 Перейти к содержанию
Перейти к содержанию 

Пресс-формы для литья под давлением - это инструменты, используемые для придания формы предметам. Они состоят из разных частей, и разные пресс-формы имеют разные части. Процесс литья под давлением включает в себя подготовку сырья, подачу, нагрев и плавление, впрыск, охлаждение и застывание, открытие и извлечение пресс-формы, удаление вспышек, обрезку, обработку, контроль и упаковку.
Ⅰ. Система отопления
1. Методы нагрева пресс-формы
1.1 Нагрев стали
Стальной нагрев - это метод нагрева, который практически обязателен при проектировании всех пресс-форм для литья пластмасс. Он может быть выполнен в различных формах, таких как однофазная проводка, двухфазная проводка и т. д. Могут использоваться такие материалы, как шовные трубы, бесшовные трубы, трубы из нержавеющей стали, характеризующиеся низкими теплопотерями, высокой тепловой эффективностью, простотой подключения и гибкой конфигурацией проводки в зависимости от потребностей, рассчитанные на напряжение 220 или 380 В. Однако из-за ограничений в материалах и технологиях обработки при проектировании пресс-форм следует обращать внимание на их уникальные характеристики.
1.2 Нагрев сердечника паяльника
Сердечник паяльника часто используется в качестве типа нагревательной трубки для пресс-форм. Он имеет высокую мощность на единицу длины (обычно диаметр 10 мм, длина 8 см паяльника сердечника может достичь выходной мощности 150 Вт), долговечность, хорошую безопасность, устойчивость к коротким замыканиям, может быть встроен через глухие отверстия, но трудно настроить дизайн, склонный к хрупкости и поломке во время замены.

2. Факторы, влияющие на скорость нагрева литьевой формы
Существует множество факторов, влияющих на скорость нагрева литьевой формы. Некоторые из этих факторов включают:
2.1 Материал и структура пресс-формы
Материал и конструкция формы напрямую влияют на скорость нагрева. Различные материалы имеют разную теплопроводность и теплоемкость, а толщина и конструкция формы также влияют на скорость теплопроводности.
2.2 Метод нагрева и оборудование
Для нагрева литьевых форм используется электрический нагрев или системы горячего прогона. Различные методы нагрева отличаются скоростью нагрева и возможностями управления. Например, электрический нагрев позволяет быстро нагревать и точно контролировать температуру, в то время как системы горячего прогона могут передавать тепло непосредственно к определенным частям пресс-формы, что делает нагрев более эффективным.
2.3 Температура и время нагрева
Температура нагрева и время нагрева - два основных фактора, влияющих на скорость нагрева. Повышение температуры нагрева и увеличение времени нагрева может ускорить скорость нагрева формы, но нужно быть осторожным, чтобы не повредить форму и не вызвать тепловой стресс.
2.4 Условия окружающей среды
На скорость нагрева формы также влияют условия окружающей среды, такие как температура и влажность в помещении. Если в помещении очень холодно или очень влажно, скорость нагрева может быть немного снижена.
2.5 Состояние и обслуживание пресс-формы
На скорость нагрева влияет состояние и обслуживание пресс-формы. Если на поверхности формы скапливается зола, происходит окисление или повреждение, это снижает эффективность нагрева и увеличивает время нагрева.
2.6 Теплоноситель
Различные теплоносители, такие как электрические нагревательные провода, термомасло и т.д., имеют разные характеристики теплопередачи, что влияет на скорость нагрева. Правильный выбор теплоносителя может повысить эффективность нагрева.
Ⅱ. Стадия охлаждения
На сайте пресс-формы для литья под давлениемКонструкция системы охлаждения очень важна. Это связано с тем, что формованные пластиковые изделия должны остыть и затвердеть до определенной жесткости перед распалубкой, чтобы предотвратить деформацию под воздействием внешних сил. Поскольку время охлаждения составляет примерно 70% - 80% от всего цикла литья, хорошо спроектированная система охлаждения может значительно сократить время литья, повысить производительность литья под давлением и снизить затраты. Неправильно спроектированная система охлаждения может увеличить время литья, повысить затраты, а неравномерное охлаждение может привести к короблению и деформации пластмассовых изделий.
Согласно результатам экспериментов, тепло от расплава, поступающего в форму, обычно уходит двумя путями: 5% передается в атмосферу посредством излучения и конвекции, а остальные 95% отводятся от расплава к пресс-форме. Благодаря наличию в пресс-форме труб с охлаждающей водой, тепло передается от пластика в полости пресс-формы к трубе с охлаждающей водой посредством теплопроводности через основание пресс-формы, а затем уносится охлаждающей жидкостью посредством тепловой конвекции. Небольшое количество тепла, не отведенное охлаждающей водой, продолжает удерживаться в пресс-форме и рассеивается в воздухе при контакте с внешней средой.
Процесс литья под давлением состоит из пяти этапов: закрытие формы, заполнение, выдержка под давлением, охлаждение и распалубка. Охлаждение занимает больше всего времени, примерно от 70% до 80% от общего времени. Таким образом, время охлаждения влияет на продолжительность цикла и на то, сколько деталей вы сможете изготовить. Когда вы вынимаете деталь из формы, она должна быть охлаждена ниже температуры теплового искажения. Это не позволит детали расслабиться и деформироваться.
1. Методы охлаждения пресс-формы
1.1 Водяное охлаждение
Водяное охлаждение - наиболее распространенный метод охлаждения для большинства пресс-форм, но у него есть и свои недостатки: оно требует хорошей герметизации трубопроводов и беспрепятственного прохождения верхнего и нижнего водопроводов, что приводит к значительным потерям воды. Когда температура охлаждения превышает 100°C, возможны взрывы пара. Преимущество заключается в том, что он обладает большой теплоемкостью и позволяет добиться быстрого охлаждения.

