 Zum Inhalt springen
Zum Inhalt springen 

PC wird oft auch als Polycarbonat bezeichnet. Aufgrund seiner hervorragenden mechanischen Eigenschaften wird es oft als kugelsicherer Klebstoff bezeichnet.
PC zeichnet sich durch eine hohe mechanische Festigkeit, einen weiten Arbeitstemperaturbereich, gute elektrische Isolierfähigkeit, gute Dimensionsstabilität und Transparenz aus.
In diesem Artikel werden die Merkmale von PC-Materialien und die Aspekte vorgestellt, die bei der Herstellung von PC-Materialien zu beachten sind. Spritzgießen Prozess aus verschiedenen Perspektiven zu betrachten.
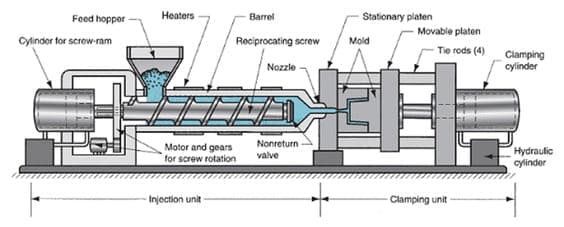
Spritzgießen von PC-Material
Um den Bedürfnissen der verschiedenen Spritzgießen Verfahren ist Polycarbonat in verschiedenen Schmelzindex-Spezifikationen erhältlich. In der Regel können Schmelzindizes zwischen 5 und 25g/10min verwendet werden für Spritzgießen.
Die besten Verarbeitungsbedingungen hängen jedoch von der Art der Spritzgießen Maschine, die Form des geformten Produkts und die Spezifikation des Polycarbonats, und es gibt erhebliche Unterschiede, die je nach der tatsächlichen Situation angepasst werden sollten.

Die wichtigsten Punkte bei der Auswahl einer Spritzgießmaschine
Anforderungen für Kunststoff-Spritzguss Maschinen zur Herstellung von PC-Produkten: Das maximale Einspritzvolumen des Produkts (einschließlich Angusskanäle, Anschnitte usw.) sollte nicht mehr als 70-80% des nominalen Einspritzvolumens betragen, und die Schnecke sollte ein einziges äquidistantes Kopfgewinde mit einem Kontrollring für den schrittweisen Austausch verwenden. Kompressionsschnecke, das L/D-Verhältnis der Schnecke beträgt 15-20 und das geometrische Kompressionsverhältnis C/R beträgt 2-3.
Klemmdruck: 0,47 bis 0,78 Tonnen pro Quadratzentimeter multipliziert mit der projizierten Fläche des Endprodukts (oder 3 bis 5 Tonnen pro Quadratzoll).
Maschinengröße: das Gewicht des fertigen Produkts ist etwa 40 bis 60% der Kapazität der Spritzgießen Maschine ist die beste, wenn die Maschine in Form von Polystyrol Kapazität (Unze) ausgedrückt wird, sollte es durch 10% reduziert werden, um die Kapazität der GUANG DA verwenden. 1 Unze = 28,3 Gramm.
Schrauben: Die Länge der Schraube sollte mindestens 15 Durchmesser betragen, und ihr L/D sollte am besten 20:1 betragen. Das Kompressionsverhältnis sollte zwischen 1,5:1 und 30:1 liegen. Das Absperrventil an der Vorderseite der Schnecke sollte ein Gleitringventil sein, und der Spalt, durch den das Harz fließt, sollte mindestens 3,2 mm betragen.
Düse: Die Öffnung der Spitze sollte mindestens 4,5 mm (Durchmesser) betragen, wenn das Gewicht des fertigen Produkts 5,5 kg oder mehr beträgt, sollte der Düsendurchmesser 9,5 mm oder mehr betragen. Darüber hinaus sollte die Öffnung der Spitze 0,5 bis 1 mm kleiner sein als der Anschnittdurchmesser, und je kürzer der Segmentkanal, desto besser, etwa 5 mm.
