 Vai al contenuto
Vai al contenuto 

La plastica è uno dei quattro materiali ingegneristici (acciaio, legno, cemento e plastica), è una resina sintetica ad alto peso molecolare come componente principale, ampiamente utilizzata nell'industria, nell'agricoltura, nella difesa nazionale e in altri settori.
Ma la plastica ha alcune proprietà uniche rispetto ad altri materiali, che ne determinano alcune occasioni d'uso, metodi di lavorazione, processi produttivi, ecc.
Questo blog condivide principalmente i punti chiave della progettazione strutturale di parti stampate ad iniezione in plastica da diversi elementi: spessore della parete, angolo di trazione dello stampo, rinforzo, foro, puntone, scatto, connessione di interferenza, tolleranza, ecc.

Spessore della parete
La determinazione ragionevole dello spessore delle pareti delle parti in plastica è molto importante; altre forme e dimensioni, come i rinforzi e gli angoli arrotondati, vengono utilizzate come riferimento per lo spessore delle pareti.
Lo spessore della parete dei prodotti in plastica è determinato principalmente dai requisiti di utilizzo della plastica, ovvero la necessità del prodotto di resistere alle forze esterne, di fungere da supporto per altre parti, di scegliere le proprietà del materiale plastico, il peso, le proprietà elettriche, l'accuratezza dimensionale e la stabilità, così come l'assemblaggio e altri requisiti.
Lo spessore generale delle pareti termoplastiche è compreso tra 1 e 6 mm. Il più comunemente usato è da 2 a 3 mm, ma sono disponibili anche pezzi di grandi dimensioni con uno spessore superiore a 6 mm.
A. Spessore della parete non uniforme
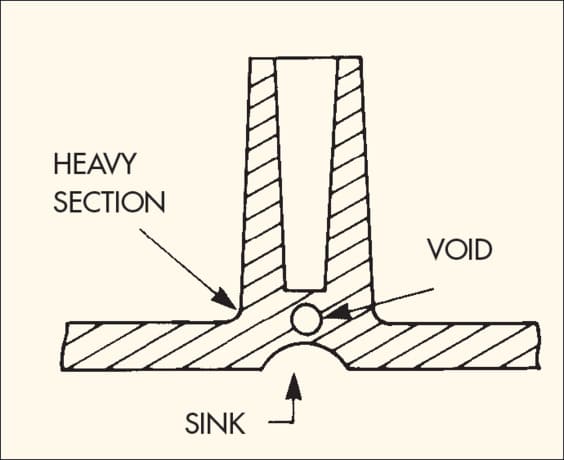
Lo spessore uniforme delle pareti è un principio fondamentale nella progettazione dei componenti in plastica. Se lo spessore nominale della parete non è uniforme, la velocità di riempimento del materiale plastico e la contrazione da raffreddamento non saranno uniformi, causando depressioni, bolle da vuoto, deformazioni e persino fessurazioni, o addirittura segni di contrazione, stress termico, distorsione del pezzo, colore diverso o trasparenza diversa.
Se lo spessore delle pareti è minore, la resistenza e la rigidità del prodotto saranno scarse durante l'uso e l'assemblaggio. Dal punto di vista economico, i prodotti troppo spessi non solo aumentano il costo del materiale, ma prolungano anche il ciclo di produzione. L'area di colla spessa si raffredda più lentamente della successiva area di colla sottile, creando così segni di ritiro.
B. Transizione dello spessore della parete
La maggior parte delle colle più spesse può essere progettata con un rinforzo per modificare lo spessore totale della parete. Oltre a risparmiare sui materiali e sui costi di produzione, si può anche risparmiare sul tempo di raffreddamento, che è approssimativamente proporzionale alla parete.
Inoltre, la progettazione dello spessore della parete tiene conto anche del flusso, cioè della distanza della massa fusa dal gate a ciascuna parte della cavità.
Se il rapporto tra il flusso e lo spessore della parete è troppo grande, il punto lontano dalla paratoia sarà a corto di materiale, e spesso si dice che non è pieno. Pertanto, se necessario, lo spessore della parete deve essere aumentato.

