 Перейти к содержанию
Перейти к содержанию 

Литье под давлением - экономичный и эффективный метод производства, используемый для изготовления многих типов пластиковых деталей. Однако образование холодного шлака при литье под давлением встречается довольно часто и считается одной из главных проблем. Холодная пробка не только влияет на внешний вид и эксплуатационные характеристики изделия, но и снижает эффективность производства и увеличивает количество отходов. Поэтому понимание причин образования холодной пробки при литье под давлением очень важно для достижения лучших результатов и повышения качества продукции. В этой статье мы рассмотрим основные факторы, вызывающие образование холодных слизней, и предложим соответствующие меры по их устранению.

Определение и классификация холодных слизней
Прежде чем перейти к обсуждению причин образования холодного шлама, необходимо понять, что такое холодный шлак. Под холодным шлаком понимается затвердевшая часть сырья, которая остывает и затвердевает из-за низкой температуры пластиковой формы, сопла или некоторых частей машины для литья под давлением. Эти холодные слизи влияют на качество конечного продукта.
В зависимости от места и формы образования холодных пробок их можно разделить на следующие категории:
1. Насадка "Холодный слизень": Холодная пробка в сопле обычно образуется вокруг или внутри сопла термопластавтомата из-за неправильного контроля температуры, в результате чего расплав перестает течь и застывает.
2. Формочка "Холодный слизняк": Холодная пробка образуется в полости или затворе пресс-формы из-за того, что конструкция системы охлаждения может быть нерациональной и вызывать определенные области низких температур.
3. Бегущий холодный слизняк: Холодная пробка обычно образуется в системе бегунов из-за неправильной конструкции бегунов, нестабильного температурного контроля и т. д.

Основные причины образования холодного шлама
Неправильный контроль температуры
Температура является ключевым фактором, влияющим на процесс литья под давлением. Контроль температуры бочки термопластавтомата, сопла и пресс-формы - это ключ к контролю температуры изделия. Если температура какой-либо части слишком низкая, расплав остынет и затвердеет, образуя холодный слиток.
Слишком низкая температура форсунки: Если температура сопла установлена слишком низко или система контроля температуры не работает, расплав будет быстро остывать в сопле, образуя холодную пробку в сопле.
Слишком низкая температура пресс-формы: Слишком низкая температура пресс-формы приводит к быстрому охлаждению расплава при входе в полость пресс-формы, в результате чего образуется холодная пробка. Обычно это происходит из-за неправильно спроектированной системы охлаждения.
Неравномерное распределение температуры в стволе: Если температура в стволе неравномерна, то на этапе впрыска расплав будет охлаждаться с разной скоростью, образуя холодную пулю.

Неправильная конструкция пресс-формы
Конструкция пресс-формы напрямую влияет на процесс литья под давлением. Последствиями плохой конструкции пресс-формы являются проблемы с течением расплава и заполнением, а также появление холодных слизней.
Неправильное расположение и размер ворот: Неправильная конструкция положения и размера затвора приводит к охлаждению и застыванию расплава в процессе течения, в результате чего образуются холодные слизи.
Неправильная конструкция бегунка: Конструкция бегунов напрямую влияет на траекторию и скорость потока расплавленного материала. Длинные или тонкие бегунки увеличивают сопротивление потоку расплавленного материала, тем самым замедляя скорость потока расплавленного материала и фактически вызывая затвердевание и застывание расплавленного материала во время потока, образуя холодную пробку бегунка.
Неправильная конструкция системы охлаждения: Расположение и конструкция системы охлаждения пресс-формы влияют на распределение температуры в пресс-форме. Неправильное расположение каналов охлаждения приведет к нарушению равномерности температуры в пресс-форме и образованию холодных пробок.

