 Zum Inhalt springen
Zum Inhalt springen 

NylonPolyamid (kurz PA) ist ein Kunststoff, der aus Polyamidharzen besteht. Solche Harze können aus Diaminen und zweibasigen Säuren durch Kondensation oder aus Lactamen hergestellt werden, die durch Dehydratisierung von Aminosäuren durch ringöffnende Polymerisation gebildet werden.
Es gibt viele PA-Sorten, vor allem PA6, PA66, PA610, PA11, PA12, PA1010, PA612, PA46, PA6T, PA9T, aromatische MXD-6-Amide, usw. PA6, PA66, PA12 und PA1010 sind die am häufigsten verwendeten. In diesem Artikel werden die Eigenschaften der vier Nylon-Spritzgießverfahren, PA6, PA66, PA12 und PA1010, näher erläutert.

Spritzgussverfahren für Nylon 6
Chemische und physikalische Eigenschaften
Die chemischen und physikalischen Eigenschaften von PA6 sind denen von PA66 sehr ähnlich, es hat jedoch einen niedrigeren Schmelzpunkt und einen breiten Bereich von Verarbeitungstemperaturen. Seine Schlagzähigkeit und Auflösungsbeständigkeit ist besser als die von PA66, aber es ist auch hygroskopischer.
Da viele der Qualitätsmerkmale von Kunststoffteilen durch die Feuchtigkeitsaufnahme beeinflusst werden, ist es wichtig, dies bei der Entwicklung von Produkten aus PA6 zu berücksichtigen.
Um die mechanischen Eigenschaften von PA6 zu verbessern, werden häufig verschiedene Modifikatoren zugesetzt. Glas ist der häufigste Zusatzstoff, und manchmal wird synthetischer Kautschuk wie EPDM und SBR hinzugefügt, um die Schlagfestigkeit zu verbessern.
Bei Produkten ohne Zusätze liegt die Schrumpfung von PA6 zwischen 1% und 1,5%. Durch die Zugabe von Glasfaseradditiven kann die Schrumpfung auf 0,3% reduziert werden (in der Richtung senkrecht zum Prozess jedoch etwas höher).
Die Schrumpfung der geformten Baugruppe wird hauptsächlich durch die Kristallinität und die Feuchtigkeitsaufnahme des Materials beeinflusst. Die tatsächliche Schwindung ist auch eine Funktion des Teiledesigns, der Wandstärke und anderer Prozessparameter.

Bedingungen für den Spritzgießprozess
Trocknen: Da PA6 leicht Feuchtigkeit aufnimmt, muss vor der Verarbeitung besonders auf die Trocknung geachtet werden. Wenn das Material in einer wasserdichten Materialverpackung geliefert wird, sollte der Behälter luftdicht verschlossen werden.
Bei einer Luftfeuchtigkeit von mehr als 0,2% wird eine 16-stündige Heißlufttrocknung bei über 80°C empfohlen. Wenn das Material mehr als 8 Stunden lang der Luft ausgesetzt war, wird eine Vakuumtrocknung bei 105°C für mehr als 8 Stunden empfohlen.
Schmelztemperatur: 230~280℃, bei verstärkten Sorten 250~280℃.
Temperatur der Form: 80~90℃. Die Formentemperatur hat einen erheblichen Einfluss auf die Kristallinität, die wiederum die mechanischen Eigenschaften des Materials beeinflusst. Spritzgussteil. Für Strukturteile ist die Kristallinität wichtig, daher liegt die empfohlene Formtemperatur bei 80-90 °C.
Höhere Formtemperaturen werden auch für dünnwandige, langfließende Kunststoffteile empfohlen. Eine Erhöhung der Formtemperatur erhöht die Festigkeit und Steifigkeit des Spritzgussteil, verringert aber die Zähigkeit.
Wenn die Wandstärke größer als 3mm ist, wird empfohlen, eine Niedrigtemperaturform von 20~40℃ zu verwenden. Für glasfaserverstärktem Material Schimmel Temperatur sollte größer sein als 80℃.
Einspritzdruck: im Allgemeinen zwischen 750~1250bar (je nach Material und Produktdesign).
Einspritzgeschwindigkeit: Hohe Geschwindigkeit (die bei verstärkten Materialien leicht reduziert werden muss).
