 İçeriğe geç
İçeriğe geç 

Enjeksiyon kalıplama, birçok plastik parça türünü üretmek için kullanılan ekonomik ve verimli bir üretim yöntemidir. Bununla birlikte, enjeksiyon kalıplama sırasında soğuk sümüklü böcek oluşumu yaygındır ve ana sorunlardan biri olarak kabul edilir. Soğuk sümüklü böcek sadece ürünün görünümünü ve performansını etkilemekle kalmaz, aynı zamanda üretim verimliliğini azaltır ve israfı artırır. Bu nedenle, enjeksiyon kalıplama sırasında soğuk sümüklü böcek oluşumunun nedenlerini anlamak, daha iyi sonuçlar ve daha yüksek ürün kalitesi elde etmek için çok önemlidir. Bu makale, soğuk sümüklü böcek oluşumuna neden olan ana faktörleri analiz etmeye ve ilgili iyileştirici önlemleri önermeye odaklanacaktır.

Soğuk Sümüklüböceklerin Tanımı ve Sınıflandırılması
Soğuk sümüklü böcek oluşumunun nedenlerini daha fazla tartışmadan önce, soğuk sümüklü böceğin ne olduğunu anlamak çok önemlidir. Soğuk sümüklü böcek, plastik kalıbın, nozülün veya enjeksiyon kalıplama makinesinin belirli parçalarının düşük sıcaklığı nedeniyle soğuyan ve katılaşan hammaddenin katılaşmış kısmını ifade eder. Bu soğuk sümüklü böcekler nihai ürünün kalitesini etkiler.
Soğuk sümüklüböcek oluşumunun yeri ve şekline bağlı olarak aşağıdaki kategorilerde sınıflandırılabilirler:
1. Nozul Soğuk Sümüklüböcek: Nozul soğuk sümüklüböceği genellikle yanlış sıcaklık kontrolü nedeniyle enjeksiyon kalıplama makinesi nozulunun etrafında veya içinde oluşur ve eriyiğin akmayı durdurmasına ve katılaşmasına neden olur.
2. Kalıp Soğuk Sümüklüböcek: Soğutma sistemi tasarımının mantıksız olabilmesi ve belirli düşük sıcaklık alanlarına neden olması nedeniyle kalıp boşluğunda veya kapısında soğuk sümüklü böcek oluşur.
3. Runner Cold Slug: Yolluk soğuk sümüklüböceği genellikle yanlış yolluk tasarımı, dengesiz sıcaklık kontrolü vb. nedenlerle yolluk sisteminde oluşur.

Soğuk Slug Oluşumunun Ana Nedenleri
Uygun Olmayan Sıcaklık Kontrolü
Sıcaklık, deniz suyunu etkileyen önemli bir faktördür. enjeksiyon kalıplama süreci. Enjeksiyon kalıplama makinesi varilinin, nozulun ve kalıbın sıcaklık kontrolü, ürünün sıcaklığını kontrol etmenin anahtarıdır. Herhangi bir parçanın sıcaklığı çok düşükse, eriyik soğuyacak ve soğuk sümüklü böcek oluşturmak için katılaşacaktır.
Nozul Sıcaklığı Çok Düşük: Nozul sıcaklığı çok düşük ayarlanırsa veya sıcaklık kontrol sistemi arızalanırsa, eriyik nozulda hızla soğuyarak nozulda soğuk bir sümüklü böcek oluşturur.
Kalıp Sıcaklığı Çok Düşük: Çok düşük kalıp sıcaklığı, eriyiğin kalıp boşluğuna girerken hızla soğumasına neden olarak kalıp soğuk sümüklüböceğine yol açacaktır. Bu genellikle yanlış tasarlanmış bir soğutma sisteminden kaynaklanır.
Düzensiz Namlu Sıcaklık Dağılımı: Varilde sıcaklık eşit değilse, enjeksiyon aşamasında eriyik farklı oranlarda soğuyarak yolluk soğuk sümüklüböcek oluşturacaktır.