C. Spigoli vivi
Gli spigoli vivi di solito causano pezzi difettosi e concentrazioni di tensioni. Gli angoli taglienti spesso causano un accumulo indesiderato di materiale dopo i processi di post-trattamento, come la placcatura e la verniciatura.
Le aree di tensione concentrata possono rompersi quando sono sottoposte a carico o impatto, quindi è necessario evitare gli angoli vivi in fase di progettazione.
La direzione di rilascio dello stampo e la pendenza di trazione dello stampo
Ciascuno prodotto stampato a iniezione dovrebbe determinare la direzione di apertura dello stampo e la linea di divisione all'inizio della progettazione, per garantire che il meccanismo di estrazione dell'anima sia ridotto il più possibile ed eliminare l'impatto della linea di divisione sull'aspetto.
Una volta determinata la direzione di apertura dello stampo, le barre di rinforzo, le clip, le protuberanze e le altre strutture del prodotto devono essere progettate in modo da essere il più possibile coerenti con la direzione di apertura dello stampo, per evitare l'estrazione dell'anima, ridurre la linea di separazione e prolungare la durata dello stampo. Una volta determinata la direzione di apertura dello stampo, è possibile selezionare linee di giunzione appropriate per migliorare l'aspetto e le prestazioni.
Quando la parte iniettata viene rilasciata dal movimento dello stampo, la forza di rilascio e la forza di apertura vengono superate. L'apertura dello stampo si riferisce al rilascio della forma del pezzo stampato dalla cavità dello stampo. La parte stampata si restringe durante il processo di raffreddamento e la parete del foro esercita una forza di serraggio sul nucleo.
L'attrito tra la parte stampata e l'anima durante l'apertura dello stampo, l'assorbimento del vuoto sul fondo della guarnizione del foro durante l'apertura dello stampo e molti altri motivi fanno sì che la forza di rilascio sia molto più grande della forza di tenuta del foro. stampo a iniezione forza di apertura.
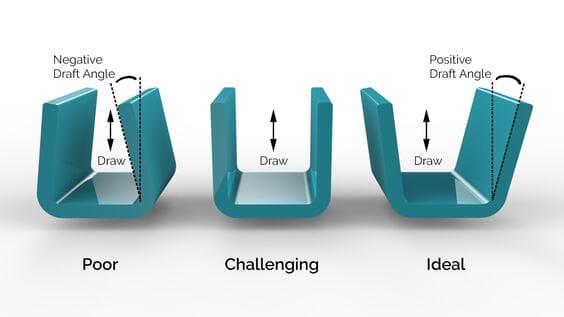
Una forza di distacco eccessiva può causare deformazioni, sbiancamento, raggrinzimento e abrasione superficiale del pezzo. L'inclinazione del distacco dello stampo è un fattore importante nel determinare l'entità della forza di rilascio.
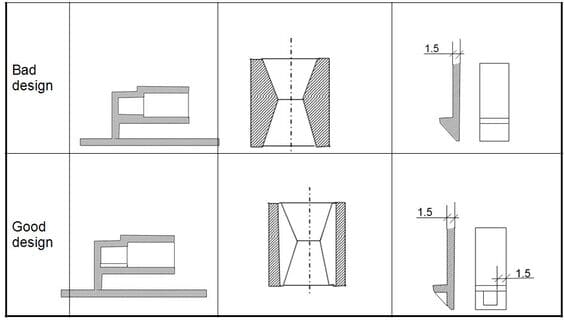
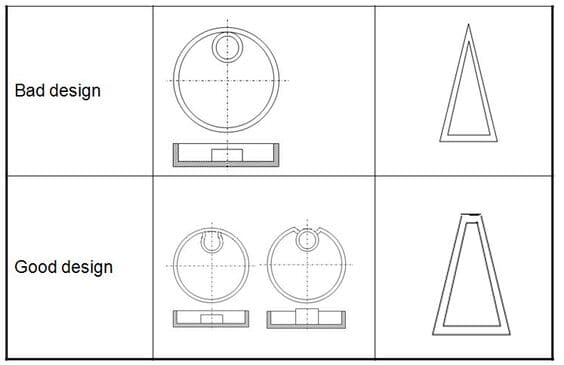
Per rendere uniforme lo spessore della parete del prodotto ed evitare che il prodotto si attacchi allo stampo concavo più caldo dopo l'apertura dello stampo, l'angolo di rilascio deve essere uguale sia per lo stampo concavo che per quello convesso.
