 Ir al contenido
Ir al contenido 

Los moldes para moldeo por inyección son herramientas que se utilizan para dar forma a las cosas. Se componen de diferentes partes, y los diferentes moldes tienen diferentes partes. El proceso de moldeo por inyección incluye principalmente la preparación de la materia prima, la alimentación, el calentamiento y la fusión, la inyección, el enfriamiento y la solidificación, la apertura y extracción del molde, la eliminación de rebabas, el recorte y el procesamiento, inspección y envasado.
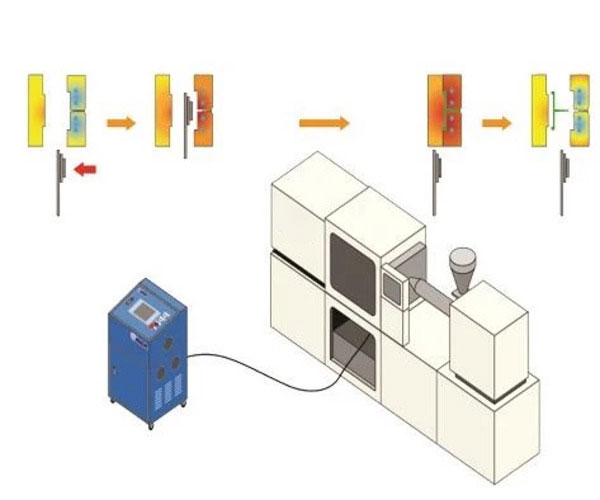
Ⅰ. Sistema de calefacción
1. Métodos de calentamiento de moldes
1.1 Calentamiento del acero
El calentamiento por acero es un método de calentamiento casi obligatorio en el diseño de todos los moldes de moldeo de plástico. Puede diseñarse de varias formas, como cableado monofásico, cableado bifásico, etc. Se pueden utilizar materiales como tubos con costura, tubos sin costura, tubos de acero inoxidable, caracterizados por una baja pérdida de calor, alta eficiencia térmica, cableado simple y configuraciones de cableado flexibles según las necesidades, diseñados para 220V o 380V. Sin embargo, debido a las limitaciones de los materiales y las técnicas de procesamiento, se debe prestar atención a sus características únicas en el diseño del molde.
1.2 Calentamiento del núcleo del soldador
El núcleo de soldador se utiliza a menudo como un tipo de tubo de calefacción del molde. Tiene una alta potencia por unidad de longitud (por lo general un diámetro de 10 mm, una longitud de 8 cm núcleo del soldador puede alcanzar una potencia de salida de 150 vatios), durabilidad, buena seguridad, resistencia a los cortocircuitos, se puede incrustar a través de agujeros ciegos, pero difícil de personalizar el diseño, propensos a la fragilidad y la rotura durante el reemplazo.