Неправильные параметры процесса литья под давлением
Литье под давлением Факторы процесса включают скорость впрыска, давление впрыска, время выдержки, время охлаждения и т.д. Эти параметры тесно связаны с расходом и скоростью затвердевания расплава. Если параметры процесса установлены неправильно, образуется холодная пробка.
Низкая скорость впрыска: Низкая скорость впрыска приводит к застыванию расплава во время течения, поскольку из-за быстрого охлаждения расплава образуются холодные пробки. Низкая скорость впрыска затрудняет течение расплава и создает так называемые холодные пробки, особенно в затворной и бегунковой зонах.
Низкое давление впрыска: Низкое давление впрыска приводит к плохой текучести расплава и неспособности расплава плавно войти в полость формы, охладиться и затвердеть в процессе течения, что приводит к образованию холодных пробок.
Недостаточное время удержания: Если время выдержки недостаточно, это приводит к низкому давлению расплава в полости формы и, следовательно, не позволяет заполнить полость должным образом, образуется холодный слиток.
Чрезмерное время охлаждения: Длительное время охлаждения снижает температуру формы, что приводит к охлаждению расплава и застыванию холодного пластика в форме.

Неправильный выбор материала
Различные пластиковые материалы имеют разные температуры плавления и свойства текучести. Неправильный выбор материала также приводит к образованию холодных пробок.
Материалы с высокой температурой плавления: Большинство материалов с высокой температурой плавления необходимо впрыскивать при более высоких температуре и давлении. Если температура и давление недостаточны, расплав начинает охлаждаться и застывать в процессе подачи и образует холодные пробки.
Бедные материалы: Материалы с плохими текучими свойствами легко образуют холодные пробки во время литья под давлением, особенно на бегунке и литнике. Такие материалы требуют более высокой скорости впрыска и давления для предотвращения образования холодных пробок.

Методы обнаружения и анализа холодных слизней
Чтобы эффективно предотвращать и контролировать образование холодных пробок, необходимо обнаруживать и анализировать их. Ниже приведены некоторые распространенные методы обнаружения и анализа:
Визуальный осмотр
Визуальный осмотр - самый прямой способ обнаружения холодных слизней. Холодные слизни можно обнаружить, осмотрев поверхность и внутреннюю часть литая деталь. Холодные слизни обычно выглядят как рябь, пустоты, дефекты или разводы на поверхности.
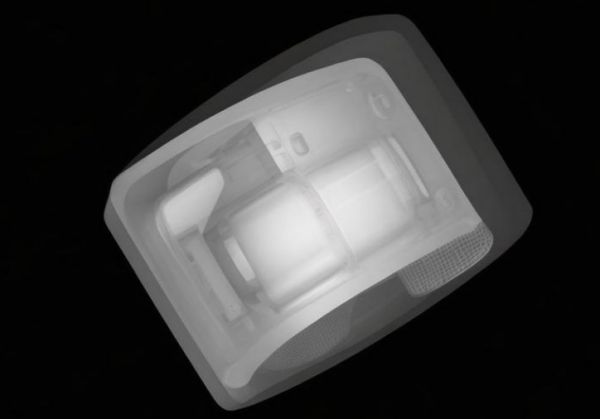
Рентгеновский контроль
Рентгеновский контроль - один из неразрушающих методов, который может быть использован для обнаружения холодных пробок. Внутренняя поверхность или холодная пробка в деталях литьевых форм может быть обнаружена с помощью рентгеновского зрения. Рентгеновский контроль подходит для выявления внутренних дефектов, особенно для тонких, прецизионных и пользующихся высоким спросом товаров.
Термический анализ
Дифференциальная сканирующая калориметрия (ДСК) и термогравиметрический анализ (ТГА) - распространенные методики, относящиеся к категории методов термического анализа. Изучая термические характеристики материалов, используемых при производстве пластика, можно определить температуру плавления этого материала и его охлаждающие свойства, что позволяет оценить потенциал образования холодного шлака.
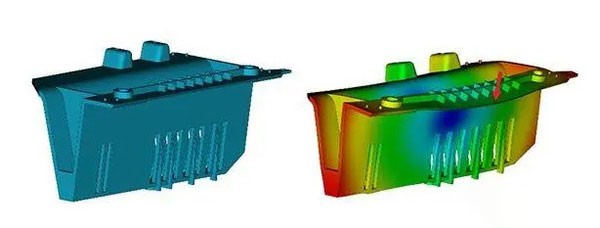
Реологический анализ
Реологический анализ направлен на определение текучести расплава и скорости охлаждения в процессе впрыска пластмасс. Таким образом, реологический анализ помогает определить наиболее благоприятные параметры процесса литья под давлением, чтобы свести к минимуму возникновение холодных пробок.
Меры по профилактике и борьбе с холодными слизнями
Для контроля и предотвращения образования холодных слизней можно предпринять ряд мер, которые позволят успешно снизить влияние холодных слизней при литье под давлением и тем самым повысить качество формованных изделий.
Оптимизация температурного режима
Контроль температуры - это фактор, который необходимо контролировать, чтобы избежать образования холодного слипа. Для предотвращения образования холодного слизня рекомендуется повысить эффективность термопластавтомата и системы контроля температуры пресс-формы.
Контроль температуры сопла: Убедитесь, что температура сопла находится в оптимальном диапазоне, чтобы предотвратить образование кристаллической структуры расплава в сопле. Так или иначе, температуру сопла можно поддерживать постоянной с помощью нагревательных приборов или изоляционных рубашек.
Контроль температуры в пресс-форме: Минимизируйте сопротивление потока в системе охлаждения и даже температуру в пресс-форме. Изменения в конструкции каналов охлаждения и скорости потока охлаждающей среды могут быть использованы для повышения контроля температуры в пресс-форме.
Контроль температуры ствола: Обеспечьте равномерное распределение температуры в бочке, чтобы предотвратить ее колебания, приводящие к образованию холодных пробок. Многозональные системы контроля температуры позволяют точно контролировать температуру в различных областях ствола.