Yanlış Kalıp Tasarımı
Kalıp tasarımı enjeksiyon kalıplama sürecini doğrudan etkiler. Kötü kalıp tasarımının sonuçları, eriyik akışı ve dolum sorunlarının yanı sıra soğuk sümüklüböcek görünümüdür.
Uygun Olmayan Kapı Konumu ve Boyutu: Kapı konumu ve boyutunun yanlış tasarımı, akış işlemi sırasında eriyiğin soğumasına ve katılaşmasına neden olur, böylece soğuk sümüklü böcek oluşur.
Uygunsuz Yolluk Tasarımı: Yolluk tasarımı, erimiş malzemenin akış yolunu ve hızını doğrudan etkiler. Uzun veya ince yolluklar erimiş malzemenin akış direncini artırır, böylece erimiş malzemenin akış hızını yavaşlatır ve aslında erimiş malzemenin akış sırasında sertleşmesine ve katılaşmasına neden olarak bir yolluk soğuk sümüklüböceği oluşturur.
Uygun Olmayan Soğutma Sistemi Tasarımı: Kalıp soğutma sisteminin yerleşimi ve tasarımı kalıptaki sıcaklık dağılımını etkileyecektir. Uygun olmayan soğutma kanalı düzeni, zayıf kalıp sıcaklığı homojenliğine ve kalıp soğuk sümüklüböceğine yol açacaktır.

Uygun Olmayan Enjeksiyon Kalıplama Proses Parametreleri
Enjeksiyon kalıplama proses faktörleri arasında enjeksiyon hızı, enjeksiyon basıncı, bekletme süresi, soğutma süresi vb. yer alır. Bu parametreler eriyiğin akış hızı ve katılaşma oranı ile yakından ilgilidir. Proses parametreleri uygun şekilde ayarlanmazsa, soğuk sümüklü böcek oluşacaktır.
Düşük Enjeksiyon Hızı: Düşük enjeksiyon hızı, akış sırasında eriyiğin katılaşmasına yol açar, çünkü eriyiğin hızlı soğuması nedeniyle soğuk sümüklü böcekler oluşur. Özellikle kapı ve yollukta, düşük enjeksiyon hızı eriyiğin akışını engeller ve soğuk kesecikler olarak bilinen durumu oluşturur.
Düşük Enjeksiyon Basıncı: Düşük enjeksiyon basıncı, zayıf eriyik akışına ve eriyiğin kalıp boşluğuna düzgün bir şekilde girememesine ve akış sırasında soğuyup katılaşamamasına yol açarak soğuk sümüklü böcek oluşturur.
Yetersiz Bekletme Süresi: Bekletme süresi yeterli değilse, kalıp boşluğunda düşük eriyik basıncı meydana getirir ve dolayısıyla boşluğun düzgün bir şekilde doldurulmasına izin vermez, soğuk sümüklü böcek oluşturur.
Aşırı Soğutma Süresi: Uzun soğutma süresi kalıp sıcaklığını düşürür, bu da eriyiği soğutur ve kalıp içindeki soğuk plastik parçanın katılaşmasını sağlar.

Yanlış Malzeme Seçimi
Farklı plastik malzemeler farklı erime noktalarına ve akış özelliklerine sahiptir. Yanlış malzeme seçimi de soğuk sümüklü böcek oluşumuna yol açar.
Yüksek Erime Noktalı Malzemeler: Yüksek erime noktalı malzemelerin çoğunun daha yüksek sıcaklık ve basınçlarda enjekte edilmesi gerekir. Yeterli sıcaklık ve basınç yoksa, eriyik akış sırasında soğumaya ve katılaşmaya başlar ve soğuk sümüklü böcekler oluşturur.
Zayıf Akış Malzemeleri: Zayıf akış özelliklerine sahip malzemeler enjeksiyon kalıplama sırasında, özellikle yolluk ve kapıda kolayca soğuk sümüklü böcek oluşturur. Bu tür malzemeler soğuk sümüklü böcek oluşumunu önlemek için daha yüksek enjeksiyon hızı ve basınç gerektirir.

