくなるので、サイクルタイムを短縮することができます。
金型素材: 金型に適した素材を選ぶ。射出時の圧力に耐えられる強度と剛性があることを確認する。金型は、注入する材料よりも融点が高いものでなければなりません。
素材の充填: ポリマーは、3Dプリントラインと同じ方向にプリント金型内を流れる必要があります。こうすることで、固着を防ぎ、低い射出圧力での充填を改善することができます。
冷却チャンネル: 冷却流路を使えば冷却時間は短縮されるが、プラスチック製の金型はアルミニウムや鋼鉄製の金型ほど熱を放散しないため、プリント金型に見られるサイクルタイムの大幅な短縮にはならない。
真空鋳造金型
真空注型とは?
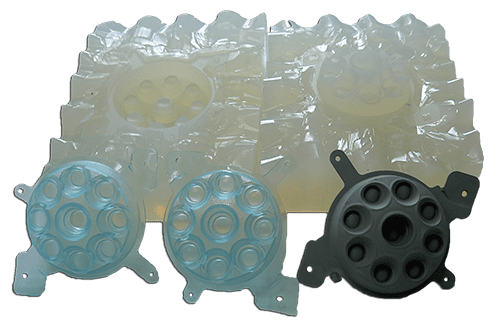
真空鋳造金型は、少量の射出部品を迅速かつ安価に製造する方法です。通常、3DプリントしたSLA部品やCNCで製作した部品をプロトタイプとして使用します。シリコーン材料で型を作り、射出成形の真空プロセスを使ってPU材料を型に流し込み、レプリカ製品を作ります。
真空鋳造金型プロセスの特徴
真空鋳造鋳型の工程上の特徴は以下の通りである:
1.正確さ:
製品の精度は100mm未満で±0.1mm以内。100mm以上では概ね±0.3mm以内です。
2.壁の厚さ:
肉厚は最低でも0.75mmから1.5mmにしてください。少なくとも0.75mmは金型への充填を確実にし、1.5mmは最良の結果をもたらします。
3.カビのシュート:
1つの型につき20発ほどだ。
4.表面処理:
マットな仕上がりと光沢のある仕上がりの両方を実現できる。
5.製品サイズ
金型のサイズは、真空チャンバーの寸法と製品の体積によって決まります。長さ2mまでの部品を製造することができます。
真空鋳造金型の利点とは?
真空鋳造金型は、複雑な形状や仕上げの高品質部品を作るのに最適です。真空鋳造用金型が愛される理由は以下の通りです:

精度が高い: 真空鋳造用の金型は、高精度で精密な部品を作ることができるため、寸法がぴったり合っている必要がある用途に適している。
リードタイムの短縮: スケッチから出荷まで、通常200個のレプリカ製品を作るのに約1週間かかります。金型さえ作ってしまえば、追加の金型製作や機械加工は必要ないからだ。
費用対効果が高い: 真空鋳造は、小規模から中規模の部品を小規模から中規模の数量で製造する手頃な方法です。そのため、中小企業や新興企業にとって良い選択肢となります。
真空鋳造の仕組み
真空注型は、3DプリンターやCNCプロトタイプを使ってシリコン型を作り、その型を使って高精度で細部まで作り込まれたプラスチック部品を作る製造プロセスです。ここでは、真空成形の工程を順を追って説明する:
ステップ1:プロトタイプを作る
原型の品質がコピー製品の品質を左右します。SLA原型の表面にテクスチャーを吹き付けるなどの加工を施し、製品の最終的なディテールをシミュレートします。シリコンモールドは原型のディテールやテクスチャーをコピーするので、コピー製品の表面は原型と非常によく似ています。
ステップ2:真空鋳造鋳型を作る
まず、後で型を開けやすいように、原型の周りの平らな部分にテープを貼る。これは最終型のパーティング面にもなる。 次に、原型を箱に入れて吊るし、スプルーや通気口を作るためにスティックのりを貼る。 三つ目は、箱の中にシリコーンを注入して空気を抜き、40℃のオーブンで型の体積に応じて8~16時間焼く。 最後に、シリコーンが硬化した後、箱とグルースティックを外し、シリコーンから原型を取り出し、空洞を作れば、シリコンモールドの完成だ。