1.2 Охлаждение воздуха
Воздушное охлаждение - относительно идеальный метод охлаждения. В отличие от водяного охлаждения, он не требует герметичного уплотнения трубопроводов, не расходует ресурсы, может охлаждать пресс-формы с температурой выше 100°C, а скорость охлаждения может определяться расходом газа. Кроме того, в производственных цехах определенного масштаба просто и удобно получать источники газа.
2. Факторы, влияющие на скорость охлаждения продукта
2.1 Дизайн пластмассовых изделий
Главное - это толщина стенок пластиковой детали. Чем толще деталь, тем больше времени требуется для ее охлаждения. Как правило, время охлаждения примерно пропорционально квадрату толщины детали или 1,6 мощности наибольшего диаметра затвора. Другими словами, удвоение толщины детали увеличивает время охлаждения в четыре раза.
2.2 Материал пресс-формы и метод охлаждения
Материал пресс-формы, включая материалы сердцевины и полости пресс-формы, а также материал рамы пресс-формы, оказывает большое влияние на скорость охлаждения. Чем выше теплопроводность материала пресс-формы, тем лучше эффект передачи тепла от пластика в единицу времени и тем короче время охлаждения.

2.3 Конфигурация труб охлаждающей воды
Чем ближе труба с охлаждающей водой к полости пресс-формы, чем больше ее диаметр и количество, тем лучше охлаждающий эффект и короче время охлаждения.
2.4 Скорость потока охлаждающей жидкости
Чем больше воды будет двигаться по системе (лучше турбулентный поток), тем лучше вода будет отводить тепло от двигателя за счет конвекции.
2.5 Свойства охлаждающей жидкости
Вязкость и теплопроводность охлаждающей жидкости также влияют на эффект теплопередачи пресс-формы. Чем ниже вязкость охлаждающей жидкости, тем выше ее теплопроводность, тем ниже температура и тем лучше эффект охлаждения.
2.6 Выбор пластикового материала
Теплопроводность пластика - это то, насколько быстро он переносит тепло от горячей точки к холодной. Чем выше теплопроводность, тем лучше он перемещает тепло, или чем ниже удельная теплоемкость, тем легче он изменяет температуру, поэтому быстрее остывает и лучше перемещает тепло, поэтому ему требуется меньше времени для охлаждения.