Soğuk Sümüklüböcekler için Tespit ve Analiz Yöntemleri
Soğuk sümüklü böcek oluşumunu etkili bir şekilde önlemek ve kontrol etmek için soğuk sümüklü böcekleri tespit etmek ve analiz etmek zorunludur. Aşağıda bazı yaygın tespit ve analiz yöntemleri verilmiştir:
Görsel Denetim
Soğuk sümüklü böcekleri tespit etmenin en doğrudan yolu görsel incelemedir. Soğuk sümüklüböcekler, sümüklüböceğin yüzeyi ve içi incelenerek tespit edilebilir. enjeksiyon kalıplı parça. Soğuk sümüklü böcekler genellikle yüzeyde dalgalanmalar, boşluklar, kusurlar veya çizgiler şeklinde görülür.
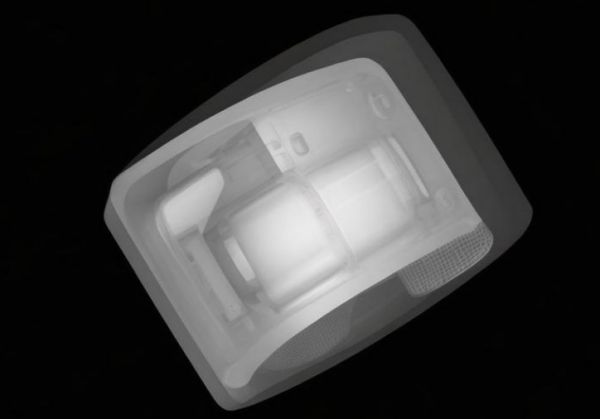
X-ray Kontrolü
X-ray kontrolü, soğuk sümüklü böcek tespiti için kullanılabilecek tahribatsız tekniklerden biridir. Enjeksiyon kalıp parçalarındaki iç yüzey veya soğuk sümüklü böcek X-ray görüşü kullanılarak keşfedilebilir. X-ray kontrolü, özellikle ince, hassas temel ve yüksek talep gören ürünlerdeki iç kusurlar için uygundur.
Termal Analiz
Diferansiyel Tarama Kalorimetrisi (DSC) ve Termogravimetrik Analiz (TGA), termal analiz yöntemleri kategorisine giren yaygın tekniklerdir. Plastik üretiminde kullanılan malzemelerin termal özelliklerini inceleyerek, bu malzemenin erime noktasını ve soğutma özelliklerini tanımlamak mümkündür, bu da soğuk sümüklü böcek oluşturma potansiyelini değerlendirmeye olanak tanır.
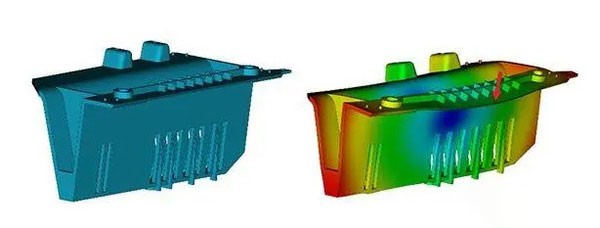
Reolojik Analiz
Reolojik analiz, plastiklerin enjeksiyon işlemi sırasında eriyiğin akış davranışını ve soğuma hızını belirlemeyi amaçlamaktadır. Böylece reolojik analiz, soğuk sümüklü böcek oluşumunu en aza indirmek için en uygun enjeksiyon kalıplama işlemi parametrelerinin belirlenmesine yardımcı olur.
Soğuk Sümüklü Böcekleri Önlemek ve Kontrol Etmek için Önlemler
Soğuk sümüklü böcek oluşumunu kontrol etmek ve önlemek için, enjeksiyon kalıplamada soğuk sümüklü böceklerin etkilerini başarılı bir şekilde azaltacak ve böylece kalıplanmış ürünlerin kalitesini artıracak çeşitli önlemler alınabilir.
Sıcaklık Kontrolünü Optimize Edin
Sıcaklık kontrolü, soğuk sümüklü böcek oluşumunu önlemek için kontrol edilmesi gereken bir faktördür. Soğuk sümüklü böcek oluşumunu önlemek için, enjeksiyon kalıplama makinesinin ve kalıp sıcaklık kontrol sisteminin verimliliğinin artırılması önerilir.
Nozul Sıcaklık Kontrolü: Eriyiğin nozülde kristal yapıya dönüşmesini önlemek için nozül sıcaklığının en uygun değerde olduğundan emin olun. Öyle ya da böyle, nozül sıcaklığı ısıtma cihazları veya yalıtım ceketleri kullanılarak sabit tutulabilir.
Kalıp Sıcaklık Kontrolü: Soğutma sisteminin akış direncini ve hatta kalıp içindeki sıcaklığı en aza indirin. Soğutma kanallarının tasarımındaki ve soğutma ortamının akış hızındaki değişiklikler, kalıp sıcaklığının kontrolünü artırmak için kullanılabilir.
Namlu Sıcaklık Kontrolü: Soğuk slug oluşumuna yol açan sıcaklık dalgalanmalarını önlemek için varil içinde eşit sıcaklık dağılımı sağlayın. Çok bölgeli sıcaklık kontrol sistemleri, farklı varil bölgelerinin sıcaklığını hassas bir şekilde kontrol edebilir.

