 İçeriğe geç
İçeriğe geç 

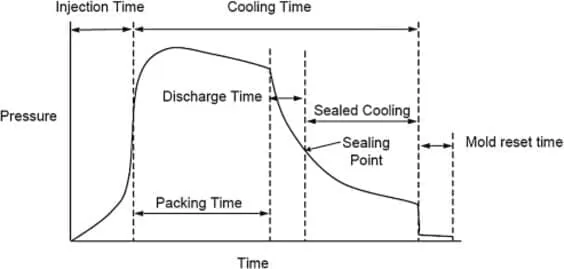
Kalıplama döngüsü enjeksiyon kalıplama kalıp kapanma süresi, doldurma süresi, bekletme süresi, soğutma süresi ve kalıptan çıkarma süresinden oluşur. Bunlar arasında, soğutma süresi yaklaşık 70% ~ 80% ile en büyük oranı oluşturmaktadır.
Bu nedenle, soğutma süresi plastik ürünlerin kalıplama döngüsünü ve çıktısını doğrudan etkileyecektir. Kalıptan çıkarma aşamasında, plastik ürünlerin soğutma sıcaklığı, plastik ürünlerin termal iletkenlik deformasyon sıcaklığından daha düşük olmalıdır.
Plastik ürünlerin gevşeme veya bükülme ve dış bir kuvvetin neden olduğu kalıplama deformasyonundan kaynaklanan artık gerilme hasarını önlemek için.

Enjeksiyon kalıplama soğutma süresi nedir?
Enjeksiyon kalıplama soğuma süresi genellikle plastik eriyiğin plastik hazneyi doldurması arasındaki süreyi ifade eder. enjeksiyon kalıbı boşluğu ve ürünün çıkarılması için kalıbın açılabileceği zaman.
Bir parçayı yapan zaman standardını çıkarmak için kalıbı açabilir, genellikle bir parçayı zaten yeterli katılaştırır, kalıplanmış bir üst açarken belirli bir yoğunluğa ve sertliğe sahiptir, deformasyon çılgınlığı göndermez.
için aynı plastik kullanılsa bile plasti̇k enjeksi̇yon kaliplamasoğutma süresi duvar kalınlığına, erimiş plastiğin sıcaklığına, kalıp parçasının kalıptan çıkarma sıcaklığına ve kalıp parçasının sıcaklığına göre değişir. enjeksiyon kalıbı.
Plastik Enjeksiyon Kalıplamada Soğutma Süresi Nasıl Hesaplanır?
Soğutma süresi, duvar kalınlığını ve termal difüzivite olarak bilinen ve plastiğin termal iletkenliğini, yoğunluğunu ve sıcaklığını yükseltmek için enerji gereksinimlerini ölçen bir ölçümü içeren bir denklem kullanılarak hesaplanabilir.
Tahmini süre termoplastik türüne de bağlıdır, çünkü her birinin farklı erime ve kalıplama sıcaklıkları vardır.

Enjeksiyon kalıplama soğutma süresi referansı
1. Duvarın en kalın kısmının merkez tabakasının sıcaklığı plasti̇k enjeksi̇yon kalipli parçave plastiğin termal deformasyonunun altındaki sıcaklığa kadar soğuması için gereken süre;
2. Plastik enjeksiyon işleme parçasının bölümündeki ortalama sıcaklık ve ürünün belirtilen kalıp sıcaklığına kadar soğutulması için gereken süre;
3. Kristalin plastik kalıp parçalarının duvarının en kalın kısmının merkez katmanının sıcaklığı, erime noktasının altına kadar soğuması için gereken süre veya belirtilen kristalleşme yüzdesine ulaşmak için gereken süre.
Enjeksiyon kalıplamada soğutma süresini etkileyen faktörler
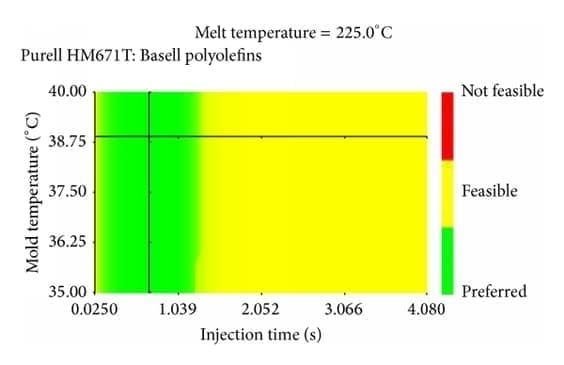
için soğutma süresinin tahmin edilmesi enjeksiyon kalıplama kullanılan malzeme, parçanın boyutu ve şekli, duvar kalınlığı, gerçek eriyik sıcaklığı ve kalıp sıcaklığı gibi çeşitli faktörlere bağlı olduğundan karmaşık olabilir.
1. Kullanılan plastik türü
Genel olarak, daha düşük erime noktasına sahip malzemeler, daha yüksek erime noktasına sahip olanlardan daha hızlı katılaşacaktır.
2. Kalıp boyutu ve şekli
3. Enjeksiyon kalıplı parçaların duvar kalınlığı
Daha ince duvarlara sahip daha küçük parçalar, daha kalın duvarlara sahip daha büyük parçalardan daha hızlı soğuyacaktır.
4. Kalıp sıcaklığı
Düşük kalıp sıcaklığı malzemenin daha hızlı soğumasına neden olur.
5. Enjeksiyon kalıplama döngü süresinin hızı
Enjeksiyon kalıplama makinesi ne kadar büyükse, soğutma süresi de o kadar uzun olur.
Bu faktörlerin her biri plastiğin soğuması ve katılaşması için gereken süreyi etkiler. Tüm bu faktörler dikkate alınarak, belirli bir plastik için soğuma süresi enjeksiyon kalıplama süreci hesaplanabilir.
Ayrıca, kalıplanan parçaların tüm kalite gereksinimlerini karşıladığından emin olmak için soğutma sürecinin ilerleyişi yakından izlenmelidir.

