 İçeriğe geç
İçeriğe geç 

Giriş : Plastik parçalar ile plastik parça yapma işlemi enjeksiyon kalıplama temel olarak dört aşamadan oluşur: doldurma-basma basıncı-soğutma-demolding. Bu dört aşama doğrudan ürünün kalitesini belirler ve bu dört aşama tam bir sürekli süreçtir.
Enjeksiyon Kalıplama Nedir?
Enjeksiyon kalıplama, parçaları plastikten yapan bir işlemdir. Plastiği (genellikle küçük parçalar halinde) bir makinede ısıtırsınız. Tamamen eridiğinde, bir piston veya vida ile ileri doğru itersiniz. ve daha sonra namlunun ön ucundaki nozuldan çok hızlı bir hızda daha düşük kalıp sıcaklığı ile kalıba enjekte edilir.
Bunu makinenin önündeki bir delikten çok hızlı bir şekilde yapıyorsunuz. Soğuduktan ve şekillendikten sonra kalıbı açıp parçayı çıkarıyorsunuz. Bunu tekrar tekrar yapıyorsunuz.
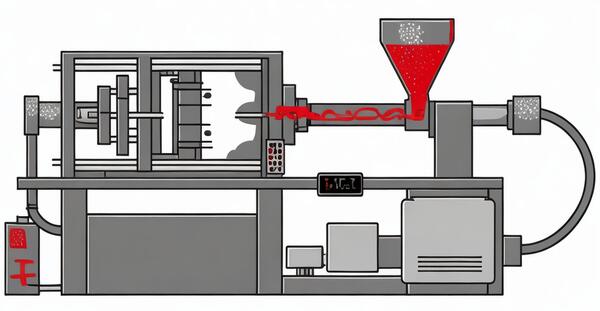
Enjeksiyon Kalıplamanın Çalışma Prensibi Nedir?
Enjeksiyon kalıplama, plastik malzeme yapmak için kullanılan bir işlemdir. Enjeksiyon kalıplama makinesi plastiği eritir ve bir kalıba fışkırtır. Sonra soğumaya ve sertleşmeye bırakırsınız. Temel fikir şudur:

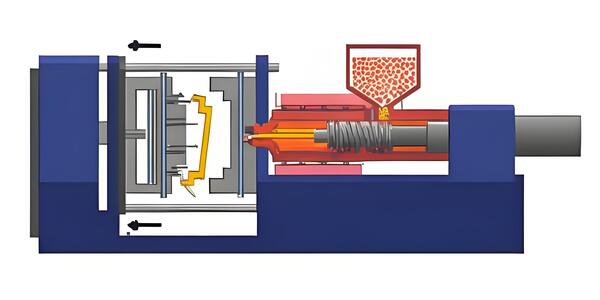
Isıtma ve eritme: Plastik parçacıkların veya tozun genellikle bir enjeksiyon makinesinde eriyene kadar ısıtılması. Erimiş plastik kalın ve sıvı hale gelir ve enjeksiyon makinesi tarafından kalıba itilebilir.
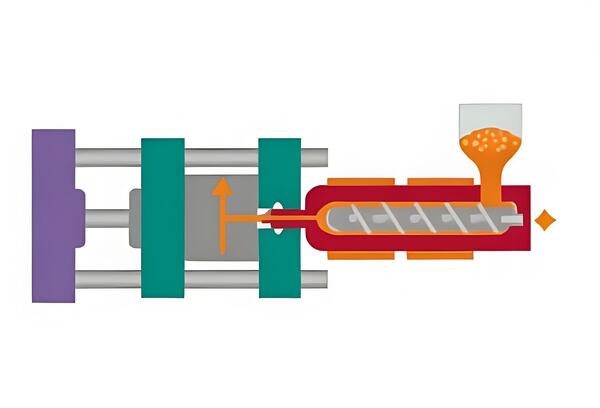
Kalıbı doldurmak: Erimiş plastiğin bir enjeksiyon makinesi aracılığıyla kalıba enjekte edilmesi. Enjeksiyon makinesi, plastiğin akmasını ve tüm kalıp boşluğunu doldurmasını sağlamak için yüksek basınç uygular.
Soğutma ve katılaştırma: Kalıp içindeki plastik malzemenin soğuması ve katılaşması gerekir. Soğutma süresi ve sıcaklığı, malzemenin türü ve kalınlığı gibi faktörlere bağlıdır. Kalıbın özel tasarımı da soğuma süresini ve kalitesini etkileyebilir.
Küf açma ve çıkarma: Kalıp soğuduktan ve parça katılaştıktan sonra kalıbı açın ve parçayı çıkarın. Parçanın kalıptan kolayca çıkmasına yardımcı olmak için kalıp üzerinde genellikle bazı ayırıcı maddeler bulunur.