Aus Kosten- und anderen Gründen sind die derzeitigen PC-Spritzgießprodukte verwenden häufig modifizierte Materialien, insbesondere für elektrische Produkte, müssen aber auch die Feuerbeständigkeit verbessern. Beim Gießen von flammhemmenden PC und anderen Kunststofflegierungen muss das Plastifizierungssystem für Spritzgussteile erfordert eine gleichmäßige Mischung und Korrosionsbeständigkeit, die mit herkömmlichen Plastifizierschnecken nur schwer zu erreichen ist.
Die wichtigsten Punkte des PC-Material-Spritzgussverfahrens
a. Die Einspritztemperatur muss mit der Form, der Größe und der Werkzeugstruktur des Produkts übereinstimmen. Produktleistung, Anforderungen und andere Aspekte können nur nach Abwägung festgelegt werden.
Normalerweise liegt die Temperatur beim Formen bei 270-320 °C. Ist die Materialtemperatur zu hoch, über 340 °C, zersetzt sich das PC, die Farbe des Produkts wird dunkler und auf der Oberfläche treten Defekte wie silberne Linien, dunkle Streifen, schwarze Flecken und Blasen auf. Gleichzeitig werden die physikalischen und mechanischen Eigenschaften stark beeinträchtigt.
b. Der Einspritzdruck hat einen gewissen Einfluss auf die physikalischen und mechanischen Eigenschaften, die Eigenspannung und die Formschwindung von PC-Produkten. Er hat einen größeren Einfluss auf das Aussehen und die Entformung des Produkts.
Ein zu niedriger oder zu hoher Einspritzdruck kann dazu führen, dass das Produkt etwas mangelhaft aussieht. Bei einigen Defekten wird der Einspritzdruck in der Regel zwischen 80-120 MPa geregelt.
Für Produkte mit dünnen Wänden, langen Prozessen, komplexen Formen und kleinen Anschnitten ist ein höherer Druck zu wählen, um den Widerstand des Schmelzflusses zu überwinden und den Formhohlraum rechtzeitig zu füllen. Einspritzdruck (120-145MPa) Um ein vollständiges und glattes Oberflächenprodukt zu erhalten.
c. Haltedruck und Haltezeit Die Höhe des Haltedrucks und die Länge der Haltezeit haben einen großen Einfluss auf die Eigenspannung von PC-Spritzgießprodukte.
Wenn der Nachdruck zu gering ist, ist der Zuführeffekt schlecht, und es besteht die Gefahr von Vakuumblasen oder Oberflächenschrumpfung. Bei einer Vertiefung ist der Nachdruck zu hoch und es können große innere Spannungen um den Anschnitt herum entstehen.
In der praktischen Verarbeitung wird dies in der Regel durch eine hohe Materialtemperatur und einen niedrigen Nachdruck gelöst. Die Wahl der Nachdruckzeit sollte von der Dicke des Produkts, der Anschnittgröße, der Formtemperatur usw. abhängen. Kleine und dünne Produkte benötigen in der Regel keine lange Nachdruckzeit.
Im Gegensatz dazu sollten große und dicke Produkte eine längere Haltezeit haben. Die Länge der Haltezeit kann durch den Test der Verschlusszeit bestimmt werden.
d. Die Einspritzgeschwindigkeit hat keinen signifikanten Einfluss auf die Leistung von PC-Spritzgießprodukte. Mit Ausnahme von dünnwandigen Produkten, Produkten mit kleinen Anschnitten, Produkten mit tiefen Löchern und Produkten mit langem Durchfluss werden in der Regel mittlere oder niedrige Geschwindigkeiten für die Verarbeitung verwendet, vorzugsweise mit mehrstufiger Einspritzung. In der Regel werden langsame Geschwindigkeiten verwendet.