2. Factores que afectan a la velocidad de calentamiento del molde de inyección
Hay muchos factores que afectan a la rapidez con la que se calienta un molde de inyección. Algunos de estos factores son:
2.1 Material y estructura del molde
El material y la estructura del molde afectan directamente a la velocidad de calentamiento. Los distintos materiales tienen diferente conductividad térmica y capacidad calorífica, mientras que el grosor y el diseño del molde también afectan a la velocidad de conducción del calor.
2.2 Método y equipo de calentamiento
Los moldes de inyección se calientan mediante calefacción eléctrica o sistemas de canal caliente. Los distintos métodos de calentamiento tienen diferentes velocidades de calentamiento y capacidades de control. Por ejemplo, la calefacción eléctrica puede calentar rápidamente y controlar la temperatura con precisión, mientras que los sistemas de canal caliente pueden transferir el calor directamente a partes específicas del molde, lo que hace que el calentamiento sea más eficiente.
2.3 Temperatura y tiempo de calentamiento
La temperatura y el tiempo de calentamiento son los dos factores principales que afectan a la velocidad de calentamiento. Aumentar la temperatura de calentamiento y prolongar el tiempo de calentamiento puede acelerar la velocidad de calentamiento del molde, pero hay que tener cuidado de no dañar el molde ni causar estrés térmico.
2.4 Condiciones medioambientales
La velocidad de calentamiento del molde también se ve afectada por las condiciones ambientales, como la temperatura y la humedad de la habitación. Si hace mucho frío o hay mucha humedad, la velocidad de calentamiento puede verse un poco afectada.
2.5 Estado y mantenimiento del molde
La velocidad de calentamiento se ve afectada por el estado y el mantenimiento del molde. Si hay acumulación de cenizas, oxidación o daños en la superficie del molde, se reducirá la eficacia del calentamiento y se prolongará el tiempo de calentamiento.
2.6 Medio calefactor
Los distintos medios de calentamiento, como los cables calefactores eléctricos, el aceite térmico, etc., tienen diferentes características de transferencia de calor, lo que afectará a la velocidad de calentamiento. Elegir el medio calefactor adecuado puede mejorar la eficiencia del calentamiento.
Ⅱ. Etapa de refrigeración
En moldes de inyecciónEl diseño del sistema de refrigeración es muy importante. Esto se debe a que los productos de plástico moldeados necesitan enfriarse y solidificarse hasta una cierta rigidez antes del desmoldeo para evitar deformaciones debidas a fuerzas externas. Dado que el tiempo de enfriamiento representa entre 70% y 80% de todo el ciclo de moldeo, un sistema de enfriamiento bien diseñado puede acortar considerablemente el tiempo de moldeo, aumentar la productividad del moldeo por inyección y reducir los costes. Los sistemas de refrigeración mal diseñados pueden prolongar el tiempo de moldeo, aumentar los costes y, además, una refrigeración desigual puede provocar alabeos y deformaciones en los productos de plástico.
Según los experimentos realizados, el calor de la masa fundida que entra en el molde generalmente desaparece de dos maneras: 5% se transfiere a la atmósfera por radiación y convección, y los otros 95% se conducen desde la masa fundida al molde. Debido a las tuberías de agua de refrigeración en el molde, el calor se transfiere desde el plástico en la cavidad del molde a la tubería de agua de refrigeración a través de la conducción de calor a través de la base del molde, y luego llevado por el líquido de refrigeración a través de la convección de calor. Una pequeña cantidad de calor que no se lleva el agua de refrigeración sigue conduciéndose en el molde y se disipa en el aire al entrar en contacto con el exterior.
El proceso de moldeo por inyección consta de cinco etapas: cierre del molde, llenado, mantenimiento de la presión, enfriamiento y desmoldeo. El enfriamiento es lo que más tiempo lleva, entre 70% y 80% del tiempo total. Por tanto, el tiempo de enfriamiento afecta a la duración del ciclo y al número de piezas que se pueden fabricar. Cuando se saca la pieza del molde, debe enfriarse por debajo de la temperatura de distorsión térmica. Esto evita que la pieza se relaje y se deforme.
1. Métodos de refrigeración de moldes
1.1 Refrigeración por agua
La refrigeración por agua es el método de refrigeración más utilizado para la mayoría de los moldes, pero también tiene sus inconvenientes; requiere un buen sellado de las tuberías y tuberías de agua superior e inferior sin obstrucciones, lo que supone un importante desperdicio de agua. Cuando la temperatura de enfriamiento supera los 100°C, es probable que se produzcan explosiones de vapor. La ventaja es que tiene una gran capacidad térmica y puede lograr un enfriamiento rápido.

1.2 Refrigeración por aire
La refrigeración por aire es un método de refrigeración relativamente ideal. A diferencia de la refrigeración por agua, no requiere un sellado hermético de las tuberías, no hay desperdicio de recursos, puede enfriar moldes con temperaturas superiores a 100°C, y la velocidad de enfriamiento puede determinarse por el caudal de gas. Además, es sencillo y cómodo obtener fuentes de gas en talleres de producción de cierta escala.
2. Factores que afectan a la velocidad de enfriamiento del producto
2.1 Diseño de productos de plástico
Lo principal es el grosor de la pared de la pieza de plástico. Cuanto más gruesa sea la pieza, más tardará en enfriarse. Como regla general, el tiempo de enfriamiento es aproximadamente proporcional al cuadrado del grosor de la pieza o a la potencia 1,6 del diámetro mayor de la compuerta. En otras palabras, duplicar el grosor de la pieza multiplica por cuatro el tiempo de enfriamiento.
2.2 Material del molde y método de enfriamiento
El material del molde, incluidos los materiales del núcleo y la cavidad del molde y el material del marco del molde, tiene un gran efecto en la velocidad de enfriamiento. Cuanto mayor sea la conductividad térmica del material del molde, mejor será el efecto de transferencia de calor del plástico en una unidad de tiempo y menor será el tiempo de enfriamiento.

2.3 Configuración de las tuberías de agua de refrigeración
Cuanto más cerca esté la tubería de agua de refrigeración de la cavidad del molde, cuanto mayor sea el diámetro y cuanto mayor sea el número, mejor será el efecto de refrigeración y menor el tiempo de refrigeración.
2.4 Caudal del líquido refrigerante
Cuanta más agua se pueda hacer circular por el sistema (mejor con flujo turbulento), mejor será el agua a la hora de alejar el calor del motor por convección.
2.5 Propiedades del líquido refrigerante
La viscosidad y la conductividad térmica del líquido refrigerante también afectan al efecto de transferencia de calor del molde. Cuanto menor sea la viscosidad del líquido refrigerante, mayor será la conductividad térmica, menor la temperatura y mejor el efecto de refrigeración.
2.6 Selección del material plástico
La conductividad térmica del plástico es la rapidez con la que desplaza el calor de un punto caliente a un punto frío. Cuanto mayor es la conductividad térmica, mejor desplaza el calor, o cuanto menor es el calor específico, más fácil es que cambie de temperatura, por lo que se enfría más rápido y desplaza mejor el calor, por lo que tarda menos en enfriarse.

