 Ir al contenido
Ir al contenido 

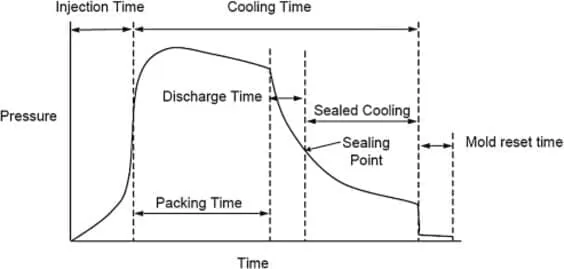
El ciclo de moldeo de moldeo por inyección consiste en el tiempo de cierre del molde, el tiempo de llenado, el tiempo de mantenimiento, el tiempo de enfriamiento y el tiempo de desmoldeo. Entre ellos, el tiempo de enfriamiento representa la mayor proporción, alrededor de 70% ~ 80%.
Por lo tanto, el tiempo de enfriamiento afectará directamente al ciclo de moldeo y al rendimiento de los productos de plástico. En la fase de desmoldeo, la temperatura de enfriamiento de los productos plásticos debe ser inferior a la temperatura de deformación por conductividad térmica de los productos plásticos.
Para evitar que los productos de plástico sufran daños por tensiones residuales causadas por relajación o alabeo y deformaciones de moldeo provocadas por una fuerza externa.

¿Qué es el tiempo de enfriamiento del moldeo por inyección?
Moldeo por inyección El tiempo de enfriamiento suele referirse al tiempo transcurrido entre que la masa fundida de plástico llena el molde de inyección cavidad y el momento en que puede abrirse el molde para extraer el producto.
Puede abrir el molde para sacar el estándar de tiempo que hace una pieza, a menudo con hacer una pieza ya suficiente solidificar, tienen una cierta intensidad y rígido prevalecer al abrir una tapa moldeada, no envíe manía deformación.
Aunque se utilice el mismo plástico para moldeo por inyección de plástico, su tiempo de enfriamiento varía con el grosor de la pared, la temperatura del plástico fundido, la temperatura de desmoldeo de la pieza moldeada y la temperatura del molde de inyección.
¿Cómo se calcula el tiempo de enfriamiento en el moldeo por inyección de plásticos?
El tiempo de enfriamiento puede calcularse mediante una ecuación que incorpora el grosor de la pared y una medida conocida como difusividad térmica, que cuantifica la conductividad térmica del plástico, su densidad y la energía necesaria para elevar su temperatura.
El tiempo estimado también depende del tipo de termoplástico, ya que cada uno tiene diferentes temperaturas de fusión y moldeo.

Referencia del tiempo de enfriamiento del moldeo por inyección
1. La temperatura de la capa central de la parte más gruesa de la pared del pieza moldeada por inyección de plásticoy el tiempo necesario para enfriarse hasta la temperatura inferior a la deformación térmica del plástico;
2. La temperatura media en la sección de la pieza de procesamiento de inyección de plástico, y el tiempo requerido por el enfriamiento a la temperatura del molde especificada del producto;
3. La temperatura de la capa central de la parte más gruesa de la pared de las piezas de moldeo de plástico cristalino, el tiempo necesario para enfriarse por debajo de su punto de fusión o el tiempo necesario para alcanzar el porcentaje de cristalización especificado.
Factores que afectan al tiempo de enfriamiento del moldeo por inyección
Estimación del tiempo de enfriamiento para moldeo por inyección puede ser compleja, ya que depende de varios factores, como el material utilizado, el tamaño y la forma de la pieza, el grosor de la pared, la temperatura real de la masa fundida y la temperatura del molde.
1. Tipo de plástico utilizado
En general, los materiales con puntos de fusión más bajos se solidifican más rápido que los que tienen puntos de fusión más altos.
2. Tamaño y forma del molde
3. Espesor de pared de las piezas moldeadas por inyección
Las piezas más pequeñas con paredes más finas se enfriarán más rápidamente que las piezas más grandes con paredes más gruesas.
4. Temperatura del molde
La menor temperatura del molde hace que el material se enfríe más rápidamente.
5. Velocidad del ciclo de moldeo por inyección
Cuanto mayor sea la máquina de moldeo por inyección, mayor será el tiempo de enfriamiento.
Cada uno de estos factores afecta al tiempo que tarda el plástico en enfriarse y solidificarse. Teniendo en cuenta todos estos factores, el tiempo de enfriamiento de un determinado moldeo por inyección puede calcularse.
Además, el progreso del proceso de enfriamiento debe supervisarse de cerca para garantizar que las piezas moldeadas cumplen todos los requisitos de calidad.