Çapak alma, düzeltme ve işleme: Parçalar çıkarıldıktan sonra, ekstra plastik ve çapakların çıkarılması ve parçaların kırpılması ve işlenmesi gerekir. Bu elle veya makine ile yapılabilir.
Muayene ve paketleme: Son olarak, yeterince iyi olduğundan emin olmak için bitmiş ürünü incelememiz gerekiyor, ardından bir kutuya koyup size gönderiyoruz.

Nedir bu Enjeksiyon Kalıplama İşlem Adımı?
Enjeksiyon kalıplama, plastik ürünlerin imalatında yaygın olarak kullanılan yaygın bir plastik üretim sürecidir. Prensip, ısıtılmış erimiş termoplastik malzemeyi bir enjeksiyon makinesi aracılığıyla kalıba enjekte etmek ve daha sonra istenen şekle sahip plastik bir ürün elde etmek için soğutmak ve kalıplamaktır.
Enjeksiyon kalıplamanın süreç akışı genellikle şu şekildedir:
Kalıp hazırlama: İstediğiniz plastik şeyi yapmak için kalıbı hazır hale getirmelisiniz. Bu, onu tasarlamanız, yapmanız ve makineye koymanız gerektiği anlamına gelir. Kalıbı tasarlarken, şeyin neye benzediğini, ne kadar büyük olduğunu ve neyden yapıldığını düşünmelisiniz.

Kalıbı yaparken, ne tür bir malzeme kullandığınızı ve ne kadar iyi olmasını istediğinizi düşünmelisiniz. Buna ek olarak, kalıp hazırlanırken, sıkıştırma ünitesinin tasarımının, kalıbın stabilitesini ve kalıplama kalitesini sağlamak için duvar kalınlığını dikkate alması gerekir. enjeksiyon kalıplama süreci.

Plastik malzeme hazırlama: Yapmak istediğiniz ürünlerin gereksinimlerine göre plastik malzemeleri seçmeniz ve işlemeniz gerekir. Genellikle, plastik peletleri veya tozu eriyene kadar ısıtırsınız ve ardından erimiş plastiği bir makine kullanarak bir kalıba çekersiniz.
Enjeksiyon: Enjeksiyon işlemi, bir enjeksiyon makinesi kullanarak sıcak plastiği bir kalıba çektiğiniz zamandır. Enjeksiyon ünitesinin doğru ve kaliteli olduğundan emin olmak için enjeksiyon makinesinin enjeksiyon basıncını, hızını ve sıcaklığını kontrol etmeniz gerekir.
Soğutma: Enjeksiyon kalıplamadan sonra plastiğin soğuması ve sertleşmesi için bir süre beklemeniz gerekir. Soğuma süresi ve sıcaklığı malzemenin türüne ve kalınlığına bağlıdır.
Kalıp açma: Soğuduktan sonra kalıbı açmanız ve parçaları çıkarmanız gerekir. Kalıbı açmanın manuel, mekanik ve hidrolik gibi birçok yolu vardır.

Cüruf giderme, kırpma ve işleme: Parçalar enjeksiyon kalıplama makinesinden çıkarıldıktan sonra, fazla plastik malzemenin çıkarılması, yüzeyin düzleştirilmesi ve işleme için gerekli deliklerin açılması için damgalanması, kesilmesi ve işlenmesi gerekir.
Muayene ve paketleme: Son olarak, bitmiş ürünü yeterince iyi olduğundan emin olmak için incelememiz ve ardından bir kutuya koyup bir yere göndermemiz gerekiyor.