e. Die Temperatur des Spritzgussform wird in der Regel auf 80-100 °C geregelt. Bei komplexen Formen, dünneren und anspruchsvolleren Produkten kann sie auch auf 100-120°C erhöht werden, sollte aber die Wärmeformbeständigkeit der Form nicht überschreiten.
f. Schneckendrehzahl und Gegendruck. Aufgrund der hohen Viskosität der PC-Schmelze, die förderlich für die Plastifizierung, Abgas und Wartung der Formmaschine ist, um eine Überlastung der Schnecke zu verhindern, sollte die Schneckendrehzahl nicht zu hoch sein, in der Regel bei 30-60r / min angemessen, und der Gegendruck sollte bei zwischen 10-15% des Einspritzdrucks gesteuert werden.
g. In der PC-Spritzgießen Prozess sollte die Verwendung von Trennmitteln streng kontrolliert werden. Gleichzeitig sollte die Verwendung von recyceltem Material das Dreifache der verwendeten Menge nicht überschreiten, und die verwendete Menge sollte etwa 20% betragen.

Reinigung des Fasses
a. Bei der Formtemperatur von Polycarbonat Reinigungsmaterial (allgemeines Polystyrol oder trans-Phenylen) hinzufügen und zwanzig- bis dreißigmal kontinuierlich ausspritzen.
b. Setzen Sie die Maschine zurück und fahren Sie mit dem Entleeren des Spülmaterials fort, bis das Spülmaterial zu quellen und Blasen zu bilden beginnt.
c. Stellen Sie die Trommeltemperatur auf 200 bis 230 °C ein.
d. Das Reinigungsmaterial weiter entleeren, bis die Schmelztemperatur des Reinigungsmaterials 260℃ erreicht und das Aussehen sauber und transparent ist.
Form- und Anschnittgestaltung
Die übliche Formtemperatur beträgt 80-100℃ und 100-130℃ mit Glasfaser. Für kleine Produkte ist ein nadelförmiger Anschnitt verfügbar, und die Tiefe des Anschnitts sollte 70% des dicksten Teils betragen.
Je größer der Anschnitt, desto besser, um die durch übermäßige Scherung des Kunststoffs verursachten Defekte zu reduzieren. Die Tiefe des Entlüftungslochs sollte weniger als 0,03-0,06 mm betragen, der Anguss sollte so kurz und rund wie möglich sein, und die Neigung der Formfreigabe beträgt normalerweise etwa 30′-1.

Was sind die Prozessbedingungen für das PC-Spritzgießen?
Leistung des PC-Formprozesses
a. Die Feuchtigkeitsaufnahme von PC ist gering, aber die Empfindlichkeit gegenüber Wasser ist sehr stark, und eine kleine Menge an Feuchtigkeit kann zu einer Verschlechterung der Formgebungstemperatur führen. Der Feuchtigkeitsgehalt von PC-Rohmaterial sollte weniger als 0,2% betragen, andernfalls sollte es getrocknet werden.
b. PC-Schmelze Feuchtigkeitsgehalt steht im Einklang mit den Anforderungen, kann durch die Methode der Injektion in die Luft getestet werden, wenn die Schmelze aus der Düse für einheitliche farblos, hell, kein Silber und Blase dünnen Streifen, das ist qualifiziert.
c. PC ist amorpher Kunststoff, gute thermische Stabilität, breite Palette von Formteiltemperatur, mehr als 300 ℃ vor der schweren Zersetzung. Zersetzung produziert ungiftig, nicht-korrosive Gas.
d. Die Fließfähigkeit von PC ist schlecht, die Temperaturänderung hat einen größeren Einfluss auf die Fließfähigkeit, und die Abkühlgeschwindigkeit ist schneller.
e. Die Wanddicke der Kunststoffteile sollte einheitlich sein, vermeiden Sie scharfe Ecken, Kerben und Metalleinsätze verursachen Spannungskonzentration, wenn es Metalleinsätze sollten vorgewärmt werden, ist die Vorwärmtemperatur in der Regel 110 ~ 130 ℃.