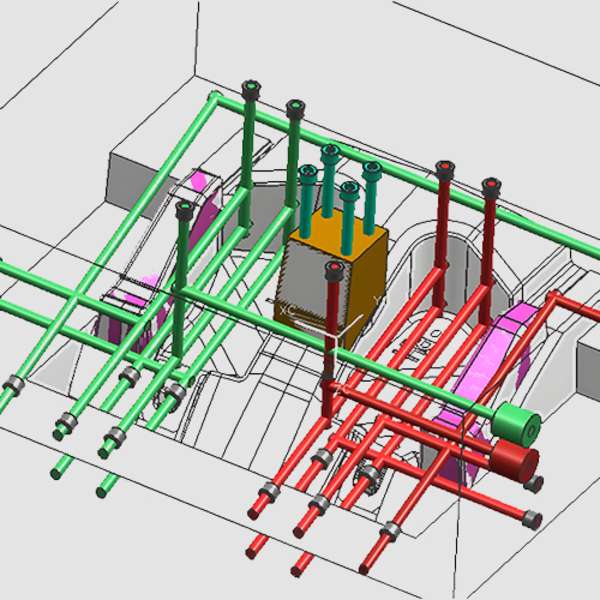
3. Reglas de diseño del sistema de refrigeración
3.1 Los canales de refrigeración deben estar diseñados para enfriar el molde de manera uniforme y rápida.
3.2 El propósito de diseñar el sistema de refrigeración es mantener el molde frío y hacerlo de forma eficiente. Los orificios de refrigeración deben ser de tamaños estándar para que puedan mecanizarse y montarse fácilmente.
3.3 Cuando se diseña el sistema de refrigeración, el diseñador del molde debe decidir los siguientes parámetros de diseño basándose en el grosor de la pared y el volumen de la pieza de plástico: dónde y cómo de grandes deben ser los agujeros de refrigeración, cómo de largos deben ser los agujeros, qué tipo de agujeros utilizar, cómo disponer y conectar los agujeros, y cuánto líquido refrigerante utilizar y cómo de bien transfiere el calor.
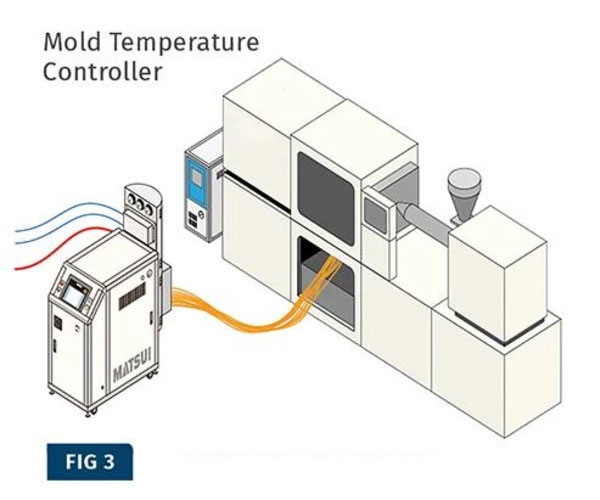
Ⅲ. La importancia del control de la temperatura del molde en el moldeo por inyección.
El control de la temperatura es muy importante en moldeo por inyeccióng porque afecta directamente a la calidad, la consistencia y el tiempo de ciclo de las piezas moldeadas. El enfriamiento y el calentamiento son partes importantes de este mecanismo de control, ya que garantizan que el material fundido fluya bien, se solidifique correctamente y se desmolde sin defectos del molde.
1. Influencia de la temperatura del molde en el aspecto del producto
Cuando la temperatura es más alta, la resina fluye mejor. Esto suele hacer que la superficie de las piezas sea lisa y brillante, especialmente en el caso de las piezas de resina reforzadas con fibra de vidrio. También hace que las líneas de soldadura sean más fuertes y tengan mejor aspecto.
Para las superficies texturadas, si la temperatura del molde es baja, la masa fundida no puede rellenar las raíces de la textura, por lo que la superficie del producto es brillante y no puede mostrar la verdadera textura de la superficie del molde. Si se aumenta la temperatura del molde y la del material, se puede obtener la textura deseada en la superficie del producto.
2. Influencia en la tensión interna de los productos
Cuando se moldea algo, se calienta y luego se enfría. Cuando se enfría, se encoge. Primero se encoge el exterior y se endurece. Después, el interior se contrae y se endurece. El interior y el exterior se encogen a ritmos diferentes, y eso hace que el interior y el exterior luchen entre sí. Cuando el interior y el exterior luchan demasiado entre sí, la cosa se agrieta.
Cuando el interior de la cosa lucha demasiado contra el exterior de la cosa, la cosa se resquebraja. Esto sucede cuando el interior de la cosa lucha demasiado contra el exterior de la cosa, y el interior de la cosa es demasiado débil o el exterior de la cosa es demasiado fuerte. Esto también ocurre cuando el interior de la cosa lucha demasiado contra el exterior de la cosa, y el interior de la cosa es demasiado débil o el exterior de la cosa es demasiado fuerte, y la cosa se moja o se mancha de productos químicos. Cuando el interior de la cosa lucha demasiado contra el exterior de la cosa, la cosa se agrieta.