Bekleme süresi neden önemlidir?
Soğutma süresinin tahmin edilmesi enjeksiyon kalıplı parça birkaç nedenden dolayı önemlidir. İlk olarak, kavite sıcaklık sensörlerinde düzgün soğutma kanalları sağlar, böylece eğilme ve deformasyonu önler.
Ayrıca, soğutma işleminin uygun şekilde kontrol edilmemesi durumunda oluşabilecek gerilim kırılmalarını ve diğer kusurları önlemeye yardımcı olur.
Son olarak, soğutma süreleri doğru bir şekilde tahmin edilerek üretim daha verimli bir şekilde planlanabilir ve parçalar zamanında tamamlanabilir.
Soğutma süresini tahmin ederken parçanın boyutu ve şekli, kullanılan malzemeler ve kalıp tasarımı dahil olmak üzere birçok faktör göz önünde bulundurulmalıdır.
Tecrübe sahibi çoğu mühendis, bu faktörlerin belirli bir parçanın soğuma süresini nasıl etkileyeceği konusunda iyi bir fikre sahiptir.
Bununla birlikte, daha doğru tahminler yapılmasına yardımcı olabilecek yazılım programları da mevcuttur. Her durumda, soğutma süresinin doğru tahmin edilmesi, başarılı bir soğutma işleminin önemli bir parçasıdır. plasti̇k enjeksi̇yon kaliplama.

Enjeksiyon kalıplama için soğutma süresi yetersiz olduğunda ne olur?
'nin soğutma devresi dolum süresini tahmin etmek çok önemlidir. enjeksiyon kalıplama parçaları doğru süreci sağlamak için.
Soğutma süresi çok kısaysa, erimiş plastik düzgün bir şekilde soğuyup katılaşmak için yeterli zamana sahip olmayabilir.
Bu sırada, fırlatma ürünü hala yumuşaktır. Meydana gelebilecek sorunlar arasında ejeksiyon deformasyonu, mikrokozmoz ve ürün çarpıklığı yer alır ve bu da düşük kaliteli parçalara neden olur.
Ancak, çok uzun süre soğutulursa, plastik eşit olmayan bir şekilde soğuyarak eğrilmeye veya başka kusurlara neden olabilir.
Soğutma süresini tahmin etmek zor olabilir çünkü parçanın boyutu ve şekli, kullanılan plastik türü ve ortam sıcaklığı gibi birçok faktöre bağlıdır.
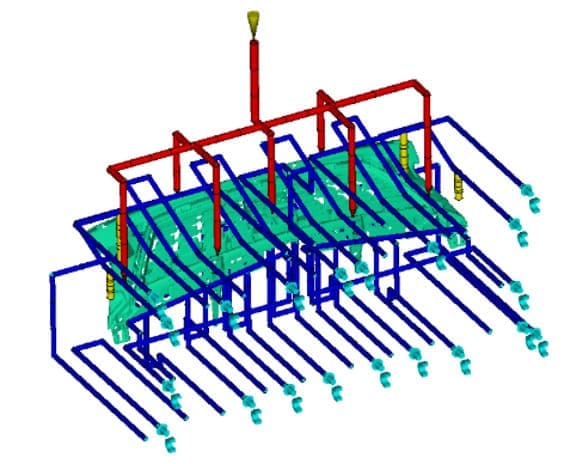
Soğutma hattı tasarımı için kanıtlanmış yöntemler kullanılarak çözgü ve soğutma süresi en aza indirilir. Kalıp ayrıca, boşluk içi sıcaklık sensörleriyle birlikte post gate ve dolum sonundaki boşluk basınç sensörleriyle tam olarak enstrümante edilir. Bununla birlikte, bazı genel kurallar soğutma süresinin yeterli olmasını sağlamaya yardımcı olabilir.

Özet
Soğutma sürelerini tahmin etmek zor olsa da, plastik parçaların çekme testi çubuğunun yeterince soğutulduğundan emin olmak önemlidir.
Ancak soğutma süresinin çok uzun olması durumunda kusurlar meydana gelebilir. Soğutma süresi ve kalıplanmış plastik parçaların kalitesini etkileyen diğer faktörler hakkında daha fazla bilgi için lütfen iletişime geçin ZetarMold. Özel ihtiyaçlarınızı görüşmekten ve gereksinimlerinizi karşılayan bir çözüm bulmaktan mutluluk duyarız.