f. PC-Produkte sind anfällig für Spannungskonzentrationen, daher sollten die Formungsbedingungen streng kontrolliert und die Produkte entsprechend wärmebehandelt werden.
g. Das PC-Gießsystem sollte hauptsächlich kurz und grob sein und mit kalten Kavitäten unter Verwendung einer direkten Einspeisung eingerichtet werden.
h. PC-Schmelze haftet stark an Metall, daher sollten der Zylinder und die Düse am Ende des Betriebs gereinigt werden.
i. Die nicht-newtonsche Natur von PC ist nicht offensichtlich, und die Viskosität nimmt nach Erhöhung des Einspritzdrucks nur unwesentlich ab, sinkt aber nach Erhöhung der Temperatur erheblich.
j. Die Schmelztemperatur von PC ist höher und die Viskosität ist auch höher, so ist es angebracht, Schraube Spritzgießmaschine zu arbeiten, und die Düse Bereich sollte beheizt werden.
k. Die Trocknung von qualifiziertem PC, der länger als 15 Minuten in Luft bei Raumtemperatur gelagert wird, verliert aufgrund der Feuchtigkeitsaufnahme den Trocknungseffekt, aus diesem Grund sollte eine Heizvorrichtung im Trichter des Spritzgießen Maschine, so dass die Temperatur des PC nicht weniger als 100℃ beträgt.
l. PC-Schmelze ist für Stahl nicht korrosiv, so dass die Form nicht verchromt werden muss, aber sie sollte eine ausreichende Festigkeit, Steifigkeit und Verschleißfestigkeit aufweisen.
m. Die Dichte von PC schwankt stark mit der Temperatur, und die Volumenschrumpfung der Schmelze bei der Kondensation führt leicht dazu, dass die Kunststoffteile Defekte wie Hohlblasen aufweisen, so dass die Wandstärke der Kunststoffteile nicht zu dick sein darf, vorzugsweise nicht mehr als 150 mm, und die Wandstärke gleichmäßig ist.
n. PC Schmelze Schrumpfung ist klein, wie Formgebung Bedingungen angemessen sind, können in der Regel aus einem geformt werden Hochpräzise Kunststoffteile.

Die wichtigsten Bedingungen für das Spritzgießen von PC
a. Trommeltemperatur. Die Trommeltemperatur hat einen großen Einfluss auf die Qualität der Kunststoffteile. Eine niedrige Materialtemperatur führt zu Materialmangel, fehlendem Oberflächenglanz und Silberdraht; eine hohe Materialtemperatur führt leicht zu Überlauf, Blasen und Verfärbungen.
Allgemeine Trommeltemperaturkontrolle in 230 ~ 310 ℃. Für dünnwandige Produkte sollte die Trommeltemperatur einen großen Wert annehmen; für dickwandige Produkte kann ein kleiner Wert angenommen werden.
b. Formtemperatur. Im Allgemeinen ist die innere Spannung in der Kunststoffteile und die Abkühlung der Formtemperatur und Materialtemperatur Unterschied sind in etwa proportional zu der Beziehung, so erfordern eine hohe Formtemperatur, Formtemperatur kann bei 80-120 ℃ gesteuert werden, dünnwandige Kunststoffteile sollten 80-100℃ genommen werden.
Dickwandige Kunststoffteile sollten 100-120 ℃ genommen werden. Wenn die Formtemperatur 120℃ übersteigt, kühlen die Kunststoffteile nur langsam ab, kleben leicht an der Form, sind schwer zu entformen, verziehen sich leicht und der Formungszyklus ist lang.
Die Viskosität der PC-Schmelze ist hoch, daher ist ein höherer Formdruck erforderlich. Bei der Verwendung eines Schneckentyps Spritzgießen Maschine beträgt der Einspritzdruck in der Regel 70~140MPa, während die Kolben-Spritzgießmaschine 100~160MPa beträgt, je nach Rohmaterial, Kunststoffteil, Form, und Spritzgießen Maschine.