ステップ3:真空射出成形
まず、シリコン型をオーブンに入れ、60~70℃に予熱する。 離型剤をしっかり使い、型を閉じる前にきちんと離型剤を使うことで、くっつきや表面不良を防ぐことができます。 ポリウレタン樹脂を使用する前に、約40℃に予熱しておく。二液型樹脂を適切な割合で混合し、よく撹拌した後、50~60秒間真空脱気します。 真空チャンバー内の金型に樹脂を流し込み、オーブンで再度硬化させます。硬化には約1時間かかる。 硬化後、鋳造品をシリコン型から取り出す。 このステップを繰り返して、より多くのレプリカ製品を得る。

真空鋳造金型の用途
1.少量生産:
真空注型は、高品質のプラスチック試作品を少量生産するのに最適です。鋼鉄製の金型のコストを正当化できるほど十分な数の部品が必要でない場合、真空鋳造は小ロットの部品を得るための最も迅速かつ経済的な方法です。自動車、医療、消費者製品、産業機器、農業機器、スポーツ機器、楽器など、幅広い産業で使用されています。
2.機能テスト:
真空鋳造プロセスと比較的低コストのシリコーン型により、エンジニアリングの検証や設計変更が簡単かつ経済的になり、特に製品量産前の機能テストに利用できる。
3.市場調査:
真空注型製品は、新製品一式を作ることができます。同じデザインコンセプトで大量生産する場合、どれが最適かわからない場合は、シリコン型を作り、10~15個のレプリカ製品を作ることができる。そして、それぞれのレプリカでは、デザイン部門内で議論できるように、モジュールに異なる色や仕上げがデザインされている。
4.マーケティング・ディスプレイ:
消費者の評価には、少量生産のレプリカ商品が最適です。展示会で模型を展示したり、会社案内や公式サイトで商品写真を事前に公開したりすることで、ウォームアップ宣伝の役割を果たし、潜在顧客を増やしたり 商品の最適化を図ったりするのだ。
反応射出成形金型
反応射出成形とは?
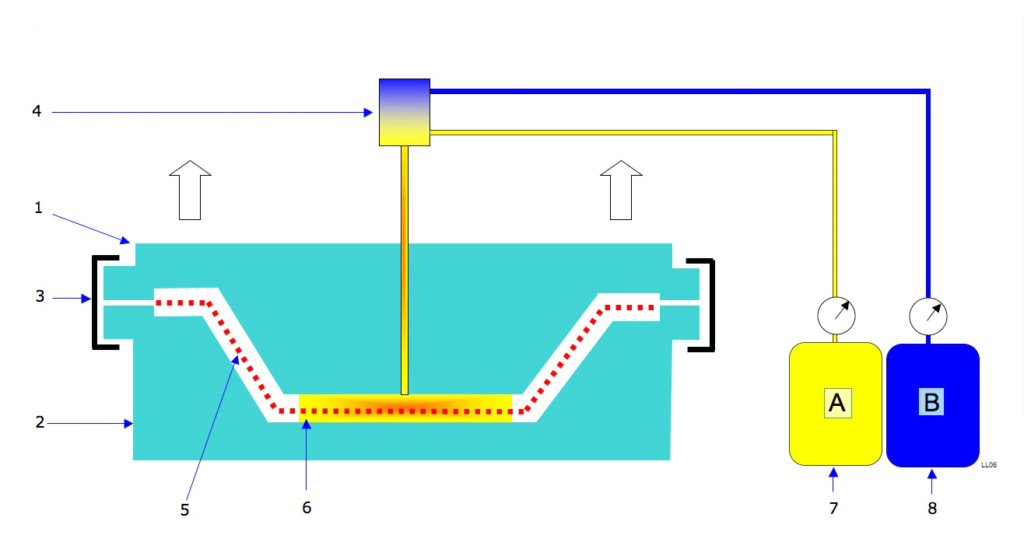
2種類以上の反応性低粘度液体を一定の割合で混合し、一定の圧力と温度条件下で密閉された金型に注入する。金型の中でさらに反応させると、プラスチック製品ができる。この反応射出成形法をRIMと呼ぶ。
反応射出成形の主な特徴は?
反応射出成形の特徴は以下の通りである:

- 反応射出成形金型内の圧力は低く(一般的に0.2~7MPa)、型締力は大きくない。その結果、金型はアルミニウム合金で作ることができ、大面積の部品を生産することができる。
- 内部応力を発生させることなく、複雑な構造や形状(リブ、ボス、隙間、リフティングラグなど)を持つさまざまな部品を射出成形することができる。
- 反応液の粘度が比較的低く、金型への充填が容易である。薄肉部品や大型厚肉製品の成形に非常に適しており、金属インサート製品の成形にも使用できる。
- 成形中に化学反応が起こるため、金型には製品に気孔が形成されないよう、良好な排気路を設けなければならない。
- 反応成形品は収縮率が大きいので、保圧・収縮装置が必要である。
- 反応射出成形品の原料要件は比較的高い。
反応射出成形の材料は何ですか?
ポリウレタンは、反応射出成形(RIM)で最も一般的な材料である。その他の一般的な材料には、ポリウレア、ポリエステル、ポリフェノール、ポリエポキシ、ポリアミド(ナイロン6)などがある。完成品の強度を高めるために、ガラス繊維などの補強材も射出材料に混合される。例えば、硬質発泡自動車パネル。混合成分の割合を調整することで、RIMは軟質、硬質、超硬質にすることができる。例えば、発泡剤を使用することで、軟質/硬質のフォームコアを製造することができる。
一般的なプラスチックのRIM成形プロセス条件
| パラメータ | ポリウレタン | ポリウレア | ナイロン6 | 不飽和ポリエステル | エポキシ樹脂 |
|---|---|---|---|---|---|
| 反応熱エネルギー/(kJ/mol) | 37 | 37 | 18.6 | 30 | 55.8 |
| 活性化エネルギー/(kJ/mol) | 26 | 5.6 | 39 | 50.8 | 20 |
| 材料温度 | 40 | 40 | 100 | 25 | 60 |
| 硬化時間/秒 | 45 | 30 | 150 | 60 | 150 |
| 成形収縮率/% | 5 | 5 | 10 | 20 | 5 |
| 金型温度 | 70 | 70 | 130 | 150 | 130 |
RIMの一般的な用途とは?
RIMの製造は、幅広い産業用途で使用され、その用途は拡大している。以下はその一例である:

- 自動車部品:RIMは、ダッシュボード、ドアパネル、その他の内装部品などの自動車部品の製造に使用される。
- 消費者製品:RIMは、家具、家電製品、その他の家庭用品などの消費者向け製品の生産に使用されている。
- 医療機器:RIMは、インプラント、手術器具、その他の医療機器の製造に使用される。
- 航空宇宙:RIMは、航空機部品、衛星部品、その他の宇宙関連機器などの航空宇宙部品の製造に使用される。
反応射出成形の利点と欠点とは?
| メリット | デメリット |
|---|---|
| 強くてタフ。 | 選べる素材は多くないが、これから増えていく。 |
| 細かいディテールを持つ複雑なパーツを作ることができる。 | 細かいディテールを確実に作るのは難しい。 |
| 素材やデザインに応じて、柔軟な部品や硬い部品を作ることができる。 | 道具はあまり丈夫ではないので、すぐに傷んでしまう。 |
| 金型は、例えば射出成形に比べれば安い。 | 非常に大きな部品の充填と硬化は難しい。 |
| 特に、アタッチメントを組み込んだ大きなパーツを1つ作り、安い材料を使えば、パーツは安くできる。 | 多くのRIM素材は揮発性有機化合物(VOC)汚染物質を発生させる。 |
反応射出成形の利点とは?
- RIM製品は、他の方法で作られた同等品よりも軽い。RIMは車のバンパーや振動を抑える部品に使われている。部品が軽くなることで、車が軽くなり、部品の働きも良くなる。つまり、クルマが何かに衝突してもダメージが少ない。これにより、車の修理費、保険料、ガソリン代が節約できる。つまり、車全体が安くなるのだ。
- RIMは空気をきれいにするのにも役立つ。他のプラスチック部品の製造方法よりも汚染が少ない。これは多くの国、特にプラスチック部品や自動車を多く製造する国にとって重要なことだ。
反応射出成形に必要な設備とは?
従来の射出成形装置と異なり、反応射出成形装置には一般的に以下のシステムが含まれる:

1.国家調整制度: 液体状態の中間体を調製する。
2.定量ポンプシステム: で中間体を測定し、圧力を加えて中間体をポンピングする。
3.ミキシングヘッド: ここで液体中間体はミキシングヘッドを通して混合される。
4.金型積載フレーム: 金型と型開閉装置の向きを制御し、洗浄と脱型の際に使用されます。
反応射出成形は主に低粘度の液体衝突混合を使用するため、追加圧力を必要とせず、内部発生圧力だけで金型充填機能を達成することができる。したがって、反応射出成形に必要な射出圧力は50psiと低く、それにより低金型閉鎖を達成することができる。大型部品の生産が可能なため、RIM金型はより安価になります。
反応射出成形の仕組み
反応射出成形の手順は以下の通りである:

1.型を準備する: 作りたい製品の仕様に合わせて金型をきれいにし、準備する。離型剤を塗布し、完成品が簡単に取り出せるようにする。
2.混ぜる: RIMでは、ポリオールとイソシアネートという2つの液体が使われる。これらは別々のタンクに貯蔵され、ミキシング・ヘッドを使って正確な比率で混合される。ミキシングヘッドには通常、静的混合エレメントがあり、成分が本当によく混ざるようにします。
3.ミックスを撮影する: ミックスは射出口から金型に注入される。液体ミックスは金型に充満し、反応し硬化し始める。
4.硬化するのを待つ: 金型に注入したものは、重合という化学反応を経る。それが固まり、あなたの望む形になるのです。硬化時間は、使用する素材や完成品に求める特性によって異なります。
5.製品を型から取り出す: 材料が固まって固まったら、型を開けて完成品を取り出すことができる。離型剤を塗っておくと取り出しやすい。
6.トリムと仕上げ: 金型から取り出したら、余分なものを切り落としたり、フラッシュをつけたりして、思い通りの外観にすることができる。必要であれば、塗装したり、磨いたり、他のものと組み合わせたりすることもできる。
7.もう一度 RIM工程は、より多くの部品を作るためにもう一度行うことができる。金型をきれいにし、準備し、新しいものでもう一度やる。
反応射出成形には特殊な設備とノウハウが必要です。材料の取り扱いや成形機の操作には十分注意してください。反応射出成形のやり方については、プロやRIMメーカーに相談しましょう。
反応射出成形(RIM)と従来の射出成形の比較
反応射出成形と射出成形は似ているように見えるが、熱硬化性樹脂加工と熱可塑性樹脂加工という2つの異なる方法に基づいている。以下、それぞれの方法について簡単に紹介する。

熱硬化加工
RIMで使用される熱硬化性加工法は、硬化過程で形成される不可逆的な化学結合に基づいている。熱硬化性プラスチックは加熱しても溶融せず、冷却しても分解して変化しない。
熱可塑性樹脂加工
熱可塑性加工は、特定の温度で柔軟または可塑性になり、冷却すると固化するポリマーをベースにしている。
反応射出成形が適しているのはどのような場合ですか?