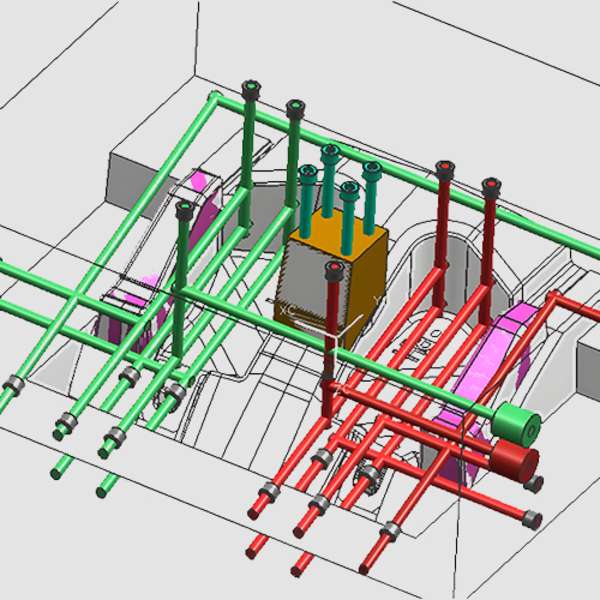
3. Правила проектирования системы охлаждения
3.1 Каналы охлаждения должны быть спроектированы таким образом, чтобы равномерно и быстро охлаждать форму.
3.2 Цель проектирования системы охлаждения - поддерживать форму холодной и делать это эффективно. Отверстия для охлаждения должны быть стандартного размера, чтобы их можно было легко обработать и собрать.
3.3 При проектировании системы охлаждения конструктор пресс-формы должен определить следующие параметры конструкции, исходя из толщины стенок и объема пластиковой детали: где и какого размера должны быть отверстия для охлаждения, какой длины должны быть отверстия, какой тип отверстий использовать, как расположить и соединить отверстия, какое количество охлаждающей жидкости использовать и насколько хорошо она передает тепло.
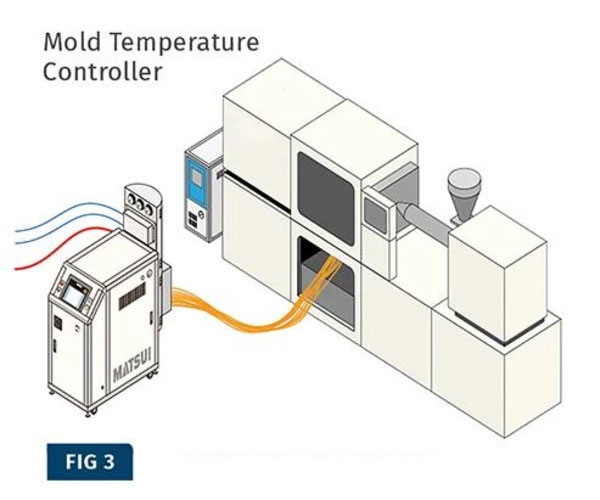
Ⅲ. Важность контроля температуры пресс-формы при литье под давлением
Контроль температуры очень важен в литьевое прессованиепотому что это напрямую влияет на качество, последовательность и продолжительность цикла изготовления литых деталей. Охлаждение и нагрев являются важными составляющими этого механизма управления, обеспечивая хорошее течение расплавленного материала, его правильное застывание и извлечение из формы без дефектов.
1. Влияние температуры пресс-формы на внешний вид продукта
При более высокой температуре смола лучше растекается. Это обычно делает поверхность деталей гладкой и блестящей, особенно для деталей из смолы, армированной стекловолокном. Кроме того, линии сварки становятся прочнее и выглядят лучше.
Для текстурированных поверхностей, если температура формы низкая, расплав не может заполнить корни текстуры, поэтому поверхность изделия получается блестящей и не может показать истинную текстуру поверхности формы. Если повысить температуру формы и температуру материала, можно получить желаемую текстуру на поверхности изделия.
2. Влияние на внутреннее напряжение изделий
Когда вы что-то лепите, оно нагревается, а затем остывает. Когда оно остывает, оно сжимается. Сначала сжимается внешняя часть и становится твердой. Затем сжимается и становится твердой внутренняя часть. Внутренняя и внешняя части сжимаются с разной скоростью, и это заставляет внутреннюю и внешнюю части бороться друг с другом. Когда внутренняя и внешняя части слишком сильно борются друг с другом, вещь трескается.
Когда внутренняя часть вещи слишком сильно борется с внешней, вещь трескается. Это происходит, когда внутренняя часть вещи слишком сильно борется с внешней, и внутренняя часть вещи слишком слаба или внешняя часть вещи слишком сильна. Это также происходит, когда внутренняя часть вещи слишком сильно борется с внешней, а внутренняя часть вещи слишком слаба или внешняя слишком сильна, и вещь намокает или на нее попадают химикаты. Когда внутренняя часть вещи слишком сильно борется с внешней, вещь трескается.