Schmelztemperatur des PC-Materials
PC-Material Schmelzpunkt Temperatur von 230 ~ 240 Grad, kann in die Luft injiziert werden, um die Verarbeitungstemperatur von hohen und niedrigen bestimmen. Allgemeine PC-Kunststoff-Verarbeitungstemperatur von 270-320 ℃, einige modifizierte oder niedermolekulare PC-Kunststoffmaterialien für 230-270 ℃.
a. Injection Barrel Temperatur: 250 ~ 320, 290 ~ 320, 270 ~ 300, 250 ~ 280, 80 ~ 90 zur Erhöhung der Fließfähigkeit, die Notwendigkeit für die Form Temperatur: 100 ~ 120.
b. PC-Material ist sehr saugfähig; vor der Injektion ist ein Trockenvorgang erforderlich; 120 Grad für 2~4 Stunden.
c. PC Material Fluidität ist nicht sehr gut, so dass der Injektionsdruck von 160MPA oder mehr.
Einspritzgeschwindigkeit
Die meisten Spritzgussteile werden mit hoher Geschwindigkeit gespritzt, wie z. B. elektrische Schalterteile. Es ist üblich, langsam-schnell zu spritzen.
Die Einspritzgeschwindigkeit hat keinen signifikanten Einfluss auf die Leistung der PC-Spritzgießprodukte. Im Allgemeinen ist die Einspritzgeschwindigkeit mittel oder langsam, außer bei Produkten mit dünnen Wänden, kleinen Anschnitten, tiefen Löchern oder langen Kanälen.
Es ist besser, mehrstufige Spritzgussverfahren zu verwenden, insbesondere das langsam-schnell-langsam-Mehrstufen-Spritzgussverfahren.
Gegendruck
Der Gegendruck von etwa 10 bar kann reduziert werden, wenn es keine Luftmuster und Farbmischung gibt.
Verweilzeit
Bleibt das Material zu lange bei hohen Temperaturen, zersetzt es sich, bildet aber auch CO2 und wird gelb. Verwenden Sie kein LDPE, POM, ABS oder PA zur Reinigung des Fasses. Verwenden Sie PS als Reinigungsmittel.
Einige modifizierte PC-Kunststoffe, aufgrund der Anzahl der Recycling zu viele Male (Molekulargewicht Reduktion) oder eine Vielzahl von Komponenten ungleichmäßig gemischt, leicht zu produzieren dunkelbraune Flüssigkeit Blasen.

Physikalische Eigenschaften von PC-Kunststoff
PC ist ein nichtkristallines technisches Material mit außergewöhnlich guter Schlagzähigkeit, thermischer Stabilität, Glanz, bakterienhemmenden Eigenschaften, flammhemmenden Eigenschaften und Verschmutzungsresistenz. Die Izod-Kerbschlagzähigkeit von PC ist sehr hoch und die Schrumpfungsrate ist sehr niedrig, im Allgemeinen 0,1%~0,2%.
1. hohe Schlagzähigkeit und breiter Betriebstemperaturbereich.
2. hohe Transparenz und Fleckenfreiheit.
3.Hohe H.D.T.
4. hervorragende elektrische Eigenschaften.
5. geschmacklos, geruchlos und harmlos für den menschlichen Körper in Übereinstimmung mit Gesundheit und Sicherheit.
6. geringe Schrumpfungsrate und gute Dimensionsstabilität.

Chemische Eigenschaften von PC-Kunststoff
PC hat gute mechanische Eigenschaften, aber schlechte Fließeigenschaften, Herstellung des Spritzgussteils Prozess für dieses Material schwierig. Bei der Wahl der Qualität des zu verwendenden PC-Materials sollte die Erwartung an das Endprodukt der Maßstab sein.