反応射出成形(RIM)には、他の成形プロセスと同様、長所と短所がある。RIMの最大の長所は、射出成形に比べて設計の自由度が高いことだ。RIMでは、厚肉や薄肉の部品、発泡コアなど、射出成形では作れない部品を作ることができる。RIM部品は丈夫で軽量であり、選択した材料によってその特性が決まります。例えば、ポリウレタンは最も人気のあるRIM材料の一つです。耐熱性、寸法安定性、非常に高い動的特性を持っており、建築、自動車部品、スポーツなどに使用されています。
RIMのもうひとつの優れた点は、低粘度の液体ポリマーを使うことだ。それを加熱した金型に注入すると、膨張し、増粘し、さまざまな化学反応によって硬化し、完成した部品の重量、強度、密度、硬度特性を調整できる。そのため、この方法で作られた部品は、他の製造方法で作られた部品よりも軽い。
一般的に、RIM金型は射出金型よりも安価です。加えて、使用するエネルギーが少なくて済み、トン数の低いプレス機を使用できます。しかし、熱可塑性樹脂加工を使用するよりも時間がかかることがあります。
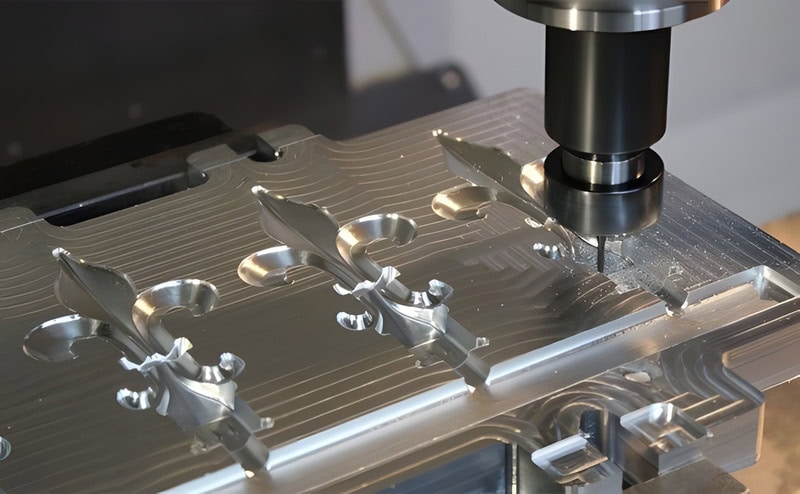
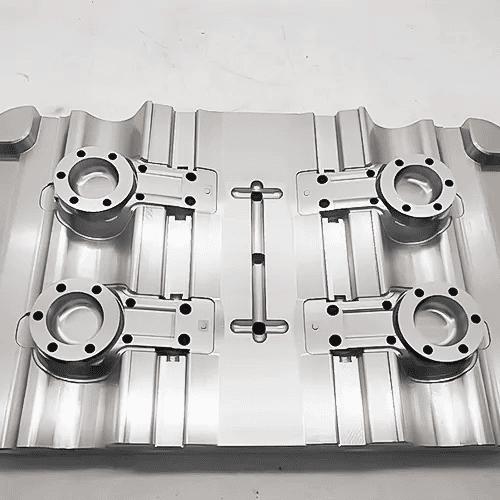
アルミ射出成形金型
アルミ射出成形金型とは?
アルミ射出成形は、アルミの金型を使って射出成形で部品(試作品/実際の製品)を作る技術です。射出成形の金型は、鉄製かアルミ製が主流です。鉄の金型は高価で、アルミの金型は小ロットではコストパフォーマンスが高いというのが常識です。
アルミ射出成形を選ぶ理由

多くの部品が必要だが、何万という部品は必要ない。素早く、オンデマンドで部品が必要です。部品設計が真に実証される前に金型に投資するリスクを取りたくない。これらのいずれかに当てはまる場合、アルミ金型による少量射出成形が良い選択肢となるでしょう。
射出成形:アルミニウム射出成形金型とP20鋼射出成形金型の比較
P20鋼は、射出成形金型に最もよく使用される鋼です。P20鋼射出成形金型とアルミ合金射出成形金型を比較してみましょう。
単純なプラスチック製品を例にとってみよう。製品の材質:ABS、製品重量20グラム、製品数量1,000個、キャビティ金型1個。
| 金型材料 | 製品素材 | 製品数量/個 | 製品重量/g | 金型キャビティ | 金型リードタイム/日 | 金型価格/$ | 製品価格/$ | プロジェクト総費用/$ |
|---|---|---|---|---|---|---|---|---|
| P20スチール | ABS DG417 | 1000 | 20 | 1*1 | 25 | 2000 | 0.3 | 2300 |
| アルミニウム6061 | ABS DG417 | 1000 | 20 | 1*1 | 15 | 1300 | 0.3 | 1600 |
アルミ射出成形の利点とは?
小ロットの生産プロジェクトでは、アルミ射出成形金型はあらゆる種類のプラスチック製品を作るのに最適な選択です。アルミ金型には多くの利点があります。