Поверхностное сжимающее напряжение зависит от условий охлаждения поверхности. В холодных формах расплавленная смола быстро остывает, что приводит к увеличению остаточного внутреннего напряжения в формованном изделии. Температура пресс-формы - самое основное условие для контроля внутреннего напряжения, и незначительные изменения температуры пресс-формы могут сильно изменить остаточное внутреннее напряжение. Как правило, для каждого изделия и смолы существует свой нижний предел температуры пресс-формы для допустимого внутреннего напряжения. При формовании тонкостенных или длиннопоточных деталей температура пресс-формы должна быть выше, чем минимальный предел при общем формовании.
3. Улучшение деформации изделий
Если система охлаждения пресс-формы спроектирована неправильно или температура пресс-формы контролируется неправильно, недостаточное охлаждение пластиковых деталей может привести к короблению и деформации деталей.

Для регулирования температуры пресс-формы разница температур между мужской и женской пресс-формами, сердцевиной и полостью, сердцевиной и стенкой пресс-формы, стенкой и вставками должна быть определена на основе структурных характеристик изделия. Используя различные скорости усадки при охлаждении различных частей пресс-формы для компенсации разницы в ориентационной усадке после распалубки, изделие после распалубки стремится изогнуться в сторону с более высокой температурой, тем самым компенсируя деформацию искривления изделия в соответствии с законом ориентации.
Для пластиковых деталей с абсолютно симметричной структурой тела необходимо поддерживать постоянную температуру пресс-формы, чтобы все части изделия остывали равномерно.

4. Влияние на скорость усадки продукта
При более низкой температуре молекулы быстрее замерзают, слой расплава в полости становится толще, кристаллам труднее расти, поэтому изделие меньше усаживается. При более высокой температуре расплав остывает медленнее, время релаксации увеличивается, уровень ориентации снижается, кристаллы образуются легче, поэтому изделие усаживается сильнее.
5. Влияние на температуру теплоотдачи продукта
Для кристаллических пластмасс, если вы формуете изделие при низкой температуре формы, молекулярная ориентация и кристаллизация сразу же застывают. Когда вы помещаете изделие в более высокую температуру или условия вторичной обработки, молекулярные цепочки частично перестраиваются и кристаллизуются, что приводит к деформации изделия даже при температурах гораздо ниже температуры теплового отклонения материала (HDT).

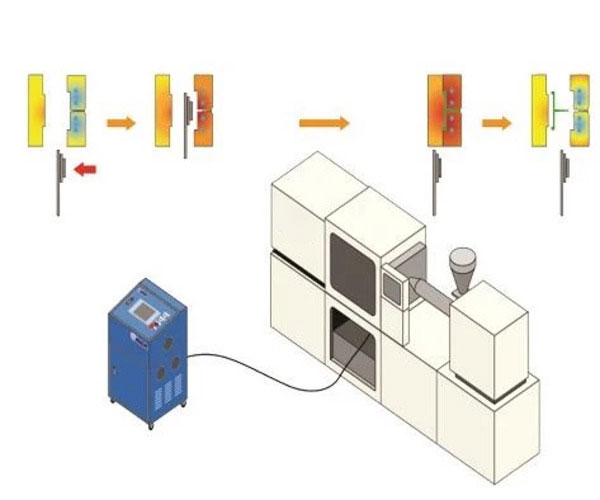
Ⅳ. Оптимизация контроля температуры
1. Модернизация системы контроля температуры
Электрические нагревательные стержни являются важной частью системы температурного контроля термопластавтоматов. Если вы модернизируете свои электрические нагревательные стержни, вы сможете сделать контроль температуры более стабильным и точным. Это означает, что вы сможете сделать ваше литье под давлением более точным и качественным.
2. Улучшение стратегии контроля температуры
Когда дело доходит до литьё под давлениемКонтроль температуры имеет большое значение. Он влияет на качество и стоимость ваших деталей. Если вы сделаете это правильно, то сможете сократить время цикла и потребление энергии, повысить эффективность производства и снизить затраты.
3. Регулировка параметров контроля температуры
Чтобы добиться наилучшего эффекта литья под давлением, необходимо отрегулировать параметры температурного контроля. Это можно сделать, отрегулировав соотношение температур задней, средней и передней зон.
Ⅴ. Заключение
Чтобы быстро получать качественные детали, необходимо освоить охлаждение и нагрев пресс-форм. Вы должны понимать, что такое температурный контроль, использовать новейшие технологии охлаждения и нагрева, а также лучшие системы мониторинга и управления. Именно так вы получите максимальную отдачу от вашего процесс литья под давлением.