Tuttavia, in casi particolari, se il prodotto deve essere attaccato allo stampo concavo dopo l'apertura, l'angolo di uscita dello stampo concavo adiacente può essere ridotto in modo appropriato, oppure si può aggiungere deliberatamente una quantità adeguata di gioco allo stampo concavo.
Non esiste una misura precisa dell'angolo di trazione dello stampo, ma di solito è determinata da valori empirici. In generale, le pareti esterne molto lucide possono utilizzare un angolo di uscita di 1/8° o 1/4°, mentre i prodotti con motivi profondi o intrecciati richiedono un aumento corrispondente dell'angolo di uscita.
Inoltre, quando si considera la pendenza di rilascio, in linea di principio, maggiore è la pendenza, migliore è il rilascio, ma bisogna prestare attenzione a garantire l'accuratezza dimensionale delle parti in plastica, l'errore di dimensione causato dalla pendenza di rilascio deve essere controllato entro l'intervallo di accuratezza dimensionale. Il ritiro e la forma complessa dei pezzi in plastica dovrebbero considerare un angolo di rilascio maggiore.

Il rinforzo
La resistenza della parte in plastica non aumenta completamente in base allo spessore della parete. Al contrario, l'aumento dello spessore della parete causato dal ritiro e dalle sollecitazioni interne ne riduce la resistenza. La resistenza delle parti in plastica alla rigidità della struttura principale, più sottile e combinata, prevede un rinforzo nelle parti corrispondenti per aumentare il momento d'inerzia della sezione trasversale.
Ma dopo l'aggiunta del rinforzo, la connessione tra il rinforzo e la parete principale diventerà sicuramente più spessa, e questo spessore di solito dipende dal cerchio massimo del taglio interno, cioè dallo spessore del tendine e dal raggio della radice dell'angolo.

Parti di contrazione dell'armatura
Lo spessore del rinforzo dovrebbe essere ridotto al minimo, ma anche questo è limitato. Se lo spessore del tendine è troppo piccolo, è necessario aumentare l'altezza del tendine per aumentare la rigidità.
Se il tendine è troppo sottile quando viene pressato, il tendine si deforma facilmente, il materiale non è facile da riempire durante la formatura, lo stampo è appiccicoso e altri problemi. Naturalmente, il raggio dell'angolo inferiore del tendine non può essere troppo piccolo, altrimenti non può contribuire a ridurre la concentrazione delle sollecitazioni.
In generale, il raggio dell'angolo della radice della barra non dovrebbe essere inferiore a 40% dello spessore della barra, lo spessore della barra dovrebbe essere compreso tra 50% e 75% del corretto spessore della parete del materiale di base, l'elevato rapporto è limitato al piccolo restringimento del flusso di materiale.
L'altezza della barra deve essere inferiore a cinque volte lo spessore del materiale di base. Le barre devono avere angoli di rilascio e devono essere posizionate nella direzione del rilascio o di un gruppo stampo mobile. La distanza tra le barre deve essere superiore al doppio dello spessore del materiale di base.
Inoltre, di solito vogliamo che un pezzo sia ugualmente rigido in tutte le direzioni e il modo più semplice per ottenere questo risultato è aggiungere barre al pezzo sia in direzione trasversale che longitudinale e farle intersecare verticalmente.
Tuttavia, c'è anche il problema di aumentare lo spessore della parete all'intersezione, aumentando la possibilità di ritiro. In genere, in questo caso, si può aggiungere un foro circolare all'intersezione per creare uno spessore uniforme della parete.
Il foro
Nelle parti in plastica sul foro per renderlo e altre parti per unire o aumentare la combinazione di funzione del prodotto è un metodo comune, la dimensione e la posizione del foro dovrebbe cercare di non costituire un impatto sulla forza del prodotto o aumentare la complessità della produzione, i seguenti sono diversi fattori da considerare quando si progetta il foro.