Kufen und Tore: Aufgrund der kurzen Erstarrungszeit von PA6 ist die Lage der Anschnitte sehr wichtig. Die Anschnittöffnung sollte nicht kleiner als 0,5*t sein (wobei t die Dicke des Formteils ist).
Bei Verwendung eines Heißkanals sollte der Anschnitt kleiner sein als bei einem herkömmlichen Kanal, da der Heißkanal dazu beiträgt, dass das Material nicht vorzeitig erstarrt. Wird ein getauchter Anschnitt verwendet, sollte der Mindestdurchmesser des Anschnitts 0,75 mm betragen.
Das Spritzgießverfahren für Nylon 66
Trocknung von Nylon 66
Vakuumtrocknung: Temperatur ℃ 95-105 Zeit 6-8 Stunden
Heißlufttrocknung: Temperatur ℃ 90-100 Zeit etwa 4 Stunden
Kristallinität: Neben transparentem Nylon ist Nylon ein meist kristallines Polymer, mit hoher Kristallinität, das Produkt Zugfestigkeit, Abriebfestigkeit, Härte, Schmierfähigkeit und andere Eigenschaften verbessert haben, und der Koeffizient der thermischen Ausdehnung und Wasseraufnahme neigt zu sinken, aber die Transparenz und Schlagfestigkeit ist nicht förderlich für die Leistung.
Die Formtemperatur hat einen großen Einfluss auf die Kristallisation, mit hoher Kristallinität bei hoher Formtemperatur und niedriger Kristallinität bei niedriger Formtemperatur.
Schrumpfung: Ähnlich wie bei anderen kristallinen Kunststoffen besteht auch bei Nylonharz das Problem der Schrumpfung. Im Allgemeinen steht die Schrumpfung von Nylon in engem Zusammenhang mit der Kristallisation; wenn das Produkt stark kristallisiert, nimmt auch die Schrumpfung zu.
Bei der Formgebung wird durch die Verringerung der Formtemperatur, die Erhöhung des Einspritzdrucks und die Verringerung der Materialtemperatur die Schrumpfung verringert, aber die innere Spannung des Produkts nimmt zu und es wird leicht verformt. 1.5-2% Schrumpfung von PA66.
Ausrüstung zum Formen: Nylon-Spritzgießendas Hauptaugenmerk auf die "Düse der Strömung Phänomen" zu verhindern, so dass die Verarbeitung von Nylon-Material verwendet in der Regel eine selbstverriegelnde Düse.

Produkt und Form
1. Wandstärke des Produkts Das Fließlängenverhältnis von Nylon liegt zwischen 150-200, die Wandstärke von Nylonprodukten beträgt nicht weniger als 0,8 mm, im Allgemeinen zwischen 1-3,2 mm, und die Schrumpfung des Produkts hängt mit der Wandstärke des Produkts zusammen, je dicker die Wandstärke, desto größer die Schrumpfung.
2. Entlüftung Der Überlaufwert von Nylonharz beträgt etwa 0,03 mm, so dass der Entlüftungslochschlitz auf 0,025 oder weniger kontrolliert werden sollte.
3. Mold Temperatur Die dünne Wand des Produkts ist schwer zu bilden oder erfordert eine hohe Kristallinität Schimmel Temperaturregelung, das Produkt erfordert ein gewisses Maß an Flexibilität und wird in der Regel verwendet, um die Temperatur von kaltem Wasser zu kontrollieren.
Der Formungsprozess von Nylon 66
Temperatur des Fasses: Nylon ist ein kristallines Polymer, daher ist der Schmelzpunkt offensichtlich, Nylonharz in Spritzgießen Die Temperatur des Fasses wird in Abhängigkeit von der Leistung des Harzes selbst, der Ausrüstung und der Form des Produkts gewählt.
Nylon 66 ist 260℃. Wegen der schlechten thermischen Stabilität von Nylon ist es nicht geeignet, lange Zeit bei hoher Temperatur im Fass zu bleiben, um keine Materialverfärbung und Vergilbung zu verursachen, und wegen der guten Fließfähigkeit von Nylon überschreitet die Temperatur seinen Schmelzpunkt und fließt dann schnell.
Einspritzdruck: Nylon Schmelze Viskosität ist niedrig und hat eine gute Fließfähigkeit, aber die Kondensationsrate ist schneller, in der Form der komplexen und dünne Wandstärke des Produkts anfällig für Mängel, so braucht immer noch einen höheren Einspritzdruck.