¿Por qué es importante el tiempo de enfriamiento?
Estimación del tiempo de enfriamiento de un pieza moldeada por inyección es importante por varias razones. En primer lugar, garantiza la uniformidad de los canales de refrigeración en los sensores de temperatura de cavidad, evitando así alabeos y deformaciones.
Además, ayuda a evitar fracturas por tensión y otros defectos que pueden producirse si el proceso de enfriamiento no se controla adecuadamente.
Por último, al predecir con exactitud los tiempos de enfriamiento, la producción puede programarse con mayor eficacia y las piezas pueden terminarse a tiempo.
Para estimar el tiempo de enfriamiento hay que tener en cuenta muchos factores, como el tamaño y la forma de la pieza, los materiales utilizados y el diseño de la matriz.
Con la experiencia, la mayoría de los ingenieros saben cómo afectarán estos factores al tiempo de enfriamiento de una pieza concreta.
Sin embargo, también existen programas informáticos que pueden ayudar a realizar predicciones más precisas. En cualquier caso, una estimación precisa del tiempo de enfriamiento es una parte importante del éxito de un proceso de enfriamiento. moldeo por inyección de plástico.

¿Qué ocurre cuando el tiempo de enfriamiento para el moldeo por inyección es insuficiente?
Es muy importante estimar el tiempo de llenado del circuito de refrigeración de piezas moldeadas por inyección para garantizar el proceso correcto.
Si el tiempo de enfriamiento es demasiado corto, es posible que el plástico fundido no tenga tiempo suficiente para enfriarse y solidificarse correctamente.
En este momento, el producto de eyección todavía está blando. Los problemas que son propensos a ocurrir incluyen la deformación de eyección, microcosmos, y el alabeo del producto, lo que resulta en piezas de baja calidad.
Sin embargo, si se enfría durante demasiado tiempo, el plástico puede enfriarse de forma desigual, provocando deformaciones u otros defectos.
Calcular el tiempo de enfriamiento puede ser difícil porque depende de muchos factores, como el tamaño y la forma de la pieza, el tipo de plástico utilizado y la temperatura ambiente.
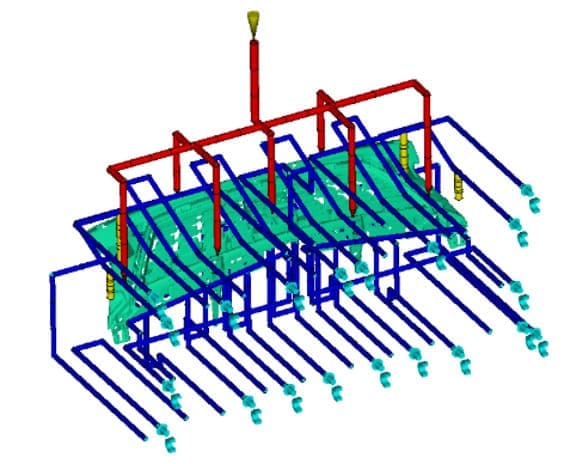
Mediante el uso de métodos probados para el diseño de la línea de enfriamiento, se minimizan el alabeo y el tiempo de enfriamiento. El molde también está totalmente instrumentado con sensores de presión de la cavidad en la compuerta posterior y al final del llenado, junto con sensores de temperatura en la cavidad. Sin embargo, algunas directrices generales pueden ayudar a garantizar que el tiempo de enfriamiento sea el adecuado.

Resumen
Aunque estimar los tiempos de enfriamiento puede ser difícil, es importante asegurarse de que las piezas de plástico se enfrían adecuadamente con la barra de ensayo de tracción.
Sin embargo, pueden producirse defectos si el tiempo de enfriamiento es demasiado largo. Si desea más información sobre el tiempo de enfriamiento y otros factores que afectan a la calidad de las piezas de plástico moldeadas, póngase en contacto con ZetarMold. Estaremos encantados de estudiar sus necesidades específicas y encontrar una solución que satisfaga sus requisitos.