1. La distanza tra i fori collegati o la distanza tra i fori e i bordi diritti dei prodotti adiacenti non deve essere inferiore al diametro dei fori, in particolare il valore del bordo deve essere il più grande possibile, altrimenti la posizione di perforazione è soggetta a frattura.
Se al foro è collegata una filettatura, la distanza tra il foro della vite e il bordo del prodotto è generalmente superiore a tre volte il diametro del foro.
2. I tipi di fori sono generalmente fori passanti, fori ciechi e fori graduati. Dal punto di vista dell'assemblaggio, i fori passanti sono più utilizzati dei fori ciechi e sono più facili da realizzare rispetto a questi ultimi.
Dal punto di vista della progettazione dello stampo, il design di un foro passante sarà anche più conveniente nella struttura, che può essere formata dalla combinazione di due anime fissate sullo stampo mobile e sullo stampo fisso o può essere formata da un'unica anima fissata sullo stampo mobile o sullo stampo fisso.
Il primo forma due travi a sbalzo sotto l'azione della plastica fluida, ma il braccio di forza è breve e la deformazione non è grande. Il secondo è dotato di giunzioni a giro con stampi sia mobili che fissi e in genere forma una semplice trave di supporto con poca deformazione.
Quando si utilizzano due anime, i diametri delle due anime devono essere leggermente diversi per evitare che il prodotto si deformi a causa della leggera deviazione dell'asse dei due pioli laterali, e le due estremità del giunto devono essere rettificate in piano.
Le anime dei fori ciechi sono travi completamente a sbalzo, che vengono facilmente piegate dall'impatto della plastica fluida e il foro formato diventerà un foro sagomato. Se il diametro del foro cieco è pari o inferiore a 1,5 mm, la profondità del foro cieco non deve essere superiore alla dimensione del diametro. Lo spessore della parete inferiore del foro cieco non deve essere inferiore a un sesto del diametro del foro, altrimenti si verificherà un restringimento.
3. I fori laterali sono spesso formati con il metodo dell'anima laterale, che aumenta il costo dello stampo; inoltre, se l'anima laterale è troppo lunga, è facile che si rompa, aumentando i costi di manutenzione dello stampo.

Pilastro
Il pilastro sporge dallo spessore uniforme della parete della gomma e viene utilizzato per assemblare prodotti, separare oggetti e sostenere altre parti. I pilastri cavi possono essere utilizzati per incastrare parti, stringere viti, ecc.
Queste applicazioni devono avere una resistenza sufficiente a sostenere la pressione senza rompersi. I pilastri sono generalmente di forma cilindrica perché sono facili da modellare e hanno buone proprietà meccaniche.
In generale, il pilastro non dovrebbe essere progettato come un cilindro separato, ma dovrebbe essere collegato alla parete esterna o utilizzato con un rinforzo il più possibile, per rinforzare il pilastro e rendere più fluido il flusso dell'adesivo, e la connessione con la parete esterna dovrebbe essere realizzata in una connessione a parete sottile per evitare il ritiro.

Lo spessore della parete del pilastro deve essere compreso tra 0,5 e 0,75 dello spessore del materiale di base e il foro superiore del pilastro deve essere smussato per facilitare l'installazione della guida a vite.
Il foro superiore della colonna deve essere smussato per facilitare l'installazione della guida a vite. La colonna deve avere una pendenza di trazione dello stampo. Questi punti sono simili ai requisiti di progettazione delle barre di rinforzo, quindi si può anche dire che il pilastro è una variante della barra.
Scatto
L'assemblaggio a scatto è un assemblaggio conveniente, a risparmio di costi, connessione verde, perché la combinazione di parti a scatto nella produzione di prodotti finiti allo stesso tempo stampaggio, assemblaggio senza altri accessori di bloccaggio come le viti, fino a quando la combinazione dei due lati della posizione fibbia con l'altro a scatto.
Il principio dello scatto è quello di promuovere una parte della proiezione attraverso l'altra parte dell'ostacolo, nel processo di promozione della deformazione elastica, quando attraverso l'ostacolo per ripristinare lo stato originale dei due insieme.
Connessione di interferenza
I fori e gli alberi sono collegati per interferenza per trasferire la coppia e altre funzioni; il collegamento per interferenza è più comodo e semplice. La considerazione principale nel processo di progettazione è la quantità di interferenza; se la quantità di interferenza è troppo piccola, il collegamento non è affidabile, se l'interferenza è troppo grande, è difficile da assemblare, ma anche facile da rompere.