In der Regel, wenn der Druck zu hoch ist, wird das Produkt zu überlaufen Rand Probleme erscheinen; wenn der Druck zu niedrig ist, wird das Produkt produzieren Wellen, Blasen, offensichtliche Fusion Marken oder Produktmangel, und andere Mängel, die meisten Nylon Sorten von Injektionsdruck nicht mehr als 120MPA.
In der Regel im Bereich von 60-100MPA ausgewählt ist, um die Anforderungen der meisten Produkte zu erfüllen, solange das Produkt nicht erscheinen Blasen, Dellen und andere Mängel, in der Regel nicht wollen, um einen höheren Nachdruck zu verwenden, um die Erhöhung der inneren Spannung zu vermeiden. Um die Erhöhung der Spannung auf das Produkt zu vermeiden.
Einspritzgeschwindigkeit: Bei Nylon ist die Einspritzgeschwindigkeit höher, um Wellen zu vermeiden, die durch eine zu schnelle Abkühlung und unzureichende Formfüllung entstehen. Eine hohe Einspritzgeschwindigkeit hat keinen wesentlichen Einfluss auf die Leistung des Produkts.
Temperatur der Form: Die Werkzeugtemperatur hat einen gewissen Einfluss auf die Kristallinität und Spritzgießen Schrumpfung, hohe Formtemperatur-Kristallinität, hohe Abriebfestigkeit, Härte, Erhöhung des Elastizitätsmoduls, Verringerung der Wasseraufnahme, Erhöhung der Formschwindung der Produkte; niedrige Formtemperatur-Kristallinität, gute Zähigkeit, höhere Dehnung.
Prozessparameter für das Formen von Nylon 66:
1)Fass-Temperatur ℃
2)Hinten 240-285 Mitte 260-300 Vorne 260-300
3)Düsentemperatur ℃ 260-280 Formtemperatur ℃ 20- 90
4)Einspritzdruck MPA 60-200
Die Verwendung von Formtrennmitteln: Die Verwendung einer geringen Menge eines Formtrennmittels hat manchmal den Effekt, Defekte wie Luftblasen zu verbessern und zu beseitigen.
Das Trennmittel für Nylonprodukte kann Zinkstearat und Weißöl usw. sein. Es kann auch zu einer Paste gemischt werden, die in kleinen Mengen und gleichmäßig verwendet werden muss, um Oberflächenfehler der Produkte zu vermeiden.
Wenn Sie die Maschine anhalten, entleeren Sie die Schraube, um die nächste Produktion zu verhindern, und drehen Sie die Schraube.
Bedingungen für den PA12-Spritzgießprozess
Behandlung zur Trocknung: Die Luftfeuchtigkeit sollte vor der Verarbeitung auf unter 0,1% gesenkt werden. Wenn das Material bei der Lagerung der Luft ausgesetzt ist, wird empfohlen, es 4 bis 5 Stunden lang bei 85 °C an der Luft zu trocknen. Wenn das Material in einem luftdichten Behälter gelagert wird, kann es nach 3 Stunden Temperaturausgleich direkt verwendet werden.
Schmelztemperatur: 240~300℃; nicht mehr als 310℃ für Materialien mit üblichen Eigenschaften und nicht mehr als 270℃ für Materialien mit flammhemmenden Eigenschaften.
Temperatur der Form: 30~40℃ für unverstärkte Materialien, 80~90℃ für dünnwandige oder großflächige Bauteile, 90~100℃ für verstärkte Materialien. Eine Erhöhung der Temperatur erhöht die Kristallinität des Materials. Eine genaue Kontrolle der Formtemperatur ist für PA12 wichtig.
Einspritzdruck: bis zu 1000 bar (niedriger Nachdruck und hohe Schmelztemperatur werden empfohlen).
Einspritzgeschwindigkeit: hohe Geschwindigkeit (besser für Materialien mit Glaszusätzen).
Kufen und Tore: Bei Materialien ohne Zusatzstoffe sollte der Laufraddurchmesser aufgrund der niedrigen Viskosität des Materials etwa 30 mm betragen. Für verstärkte Materialien ist ein großer Kanaldurchmesser von 5 bis 8 mm erforderlich.