Улучшение конструкции пресс-формы
Необходимо обеспечить правильную конструкцию пресс-формы, чтобы свести к минимуму образование холодного шлака. При увеличении конструкции затворов и бегунков поток расплава может быть усилен, что поможет свести к минимуму образование холодного шлама.
Оптимизация конструкции затвора: Выберите правильные положения затворов и их размеры, которые позволят расплаву беспрепятственно попадать в полость формы. Использование многоточечных затворов или систем горячего прогона может улучшить поток расплава.
Оптимизируйте дизайн бегунов: Они должны проектировать бегуны подходящих форм и размеров, чтобы сопротивление течению расплава было минимальным. Спиральные или сужающиеся бегуны могут способствовать улучшению течения расплава.
Улучшите конструкцию системы охлаждения: Увеличьте распределение каналов охлаждения и скорость потока охлаждающей среды, чтобы обеспечить равномерное распределение температуры внутри формы. Использование динамических систем охлаждения позволяет контролировать параметры охлаждения на разных этапах производства.

Настройка параметров процесса литья под давлением
Правильная установка процесс литья под давлением параметров имеет решающее значение для снижения образования холодных пробок. Необходимо уменьшить скорость впрыска, давление впрыска и время выдержки, а также увеличить время охлаждения, что также положительно влияет на течение расплава и характеристики охлаждения и, следовательно, уменьшает образование холодных пробок.
Увеличьте скорость впрыска: Увеличение скорости впрыска - эффективный способ минимизировать время, которое расплав тратит на охлаждение и застывание в процессе течения, и, следовательно, свести к минимуму образование холодных пробок. Однако если скорость впрыска слишком высока, то могут возникнуть и другие дефекты, такие как вспышка или переполнение, поэтому регулировка должна производиться в пределах допустимой погрешности в отношении качества продукции.