Nel processo di progettazione è necessario considerare la tolleranza del foro e dell'albero, nonché la temperatura di esercizio, poiché la temperatura influisce direttamente sulle dimensioni dell'interferenza.
Nella maggior parte dei casi, l'albero è generalmente un albero metallico e, per garantire l'affidabilità del collegamento, in fase di progettazione vengono generalmente aggiunte delle scanalature zigrinate all'albero di accoppiamento. L'entità generale dell'interferenza può essere calcolata con la seguente formula.
Y=Sd( (K+v manica)/E manica)/K
Dove S è la sollecitazione di progetto, v è il rapporto di Poisson, E è il modulo di elasticità, K è il coefficiente geometrico e K può essere calcolato con la seguente formula.
K = (1+(d/D)2)/(1 - (d/D)2)
La forza di accoppiamento può essere calcolata con la seguente formula: W = Sdlπμ/K
μ è il coefficiente di attrito e l è la lunghezza di accoppiamento.
Inoltre, i metodi di collegamento tra le parti in plastica sono la rivettatura a caldo, la saldatura, la saldatura a ultrasuoni, ecc.
L'impatto della tolleranza
La maggior parte dei prodotti in plastica può raggiungere un'elevata precisione nelle tolleranze dimensionali, mentre alcuni ritiri elevati e alcuni materiali morbidi sono più difficili da controllare.
Pertanto, il processo di progettazione del prodotto deve tenere conto dell'utilizzo dell'ambiente del prodotto, dei materiali plastici, della forma del prodotto, ecc. per stabilire la rigidità delle tolleranze.
Poiché le esigenze dei clienti sono sempre più elevate, il precedente concetto di vestibilità deve essere rivisto lentamente. Vestibilità, precisione ed estetica devono essere messe in evidenza nel prodotto allo stesso tempo.
Più alta è la tolleranza, più alta è la qualità del prodotto, ma più alto è il costo e più tempo è necessario per soddisfare i requisiti. il stampaggio a iniezione Il processo è generalmente suddiviso in tre livelli di qualità, vale a dire stampaggio a iniezione, stampaggio di media precisione e stampaggio a iniezione di precisione.
Uso generale stampaggio a iniezione Il processo richiede un basso livello di controllo della qualità ed è caratterizzato da bassi tassi di ritorno e cicli di produzione rapidi. Medio-stampaggio a iniezione di precisione può essere più costoso perché richiede requisiti più elevati alla fabbricazione di stampi e produzione processo, che richiede frequenti controlli di qualità.
Il terzo tipo, la precisione stampaggio a iniezione a parete sottile ciclo, richiede stampi precisi, condizioni di produzione ottimali e monitoraggio continuo della produzione. Ciò influisce sul tempo del ciclo di produzione e aumenta il costo unitario di produzione e il costo del controllo qualità.
Dal punto di vista della qualità del prodotto, ovviamente, maggiore è la precisione, ma dal punto di vista dei costi economici di produzione, minore è il costo. Un progettista in questo momento deve scegliere tra le due cose.
In generale, per soddisfare i requisiti di prestazione e aspetto, con i requisiti della premessa di un appropriato rilassamento della tolleranza delle dimensioni non critiche.

La scelta dei materiali
In generale, non esiste un materiale scadente, ma solo un materiale sbagliato utilizzato in un determinato settore. Pertanto, il progettista deve conoscere a fondo le prestazioni dei vari materiali disponibili e testarli attentamente per studiare il loro impatto sulle prestazioni dei prodotti stampati e lavorati con vari fattori.
Il più comunemente usato in produzione di stampaggio a iniezione di plastica materiale è termoplastico. Può essere ulteriormente suddiviso in plastiche amorfe e semicristalline. Questi due tipi di materiali differiscono in modo significativo per la loro struttura molecolare e per le proprietà influenzate dalla cristallizzazione.
In generale, i termoplastici semicristallini sono utilizzati principalmente per pezzi meccanicamente resistenti, mentre i termoplastici amorfi sono spesso utilizzati per gli alloggiamenti perché non si piegano facilmente.