Kalıp Tasarımını İyileştirin
Soğuk sümüklüböcek oluşumunu en aza indirmek için uygun kalıp tasarımının yapıldığından emin olunmalıdır. Artırılmış kapı ve yolluk tasarımı ile eriyik akışı artırılabilir, bu da soğuk sümüklüböcek oluşumunu en aza indirmeye yardımcı olacaktır.
Kapı Tasarımını Optimize Edin: Uygun kapı konumlarının yanı sıra eriyiğin kalıp boşluğuna engellenmeden girmesini sağlayacak kapı boyutlarını seçin. Çok noktalı kapıların veya sıcak yolluk sistemlerinin kullanılması eriyik akışını iyileştirebilir.
Koşucu Tasarımını Optimize Edin: Eriyik akış direncini en aza indirmek için uygun şekil ve boyutlarda yolluklar tasarlamalıdırlar. Helisel veya konik yolluklar eriyik akışını artırmaya yardımcı olabilir.
Soğutma Sistemi Tasarımını İyileştirin: Kalıp içinde eşit bir sıcaklık dağılımı elde etmek için soğutma kanallarının dağılımını ve soğutma ortamının akış hızını artırın. Dinamik soğutma sistemlerinin kullanımı, üretimin farklı aşamaları olduğunda soğutma parametrelerini kontrol edebilir.

Enjeksiyon Kalıplama Proses Parametrelerini Ayarlama
Düzgün ayarlama enjeksiyon kalıplama süreci parametreleri soğuk sümüklü böcek oluşumunu azaltmak için çok önemlidir. Enjeksiyon hızını, enjeksiyon basıncını ve bekletme süresini azaltmak ve aynı zamanda eriyik akışını ve soğutma özelliklerini olumlu yönde etkileyen ve dolayısıyla soğuk sümüklü böcek oluşumunu azaltan soğutma süresini artırmak gerekir.
Enjeksiyon Hızını Artırın: Enjeksiyon hızının arttırılması, akış sırasında eriyiğin soğuması ve katılaşması için harcanan zamanı ve dolayısıyla soğuk sümüklü böcek oluşumunu en aza indirmenin etkili bir yoludur. Bununla birlikte, enjeksiyon hızı çok hızlıysa, parlama veya aşırı doldurma gibi başka kusurlar da olabilir, bu nedenle ayarlama, ürünlerin kalitesi dahilinde izin verilen marj dahilinde yapılmalıdır.

Enjeksiyon Basıncını Artırın: Daha yüksek enjeksiyon basınçları aslında eriyik akışını artırabilir, bu da eriyiğin kalıp boşluğunu daha iyi dolduracağı ve soğuk sümüklü böcek oluşumunu azaltacağı anlamına gelir. Bununla birlikte, enjeksiyon basıncı kalıba zarar vermemek veya ürünlerin şekillerini bozmamak için kontrol edilmelidir, bu nedenle biraz ılımlıdır.
Bekletme Süresini Uzatın: Soğuk sümüklüböcek oluşumu riskini ortadan kaldırmak için kalıp boşluğu içerisinde yeterli basıncın muhafaza edilmesi ve bunun için de bekletme süresinin artırılması gerekmektedir. Aynı şekilde, eğer ürün uzun süre bekletilirse, bu aynı zamanda enjeksiyon döngüsünün de uzayacağı ve dolayısıyla çok verimli olmayacağı anlamına gelir.
Soğutma Süresini Optimize Edin: Soğutma süresi etkili bir şekilde kontrol edilmelidir, böylece kalıp sıcaklığı, soğuk sümüklü böcek oluşumunu engellemenin yanı sıra eriyiğin soğuma hızını yavaşlatmak için doğru bir aralıkta olur. Soğutma süresi burada deney yoluyla optimize edilmeli ve bu nedenle optimum soğutma süresine karşılık gelen parametreler çıkarılmalıdır.