Plastik Parçaların Enjeksiyon Kalıplama Sürecinin Aşamaları Nelerdir?
Dolum Aşaması
Doldurma, tüm işlemin ilk adımıdır. enjeksiyon kalıplama döngü. Zaman, kalıp kapama ve enjeksiyon kalıplamadan kalıp boşluğu yaklaşık 95%'ye kadar dolana kadar başlar. Teorik olarak, doldurma süresi ne kadar kısa olursa, kalıplama verimliliği o kadar yüksek olur, ancak pratikte, kalıplama süresi veya enjeksiyon hızı birçok koşula tabidir.
Tutma Basıncı Kademesi
Tutma basıncı aşamasının amacı, basıncı açık tutmak, eriyiği paketlemek, plastiği daha yoğun hale getirmek (yoğunlaştırma) ve plastiğin büzülmesini telafi etmektir. Bekletme basıncı işlemi sırasında, kalıp boşluğu zaten plastikle dolu olduğu için geri basınç yüksektir.

Bekletme basıncı paketleme işlemi sırasında, enjeksiyon kalıplama makinesi vidası yalnızca yavaş ve hafifçe ilerleyebilir ve plastiğin akış hızı da nispeten yavaştır. Bu andaki akışa tutma basıncı akışı denir.
Tutma basıncı aşamasında, plastik soğur ve kalıp duvarına karşı daha hızlı katılaşır ve eriyik viskozitesi hızla artar, bu nedenle kalıp boşluğundaki direnç çok büyüktür.

Tutma basıncının sonraki aşamasında, malzeme yoğunluğu artmaya devam eder ve plastik parça kademeli olarak oluşur. Tutma basıncı aşaması, kapı katılaşana ve sızdırmaz hale gelene kadar devam etmelidir. Bu sırada, tutma basıncı aşamasındaki boşluk basıncı en yüksek değere ulaşır.
Soğutma Aşaması
Enjeksiyon kalıpları söz konusu olduğunda, soğutma sistemi tasarımı çok önemlidir. Çünkü kalıplanan plastik parçaların kalıptan çıkarılmadan önce soğuması ve sertleşmesi gerekir. Aksi takdirde, kendilerine dokunan herhangi bir küçük şey yüzünden şekillerini kaybedeceklerdir.
Soğutma süresi tüm kalıplama döngüsünün yaklaşık 70% ila 80%'si olduğundan, iyi bir soğutma sistemi tasarımı parçaları yapmak için gereken süreyi gerçekten kısaltabilir, aynı sürede daha fazla parça yapabilir ve paradan tasarruf edebilir.
Soğutma sistemi uygun şekilde tasarlanmazsa, kalıplama süresini ve maliyetini artıracak ve düzensiz soğutma plastik ürünlerin bükülmesine ve deformasyonuna neden olacaktır.

Kalıptan Çıkarma Aşaması
Kalıptan çıkarma işleminin son adımı enjeksiyon kalıplama döngü. Ürün soğutulmuş olsa da kalıptan çıkarma işleminin ürünün kalitesi üzerinde hala büyük bir etkisi vardır. Ürünü yanlış şekilde kalıptan çıkarırsanız, kalıptan çıkarma sırasında ürün üzerinde eşit olmayan kuvvete neden olabilir, bu da ürünün çıkarma sırasında deforme olmasına ve diğer kusurlara neden olabilir.
Kalıptan çıkarmanın iki ana yolu vardır: ejektör kalıptan çıkarma ve sıyırıcı kalıptan çıkarma. Bir kalıp tasarladığınızda, ürünün iyi olduğundan emin olmak için ürünün yapısına göre kalıptan çıkarmanın doğru yolunu seçin.

Ejektörle kalıptan çıkarma gerektiren kalıpları kullanırken, ejektörü mümkün olduğunca eşit şekilde ayarladığınızdan emin olun. Plastik parçada herhangi bir deformasyon veya hasarı önlemek için kalıptan çıkarma direncinin en yüksek olduğu ve plastik parçanın en güçlü ve en sert olduğu bir konum seçin.
Sonuç
Plastik enjeksiyon kalıplamanın dört ana aşaması vardır: doldurma, erimiş plastiği kalıba enjekte etme; tutma basıncı, plastiği sıkıştırmak ve büzülmeyi telafi etmek için sürekli basınç uygulama; soğutma, plastiği katılaştırma; kalıptan çıkarma, kalıplanmış parçayı kalıptan çıkarma. Bu aşamalar nihai ürünün kalitesini ve üretim verimliliğini belirler.