Die Form des Kanals sollte rund sein. Die Einspritzöffnung sollte so kurz wie möglich sein. Es können verschiedene Arten von Anschnitten verwendet werden. Verwenden Sie keine kleinen Anschnitte für große Teile, um übermäßigen Druck oder Schrumpfung auf dem Teil zu vermeiden.
Es ist besser, die Anschnittdicke gleich der Dicke des Teils zu wählen. Wird ein getauchter Anschnitt verwendet, wird ein Mindestdurchmesser von 0,8 mm empfohlen. Spritzgießformen sind effektiv, erfordern aber eine sehr präzise Temperaturregelung, um Materialaustritt oder Verfestigung an der Düse zu verhindern. Wenn ein Heißkanal verwendet wird, sollte die Anschnittgröße kleiner sein als bei einem Kaltkanal.

Bedingungen für den PA1010-Spritzgießprozess
Da die Molekularstruktur von Nylon 1010 hydrophile Amidgruppen enthält, ist es sehr leicht, Feuchtigkeit zu absorbieren, und seine Gleichgewichtswasserabsorptionsrate beträgt 0,8%~1,0%.
Feuchtigkeit hat einen erheblichen Einfluss auf die physikalischen und mechanischen Eigenschaften von Nylon 1010; daher muss das Rohmaterial vor der Verwendung getrocknet werden, so dass sein Wassergehalt auf weniger als 0,1% reduziert wird.
Beim Trocknen von Nylon 1010 sollte eine oxidative Verfärbung vermieden werden, da die Amidgruppe empfindlich auf Sauerstoff reagiert und leicht oxidativ abgebaut wird.
Für die Trocknung ist es besser, die Vakuumtrocknung zu verwenden, da diese Methode eine hohe Trocknungsrate, eine kurze Trocknungszeit und eine gute Qualität des getrockneten Granulats aufweist.
Die Trocknungsbedingungen sind in der Regel vakuumiert Grad über 94,6 kPa, Temperatur 90~100 ℃, Trocknungszeit 8~12h; Wassergehalt ist auf 0,1%~0,3% reduziert.
Bei der gewöhnlichen Ofentrocknung sollte die Trocknungstemperatur bei 95~105 ℃ liegen, und die Trocknungszeit sollte verlängert werden, im Allgemeinen auf 20~24h. Das getrocknete Material sollte mit Sorgfalt aufbewahrt werden, um eine erneute Feuchtigkeitsaufnahme zu vermeiden.
Plastifizierungsprozess: Bevor Nylon 1010 in den Formhohlraum eintritt, sollte es die angegebene Formtemperatur erreichen und in der Lage sein, innerhalb der angegebenen Zeit eine ausreichende Menge an geschmolzenem Material zu liefern, und die Temperatur des geschmolzenen Materials sollte an allen Stellen gleichmäßig sein.
Um die oben genannten Anforderungen zu erfüllen, wird ein Schraubentyp Spritzgießen Die Maschine wird entsprechend den Eigenschaften von Nylon 1010 verwendet, und die Schraube ist ein Mutationstyp oder ein Kombinationstyp.

Die Trommeltemperatur steigt vom Trichtereingang bis zur Vorderseite nacheinander an. Da die Trommeltemperatur in der Nähe des Schmelzpunktes gesteuert wird, ist es vorteilhaft für die Verbesserung der Schlagzähigkeit des Produkts und kann das Auslaufen von Material zu vermeiden und die Zersetzung des Materials zu verhindern, ist die Trommeltemperatur in der Regel 210~230 ℃.
Zur Verringerung der Reibung zwischen der Schnecke und PA1010 während des Vorformens. Flüssiges Paraffin kann als Schmiermittel verwendet werden. Die Dosierung beträgt im Allgemeinen 0,5~2 ml/kg; die Formtemperatur beträgt im Allgemeinen 40~80℃. Die Erhöhung des Gegendrucks ist gut für die Verdichtung des Materials in der Schneckenrille.
Verdrängen Sie das niedermolekulare Gas im Material. Verbessern Sie die Qualität der Plastifizierung, aber die Erhöhung des Gegendrucks wird die Leckage und den Rückfluss zwischen der Schnecke und dem Zylinder erhöhen, so dass die Plastifizierungsfähigkeit der Spritzgießmaschine reduziert wird.
Der Plastifiziergegendruck sollte nicht zu hoch sein, da sonst die Plastifizierwirkung stark abnimmt und sogar übermäßige Scherkräfte und Scherwärme entstehen, so dass sich das Material zersetzt.
