 コンテンツへスキップ
コンテンツへスキップ 

長年にわたってね、 射出成形製造 技術は大きく進歩した。今では6つの一般的な 射出成形 技術:圧縮射出成形、排気射出成形、 低圧射出成形ガスアシスト射出成形、水アシスト射出成形、および 高光沢射出成形.
射出成形 プロセスとは、溶融した原料を加圧、射出、冷却、剥離することによって一定の形状の半完成品を作る工程を指す。

プラスチック射出成形製造 工程は主に型閉め-充填-(ガスアシスト、水アシスト)保圧-冷却-型開き-脱型など6段階。-型開き-脱型と他の6段階。
射出成形 は以下の6種類に分けられる。
射出圧縮成形
圧縮成形は、従来の成形の進化形である。 射出成形.
射出圧縮成形の利点
の流路長比を増加させる。 射出成形品クランプ力と射出圧力が低減され、材料の内部応力が減少し、加工生産性が向上する。
用途に合わせた射出圧縮成形
光学レンズには高い幾何学的精度、正確な寸法、低変形が要求されることはよく知られているが、一般的なレンズでは実現が難しい。 射出成形.
射出圧縮成形の用途
大型曲面部品、薄肉・小型化部品、光学レンズ、耐衝撃性が要求される部品など、熱可塑性エンジニアリングプラスチック製の各種製品に。

ベント射出成形
ベント射出成形:ベント」の目的は、重合-固化の過程で発生する揮発性核分裂生成物を排出する機会を提供することである。
これらのガスがキャビティから排出されないと、不完全な製品になったり、クロージャー内に気泡が生じたりする。
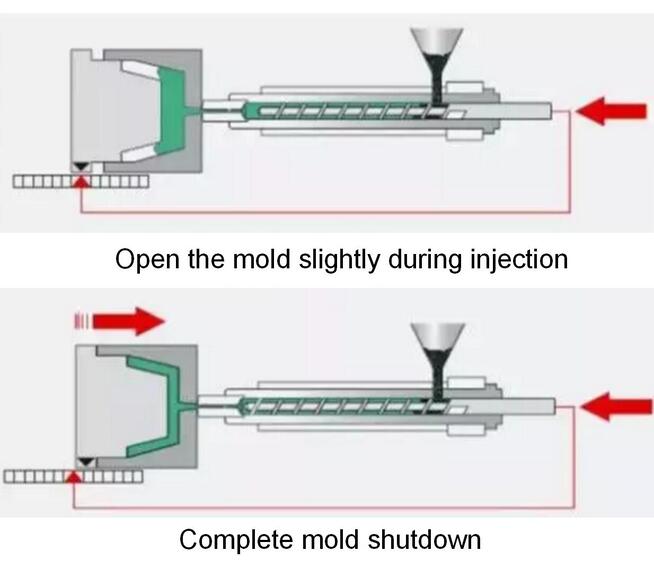
ベント射出成形シーケンス
1. 注入量が約80%~95%に達した時点で注入を中断する。
2.金型を0.1~0.2mm程度開き、揮発性ガスを排出させる。
3.2回目に金型を閉じ、残りの注入量を注入する。

ガス抜き射出成形事例
製造されたプロダクト: フィルターの出版物のフィルター版 1500×1500
キャビティ数1キャビティ
材質PP(フローインデックス0.2高粘度)
射出成形機BU4000、6800T貯蔵シリンダー付き
成形工程: 圧縮射出成形
低圧射出成形
低圧射出成形 ホットメルトプロセスは一種の封止プロセスで、非常に低い射出圧力でホットメルト材料を金型に注入し、素早く硬化させる。ホットメルト材料の優れた封止特性と優れた物理的・化学的特性により、絶縁性、耐熱性、耐衝撃性、振動減衰性、防湿性、防水性、防塵性、耐薬品腐食性などを実現し、電子部品の保護に良い役割を果たす。
皮革、木材、繊維織物、PVC/TPO/PUR装飾フィルムの感度は、射出圧力を下げる必要があります。
低圧射出成形事例

ガスアシスト射出成形
ガスアシスト射出成形 GAIMプロセス
射出段階(部分) - 膨張段階(N2) - ガス保持段階(冷却空気圧一定) - 減圧段階 - 脱型段階
GAIMのユニット構成。
ガス圧発生装置、ガス制御装置、ガス注入装置、ガス回収装置

ガスアシスト射出成形の応用例

水アシスト射出成形
水アシスト射出成形 テクノロジーは先進的である。 射出成形 溶融物の一部を金型キャビティに注入し、その後、装置を通して高圧水を溶融物に注入して最終的にワークを成形するプロセス。
水の非圧縮性により、水の前端に固体界面が形成されるため、製品の内壁は空洞に押し出され、水の前端は急速冷却の役割も果たす。
したがって、水アシストにはガスアシストとは比較にならない多くの利点がある。研究と応用から、水アシストはより薄く均一なキャビティ壁を生成でき、ランナーの内壁面は非常に滑らかであることが示されている。
特に厚肉の部品では、水アシストの冷却時間はガスアシストに比べて大幅に短縮できる。

高光沢射出成形
の基本的なプロセスである。 高光沢射出成形 は、高温高圧の水蒸気を使用して金型表面を急速に暖めてから、次の工程に進む。 射出成形成形キャビティの表面温度が樹脂プラスチック材料のガラス転移温度(Tg)以上になるようにし、可塑化された樹脂溶融体を密閉された金型キャビティに射出する。

射出が終わると、空気の供給を止め、パイプ内の水蒸気を空気圧で吹き飛ばし、その後、冷却水を流して金型の温度を急速に下げ、冷えてから金型を開いて製品を取り出す。