Wenn das Kunststoffteil eine hohe Schlagzähigkeit erfordert, sollten Sie ein PC-Material mit niedriger Fließgeschwindigkeit verwenden; umgekehrt können Sie ein PC-Material mit hoher Fließgeschwindigkeit verwenden, das die Spritzgießen Prozess.
PC-Kunststoff ist eine neue Art von thermoplastischem, transparentem Grad von 90%, bekannt als das transparente Metall. Es ist starr und zäh, mit hoher Schlagzähigkeit, hohe Dimensionsstabilität und eine breite Palette von Betriebstemperaturen, gute elektrische Isolationseigenschaften und Wärmebeständigkeit und ungiftig, kann injiziert werden, Extrusionsformen.
PC-Kunststoff hat hervorragende thermische Eigenschaften und kann lange Zeit zwischen -100℃ und 130℃ verwendet werden, und die Versprödungstemperatur liegt unter -100℃.

Vor- und Nachteile von PC-Kunststoff
Vorteile von PC-Kunststoffen:
a. Hohe Schlagzähigkeit und gute Kriechfestigkeit.
b. Gute Hitzebeständigkeit, niedrige Sprödigkeitstemperatur (-130℃) kann den Einfluss von Sonnenlicht, Regen und Temperaturwechsel widerstehen.
c. Gute chemische Eigenschaften, hohe Transparenz.
d. Gute dielektrische Eigenschaften.
e. Gute Formbeständigkeit.
Nachteile von PC-Kunststoff:
a. Schlechte Lösungsmittelbeständigkeit.
b. Spannungsrissphänomen.
c. Leichte Hydrolyse, wenn es für längere Zeit in kochendes Wasser getaucht wird.
d. Schlechte Ermüdungsfestigkeit.
Anwendungsbereiche von PC
Maschinen für die Lebensmittelverarbeitung
Polycarbonatharz wird hauptsächlich für die Herstellung verschiedener Nahrungsmittelmaschinen, Gehäuse von Elektrowerkzeugen, Gehäuse, Halterungen, Kühl- und Gefrierschränke und Staubsaugerteile verwendet.
Darüber hinaus haben sich Polycarbonatwerkstoffe auch bei der Verwendung wichtiger Teile in Computern, Videorekordern und Farbfernsehern, die hochpräzise Teile erfordern, als sehr nützlich erwiesen.
Optische Linse
Optische Linsen aus hochwertigem Polycarbonat können nicht nur für Kameras, Mikroskope, Teleskope und optische Prüfgeräte verwendet werden, sondern auch für Linsen für Filmprojektoren, Kopierlinsen, Linsen für Infrarot-Autofokus-Projektoren, Linsen für Laserstrahldrucker, verschiedene Prismen, facettenreiche Spiegel und viele andere Büro- und Haushaltsgeräte.
Medizinische Geräte
Polycarbonat-Spritzgussprodukte finden breite Anwendung in künstlichen Nieren-Hämodialysegeräten und anderen medizinischen Geräten, die unter transparenten und intuitiven Bedingungen betrieben und wiederholt sterilisiert werden müssen. So zum Beispiel bei der Herstellung von Hochdruckspritzen, chirurgischen Masken, zahnärztlichen Einweggeräten, Blutseparatoren usw.

Zusammenfassung
In diesem Artikel haben wir etwas über PC-Materialien und die Aspekte erfahren, die bei der Herstellung von PCs zu beachten sind. Spritzgießen Prozess sowie die Produktanwendungen von PC-Materialien.
Bei der eigentlichen Projektdurchführung spielen jedoch noch viele Faktoren eine Rolle, um eine gute PC-Kunststoff-Spritzgießprodukt.
Wenn Sie ein Kunststoffprodukt haben, das aus PC-Material hergestellt werden muss, ist es empfehlenswert, sich an einen erfahrenen Spritzgussformwerk und Fabrik für Spritzgießfertigung um die reibungslose Durchführung des Projekts zu gewährleisten.