Unter der Voraussetzung, dass die Anforderungen der Spritzgießen erfüllt werden kann. Je niedriger der Plastifizierungsgegendruck, desto besser, im Allgemeinen 0,5 ~ 1,0MPa.
Prozess der Formfüllung: In diesem Prozess sollten wir die Aufmerksamkeit auf den Einspritzdruck und die Einspritzgeschwindigkeit von Nylon 1010 Spritzgießen zu zahlen. Im Allgemeinen sollte der Einspritzdruck 2~5MPa sein und die Einspritzgeschwindigkeit sollte langsam sein.
Wenn der Einspritzdruck zu hoch ist. Die Einspritzgeschwindigkeit ist zu schnell. Leicht zu einer turbulenten Strömung der Formfüllung, nicht förderlich für die Beseitigung von Luftblasen im Produkt.
Je nach den Merkmalen des Werkzeuginnendrucks lässt sich der Spritzgießprozess in das Einbringen des Materials in die Form, das Fließen des Formfilms, die Abkühlung und die Formgebungsphasen unterteilen.
Der Kühl- und Formgebungsprozess kann in drei Phasen unterteilt werden: Druckhaltung und Wiederauffüllung, Rückfluss und Kühlung nach dem Einfrieren des Anschnitts.
Um das druckhaltende Material zu erreichen, müssen bestimmte Bedingungen erfüllt sein: Einerseits muss genügend geschmolzenes Material vorhanden sein, d. h. es muss Material zum Füllen vorhanden sein; andererseits darf das Gießsystem nicht zu früh erstarren, damit das geschmolzene Material noch einen Weg zurücklegen kann.
Andererseits sollte der Einspritzdruck hoch genug und die Haltezeit lang genug sein, was eine ausreichende Bedingung für das zu füllende Material ist. Die Haltezeit wird in der Regel durch den Versuch bestimmt und sollte weder zu lang noch zu kurz sein.
Ist die Nachdruckzeit zu lang, verlängert sich nicht nur der Formungszyklus, sondern es entsteht auch ein zu großer Restdruck im Formhohlraum, der das Lösen der Form erschwert und sogar das Öffnen der Form unmöglich macht.
Die beste Druckhaltezeit sollte Null sein, wenn der Restdruck im Formnest geöffnet wird. Die allgemeine Haltezeit von Nylon 1010-Spritzgussteilen beträgt 4~50 s.
Entformen: Nylon 1010-Teile können entformt werden, wenn sie in der Form abgekühlt sind, bis sie eine ausreichende Steifigkeit aufweisen.
Die Entformungstemperatur sollte nicht zu hoch sein. Im Allgemeinen wird sie zwischen der Wärmeformbeständigkeitstemperatur von PA1010 und der Werkzeugtemperatur geregelt.
Der Restdruck im Formhohlraum sollte bei der Entformung nahe Null sein, was durch die Nachdruckzeit bestimmt wird. Im Allgemeinen ist die Spritzgießen Die Zeit für PA1010-Spritzgussteile beträgt: Einspritzzeit 4~20 s, Haltezeit 4~50 s und Abkühlzeit 10~30 s.
Schlussfolgerung
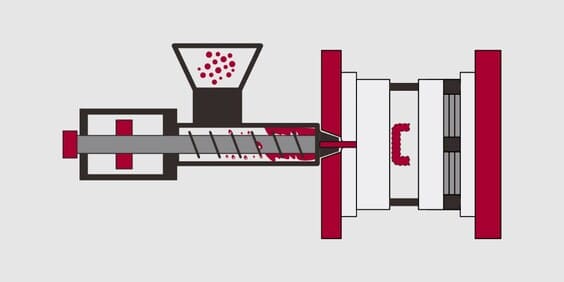
Das Spritzgießen ist ein Verfahren, das die Herstellung von hochwertigen Teilen mit komplexen Geometrien ermöglicht. Die vier Nylon-Spritzgießen Die von uns beschriebenen Verfahren sollten Ihnen einen guten Ausgangspunkt für das Verständnis der verschiedenen Nylontypen und deren Herstellung bieten. Wenn Sie Fragen zu den Verfahren haben oder mehr erfahren möchten, zögern Sie nicht, unser Team zu kontaktieren, wir helfen Ihnen gerne weiter!