I materiali termoplastici sono disponibili in varietà non rinforzate, rinforzate con fibre di vetro, minerali e cariche di vetro.
Le fibre di vetro sono utilizzate principalmente per aumentare la resistenza, la rigidità e la temperatura di applicazione; i minerali e le fibre di vetro hanno un effetto di rinforzo inferiore e sono utilizzati principalmente per ridurre la deformazione. L'esatta entità della variazione delle proprietà plastiche con l'aggiunta di rinforzi deve essere verificata chiedendo al fornitore del materiale o facendo esperimenti.
Alcuni materiali termoplastici, in particolare PA6 e PA66, sono altamente igroscopici. Questo può avere un impatto significativo sulle loro proprietà meccaniche e sulla stabilità dimensionale.
Alcuni requisiti sono legati a considerazioni sulla lavorazione e sull'assemblaggio. È anche importante studiare la concentrazione di diverse funzioni in un unico pezzo, che può far risparmiare costosi costi di assemblaggio.
Questa linea guida è molto utile per calcolare i costi di produzione. Nel calcolo dei prezzi, si può notare che non si deve tenere conto solo del prezzo delle materie prime, ma anche del fatto che i materiali con prestazioni elevate (rigidità, tenacità) possono portare a spessori di parete più sottili e quindi a cicli di produzione più brevi. È quindi importante elencare tutti i criteri e valutarli sistematicamente.
Angoli arrotondati
Gli spigoli vivi di solito portano a pezzi con difetti e concentrazioni di tensioni, dove le sollecitazioni concentrate possono rompersi quando vengono sottoposti a carichi o impatti.
Gli angoli arrotondati più grandi offrono una soluzione a questo inconveniente, non solo riducendo il fattore di concentrazione delle tensioni, ma anche rendendo il flusso della plastica più fluido e facile quando il prodotto finito viene rilasciato dallo stampo. Se gli angoli interni sono arrotondati e quelli esterni sono affilati, gli angoli saranno comunque più spessi del resto e si verificherà comunque un ritiro.
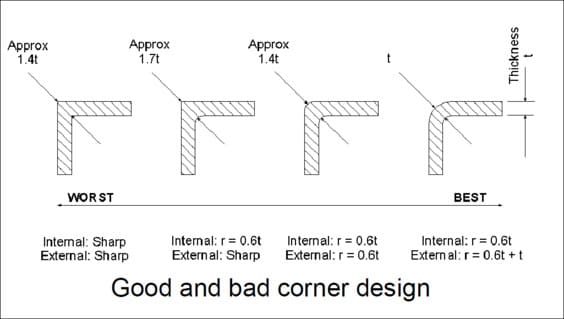
Possiamo rendere uniforme lo spessore della parete arrotondando sia l'angolo interno che quello esterno, nel qual caso l'angolo esterno è la somma dell'angolo interno più lo spessore della parete di base.
La linea guida per la progettazione della punta d'angolo si applica anche alla punta di fissaggio a sbalzo. Poiché questo metodo di fissaggio richiede la piegatura del braccio a sbalzo incorporato, la progettazione della posizione dell'angolo illustra che se la posizione dell'arco d'angolo R è troppo piccola, il coefficiente di concentrazione delle sollecitazioni sarà troppo grande, quindi il prodotto si romperà facilmente durante la piegatura; se la posizione dell'arco R è troppo grande, è facile che appaiano linee di ritiro e cavità.
Pertanto, la posizione dell'arco e lo spessore della parete hanno un certo rapporto. In genere, il rapporto è compreso tra 0,2 e 0,6, mentre il valore ideale è 0,5 circa.
Conclusione
In questo articolo analizziamo i punti di progettazione di parti stampate a iniezione sotto il profilo dello spessore della parete, dell'angolo di sformo, del rinforzo, del foro, del puntone, dello scatto, della connessione ad interferenza, della tolleranza e dell'angolo arrotondato.
Naturalmente, la progettazione di prodotti stampati a iniezione è limitato anche dall'ambiente, dalle condizioni e dai requisiti, per cui è necessario affrontare situazioni specifiche.