Uygun Malzemeleri Seçin
Malzeme seçimi, enjeksiyon kalıplamanın etkinliğinin yanı sıra nihai ürünün kalitesini de büyük ölçüde belirler. Malzeme seçiminin kontrolü, soğuk sümüklü böcek oluşumunu en aza indirmek için eriyik akışının ve soğutma özelliklerinin optimizasyonuna yol açar.
Düşük Erime Noktalı Malzemeleri Seçin: Bunların kullanımı malzemenin erimesini kolaylaştırır ve enjeksiyon kalıplama sırasında daha iyi akışa sahip olmasını sağlar, böylece soğuk sümüklü böcek oluşumunu en aza indirir.
Yüksek Akış Malzemelerini Seçin: Yüksek akışkanlığa sahip malzemelerin daha yüksek akışkanlığı nedeniyle, enjeksiyon kalıplama işlemi sırasında kalıp boşluğunu paketlemek daha kolaydır, dolayısıyla soğuk sümüklü böcek oluşumu en aza indirilir. Plastikleştiriciler formülasyona dahil edilebilir veya daha iyi akış özelliklerine sahip malzemelerin seçimi malzemenin akışını artıracaktır.

Ekipman Bakımının Güçlendirilmesi
Enjeksiyon kalıplama ekipmanının durumu, kalıplama sürecinin istikrarını ve nihai ürünlerin kalitesini etkileyen ana faktördür. Ekipmanların bakımı ve uygun bakımı da çok önemlidir, böylece ekipmanlar soğuk sümüklü böcek oluşmadan düzgün çalışır.
Sıcaklık Kontrol Sistemlerini Düzenli Olarak Kontrol Edin: Enjeksiyon kalıplama makinesinin ve kalıbın sıcaklık kontrol sistemlerinin, soğuk sümüklü böcek oluşumunu önlemek için gerektiği gibi çalıştıklarından emin olmak için kontrol edilmesi önerilir.
Nozulları ve Yollukları Düzenli Olarak Temizleyin: Eriyiklerin serbestçe akması ve tıkanma nedeniyle soğuk sümüklü böcek oluşumunu önlemek için nozulları, nozul ucunu ve yollukları temizleyin.
Soğutma Sistemlerini Düzenli Olarak Kontrol Edin: Eşit olmayan soğutma nedeniyle soğuk sümüklü böcek oluşumunu önlemek için kalıp soğutma sisteminin düzgün çalıştığından emin olun.

Sonuç
Enjeksiyon kalıplama sürecinde, kalıplanmış parçaların kalitesini etkileyebilecek küçük, katılaşmış plastik parçaları olan soğuk sümüklü böceklerin oluşumuna çeşitli faktörler katkıda bulunabilir. Örneğin, alev geciktirici PC (polikarbonat) kullanmak, özelliklerini korumak için hassas sıcaklık kontrolü gerektirdiğinden zor olabilir. Su soğutmalı kalıp çeliği kullanırken, doğru soğutma hızına ulaşmak çok önemlidir. Uygun olmayan bir soğutma hızı, plastiğin çok hızlı soğumasına ve kalıp tamamen dolmadan önce soğuk sümüklü böcekler oluşmasına neden olabilir. Ayrıca, kalıplanan plastik için uygun yangın dayanım derecesinin seçilmesi, malzemenin zamanından önce bozulmadan gerekli koşullara dayanabilmesini sağladığından çok önemlidir. Yavaş bir enjeksiyon hızı, plastik sıvının çok erken soğumasına ve katılaşmasına izin vererek bu sorunu daha da kötüleştirebilir. Bu nedenle, soğuk sümüklü böcekleri önlemek ve yüksek kaliteli kalıplanmış plastik parçaların üretimini sağlamak için bu faktörlerin optimum dengesini korumak hayati önem taşır.

Soğuk sümüklüböcekler, denizlerde meydana gelen temel ve oldukça uzun süreli sorunlardan biridir. enjeksiyon kalıplama sıcaklık, kalıp tasarımı, proses parametreleri ve malzemeler gibi çeşitli faktörlere bağlıdır. Bu nedenle, sıcaklık kontrolünün ayarlanması; kalıp tasarımı; proses parametreleri; malzeme seçimi; ve ekipman bakımının artırılması soğuk sümüklü böcek oluşumunun azaltılmasına yardımcı olacak, böylece enjeksiyon kalıplama kalitesini ve verimliliğini artıracaktır.