Увеличьте давление впрыска: Более высокое давление впрыска может улучшить течение расплава, что означает, что расплав будет лучше заполнять полость формы, уменьшая образование холодных пробок. Однако давление впрыска должно контролироваться, чтобы не повредить форму или не исказить форму изделий, поэтому оно несколько умеренное.
Увеличение времени хранения: Для устранения риска образования холодных пробок необходимо поддерживать достаточное давление в полости пресс-формы, для чего время выдержки должно быть увеличено. Аналогичным образом, если средства производства будут удерживаться в течение длительного времени, это приведет к удлинению цикла впрыска и, следовательно, к снижению эффективности.
Оптимизируйте время охлаждения: Время охлаждения должно эффективно регулироваться, чтобы температура в форме находилась в нужном диапазоне, чтобы замедлить скорость охлаждения расплава и предотвратить образование холодного шлака. Время охлаждения должно быть оптимизировано опытным путем, и, следовательно, должны быть определены параметры, соответствующие оптимальному времени охлаждения.

Выберите подходящие материалы
Выбор материала в значительной степени определяет эффективность литья под давлением, а также качество конечного изделия. Контроль за выбором материалов приводит к оптимизации потока расплава и характеристик охлаждения для минимизации образования холодных пробок.
Выберите материалы с низкой температурой плавления: Благодаря их использованию материал легко плавится и лучше течет во время литья под давлением, что сводит к минимуму образование холодного шлака.
Выберите материалы с высокой пропускной способностью: Благодаря высокой текучести высокотекучих материалов, они легче заполняют полость формы в процессе литья под давлением, что сводит к минимуму образование холодных пробок. Пластификаторы могут быть включены в рецептуру, а выбор материалов с лучшими характеристиками текучести улучшит текучесть материала.

Укрепление системы технического обслуживания оборудования
Состояние оборудования для литья под давлением является основным фактором, влияющим на стабильность процесса литья и качество готовой продукции. Техническое обслуживание и надлежащий уход за оборудованием также очень важны для того, чтобы оно работало должным образом и не образовывало холодных пробок.
Регулярно проверяйте системы контроля температуры: Рекомендуется проверить системы контроля температуры термопластавтомата и пресс-формы, чтобы убедиться, что они работают должным образом и предотвращают образование холодного шлака.
Регулярно очищайте форсунки и бегунки: Очистите форсунки, наконечник форсунки и бегунки, чтобы обеспечить свободный поток расплава и избежать образования холодного шлака из-за засорения.
Регулярно проверяйте системы охлаждения: Убедитесь, что система охлаждения пресс-формы работает правильно, чтобы избежать образования холодных пробок из-за неравномерного охлаждения.

Заключение
В процессе литья под давлением несколько факторов могут способствовать образованию холодных пробок - небольших затвердевших кусочков пластика, которые могут повлиять на качество отформованных деталей. Например, использование огнестойкого ПК (поликарбоната) может быть сложной задачей, поскольку для сохранения его свойств требуется точный контроль температуры. При использовании стальных пресс-форм с водяным охлаждением очень важно обеспечить правильную скорость охлаждения. Неправильная скорость охлаждения может привести к тому, что пластик будет охлаждаться слишком быстро, образуя холодные пробки до полного заполнения формы. Кроме того, важно выбрать соответствующий класс огнестойкости для литьевого пластика, так как это гарантирует, что материал выдержит требуемые условия без преждевременного разрушения. Низкая скорость впрыска может усугубить эту проблему, позволив пластиковой жидкости слишком рано остыть и затвердеть. Поэтому поддержание оптимального баланса этих факторов жизненно важно для предотвращения образования холодных пробок и обеспечения производства высококачественных литьевых пластиковых деталей.

Холодные слизни - одна из основных и довольно затяжных проблем, возникающих в литьё под давлением обусловлено несколькими факторами, среди которых могут быть: температура, конструкция пресс-формы, параметры процесса и материалы. Поэтому регулировка температурного режима, конструкция пресс-формы, параметры процесса, выбор материала и более тщательное обслуживание оборудования помогут уменьшить образование холодных слизней, тем самым повышая качество литья под давлением и его эффективность.