La tensión de compresión superficial depende de las condiciones de enfriamiento de la superficie. Los moldes fríos hacen que la resina fundida se enfríe rápidamente, lo que provoca una mayor tensión interna residual en el producto moldeado. La temperatura del molde es la condición más básica para controlar la tensión interna, y ligeros cambios en la temperatura del molde pueden cambiar en gran medida su tensión interna residual. Generalmente, cada producto y resina tienen su límite de temperatura de molde más bajo para una tensión interna aceptable. Cuando se moldean piezas de paredes delgadas o de flujo largo, la temperatura del molde debe ser superior al límite mínimo durante el moldeo general.
3. Mejora de la deformación del producto
Si el sistema de refrigeración del molde está mal diseñado o el control de la temperatura del molde es inadecuado, una refrigeración insuficiente de las piezas de plástico puede provocar el alabeo y la deformación de las piezas.

Para controlar la temperatura del molde, la diferencia de temperatura entre los moldes macho y hembra, el núcleo y la cavidad, el núcleo y la pared del molde, y la pared y los insertos debe determinarse en función de las características estructurales del producto. Utilizando las diferentes tasas de contracción por enfriamiento de las diferentes partes del molde para compensar la diferencia de contracción por orientación después del desmoldeo, el producto tiende a doblarse hacia el lado con mayor temperatura después del desmoldeo, compensando así la deformación por alabeo del producto según la ley de orientación.
Para piezas de plástico con estructuras corporales completamente simétricas, debe mantener la temperatura del molde constante para asegurarse de que todas las partes del producto se enfrían de manera uniforme.

4. Impacto en el índice de contracción del producto
Las temperaturas de molde más bajas hacen que las moléculas se congelen más rápidamente, que la capa congelada de la masa fundida en la cavidad sea más gruesa y que sea más difícil que se formen cristales, por lo que el producto encoge menos. Temperaturas de molde más altas hacen que la masa fundida se enfríe más lentamente, que el tiempo de relajación sea más largo, que el nivel de orientación sea más bajo y que sea más fácil que se formen cristales, por lo que el producto encoge más.
5. Influencia en la temperatura de deflexión térmica del producto
En el caso de los plásticos cristalinos, si moldea el producto a una temperatura de molde baja, la orientación molecular y la cristalización se congelan de inmediato. Si lo sometemos a temperaturas más altas o a condiciones de procesamiento secundarias, las cadenas moleculares se reorganizarán parcialmente y cristalizarán, provocando la deformación del producto incluso a temperaturas muy inferiores a la temperatura de deflexión térmica (HDT) del material.

Ⅳ. Optimización del control de la temperatura
1. Actualización del sistema de control de temperatura
Las varillas de calentamiento eléctrico son una parte importante del sistema de control de temperatura de las máquinas de moldeo por inyección. Si actualiza sus varillas de calentamiento eléctrico, puede hacer que su control de temperatura sea más estable y preciso. Eso significa que puede hacer que su moldeo por inyección sea más preciso y de mejor calidad.
2. Mejora de la estrategia de control de la temperatura
Cuando se trata de moldeo por inyecciónEl control de la temperatura es importante. Afecta a la calidad y al coste de sus piezas. Si lo hace bien, puede reducir el tiempo de ciclo y el consumo de energía, mejorar la eficiencia de la producción y reducir costes.
3. Ajuste de los parámetros de control de la temperatura
Para obtener el mejor efecto de moldeo por inyección, es necesario ajustar los parámetros de control de la temperatura. Puede hacerlo ajustando la proporción de las temperaturas de las zonas trasera, media y delantera.
Ⅴ. Conclusión
Para obtener buenas piezas con rapidez, hay que dominar la refrigeración y el calentamiento de moldes. Tiene que entender el control de la temperatura, utilizar las últimas tecnologías de refrigeración y calefacción y disponer de los mejores sistemas de supervisión y control. Así es como puede sacar el máximo partido a sus proceso de moldeo por inyección.