1.費用対効果が高い: 射出成形金型を作るためにアルミニウムを使用すると、スチールを使用するよりも安いです。あなたはまだ小ロット生産プロジェクトのためのアルミ金型と総コストの30%まで節約することができます。
2.リードタイム: アルミ射出成形金型は、設計と加工手順の面でスチール射出成形金型よりも高速です。一般的に、アルミ金型は鋼鉄金型に比べて40%の時間を短縮することができます。したがって、必要なプロトタイプと最終製品をより速く製造することができます。
3.納期: 通常、アルミ金型の重量はスチール金型の3分の1であり、操作が簡単である。アルミニウムは柔らかい材料なので、射出成形金型を形成するために材料を加工しやすい。簡素化された冷却システムと金型構造により、生産効率がはるかに高くなる。
アルミ射出成形のデメリットとは?
アルミニウムには限界があるため、アルミニウム射出成形金型にも限界があります。これらの制限には、金型の寿命、製造できる材料の種類、金型の変更方法などが含まれます。

1.製品材料: アルミニウムは柔らかい材料なので、ガラス繊維強化ナイロンなどのように、金型がすぐに摩耗してしまうガラス繊維を充填した材料には使用できません。PEEK、PPSUなどのように、製造中に金型が変形しやすい高温工学材料の製造には使用できません。
2.金型の寿命: アルミ金型はスチール金型ほど耐久性、耐食性、耐摩耗性に優れていません。そのため、小ロット生産にしか適していない。通常の場合、金型の寿命は製品の材質や構造にもよるが、1,000~10,000回である。
3.製品設計の複雑さ: アルミ金型は、複雑な製品デザインの部品の製造には適していません。複雑な製品設計には、薄い部分と厚い部分があります。そのため、これらのパラメーターに対応でき、変形することなくプロセスの高圧と高温に対応できる材料が必要です。アルミ射出成形金型は、このような条件下で変形する可能性があるため、適していません。
4.金型の修正: アルミ射出成形金型が完成した後、製品の構造を変更する必要が生じた場合、鉄の金型のように溶接で対応することはできない。作り直さなければならない。
アルミ射出成形金型の設計原理とは?
金型をシンプルに
通常は、リフターやスライダーを備えた超複雑な金型を作らず、自動インサートではなく手込めインサートを使用します。プロトタイプや少量生産の場合、成形品の数量が多くないので、手作業でインサートを出し入れしてもコストがかからず、金型コストを節約でき、金型の寿命も長くなります。
共有金型ベースの使用
アルミ射出成形金型の場合、在庫の金型ベースを使用してすべてのキャビティを設計することができます。これは、新しい金型ベースを注文するために時間とお金を費やす必要がないことを意味します。また、リードタイムを短縮し、お客様のご予算を満たすための費用を節約することができます。
製品構造を改善する
アルミニウムの金型を設計するときは、鋭角ではなく丸みを帯びた角を使います。アルミニウムは柔らかいので、鋭利な角は金型を注入するときに早く摩耗します。また、傷つきやすく、修理も大変です。製品の肉厚をできるだけ均等にすると、射出圧力が低くなり、射出圧力で金型が変形しにくくなります。

Injection Molding Companies in Taiwan: Why Chinese Suppliers Deliver Better Value
Key Takeaways Taiwan-based suppliers typically charge $8,000-$25,000 for injection molds; Chinese suppliers like ZetarMold offer comparable quality at 30-50% lower tooling cost. ZetarMold holds ISO 9001 and ISO 14001 certifications

Injection Molding Companies in the UK: Why Top Buyers Choose ZetarMold
Key Takeaways The UK injection molding sector spans automotive, aerospace, medical devices, and consumer goods — but domestic tooling costs have risen sharply post-Brexit, making Chinese suppliers increasingly attractive for

UL94 Flame Retardancy for Battery Enclosures: Injection Molding Guide
Key Takeaways UL 94 V-0 is the minimum required rating for most battery enclosure applications: the specimen must self-extinguish within 10 seconds after each of two 10-second flame applications. Polycarbonate
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

