 Перейти к содержанию
Перейти к содержанию 

Ваш производственный цикл идет как по маслу. Затем, на 60 000-й отливке, клиент присылает по электронной почте фотографию облоя на вашей детали — такого, который заклинивает их сборочное приспособление в 2 часа ночи. Вы вспоминаете последние три месяца и понимаете: никто не заглядывал внутрь той пресс-формы после 50 000-й отливки.
Контроль пресс-формы — это систематический осмотр литьевой формы для выявления износа, загрязнений, отклонений размеров и повреждений до того, как они приведут к браку или остановке производственной линии. При правильном выполнении это наиболее рентабельное мероприятие в управлении оснасткой. При плохом выполнении — или пропуске — оно превращает плановый визит по очистке стоимостью $200 в аварийный ремонт за $20,000.
- Инспекция пресс-формы выявляет износ и загрязнение до того, как они вызовут брак или незапланированный простой.
- Структурированный график инспекций, запускаемый по количеству отливок, а не по календарю, надежнее, чем планы, основанные на временных интервалах.
- Линия разъема, вентиляционные каналы и толкатели — три зоны с наибольшим износом в любой производственной форме.
- Профилактический контроль каждые 50 000 впрысков обходится в разы дешевле одной незапланированной остановки производства.
- Сочетание визуального контроля, измерения размеров и функциональных испытаний дает наиболее полную картину состояния пресс-формы.
Что такое инспекция пресс-формы?
Контроль пресс-формы — это структурированная оценка каждой функциональной зоны литьевой формы — поверхностей полости, линия разделения1, вентиляционные каналы, литниковые системы, система выталкивания, охлаждающие каналы и компоненты зажима — для измерения износа, обнаружения загрязнений и подтверждения соответствия размеров исходным спецификациям.
Это не беглый визуальный осмотр. Правильная инспекция использует определенный контрольный список, калиброванные измерительные инструменты (индикаторы часового типа, пневмокалибры, бороскопы для каналов охлаждения) и документированные результаты, которые сравниваются с базовыми показателями, полученными при первоначальной квалификации пресс-формы. Результат — не штамп «годен/не годен», а приоритизированный список действий: очистить сейчас, следить за этим, заменить до следующего запуска.
Важно различать осмотр и обслуживание. Осмотр — это диагностика: вы определяете текущее состояние пресс-формы. Обслуживание — это корректирующие действия: вы действуете на основе результатов осмотра. Пропуск осмотра и переход сразу к плановой очистке — это как замена масла в автомобиле в фиксированную дату без проверки индикатора неисправности двигателя: вы можете чистить исправную пресс-форму и одновременно игнорировать треснувший толкатель.
Почему контроль пресс-формы важнее, чем думает большинство команд
Облой образуется менее чем за 3000 отливок, как только плоскость разъема начинает изнашиваться более чем на 0.05 мм — и с этого момента процесс ускоряется. К тому времени, когда контролер качества обнаруживает облой при окончательном контроле, пресс-форма, как правило, уже произвела 5000–10 000 бракованных отливок. Это не проблема дефекта; это проблема пробела в инспекциях.

Аргумент реальной стоимости инспекции сводится к трем категориям. Во-первых, брак и переделка: пресс-форма, дающая 2% облой на 16-гнездном инструменте при 1000 отливках/час, тратит впустую 320 деталей в час. При $0.50/деталь это $160/час на брак — $3,840 за 24-часовую смену. Во-вторых, аварийный ремонт: незапланированные извлечения пресс-формы требуют срочной механической обработки, часто по ставкам в 2–3 раза выше стандартных, плюс затраты на остановку линии. В-третьих, сокращение срока службы оснастки: загрязнение, оставшееся внутри каналов охлаждения, повышает температуру формы, ускоряет усталость стали и может сократить срок службы формы на 30–40%.
Инспекция, напротив, стоит времени и работы техника. Для пресс-формы среднего размера тщательная инспекция на 50 000 отливок занимает 4–8 часов плюс стоимость деталей. Математика проста: даже одна предотвращенная остановка оправдывает целый год плановых инспекций.
В ZetarMold мы проводим обязательный осмотр пресс-форм каждые 50 000 циклов для рабочих инструментов. Инструменты, пропускающие плановый осмотр, образуют облой в 3 раза быстрее — профилактическая очистка на 50 тыс. циклов стоит менее 1% незапланированной остановки производства, которая парализует сборочную линию заказчика.
Шесть зон, которые должен охватывать каждый контроль пресс-формы
Шесть зон составляют 90% всех отказов пресс-форм; тщательный осмотр охватывает их все систематически.
Зона 1 — Линия разъема и поверхность формы: Линия разъема — основная точка износа в любой форме. Проверьте наличие повреждений поверхности, деформации металла и зазоров, которые могут привести к облою. Используйте щуп по всему периметру; любое показание выше 0,03 мм в прецизионной форме является тревожным сигналом. Осмотрите поверхность формы на предмет раковин, ржавчины или отложений от разложения пластика.
Зона 2 — Поверхности полости и сердечника: Осмотрите поверхности полости при ярком свете и с увеличителем. Ищите царапины, эрозию возле литников, накопление деградировавшего материала и любые изменения отделки поверхности, которые могут передаться на изделие. Сравните шероховатость поверхности с исходной записью отделки, если она существует. Для оптических или деталей класса А любая видимая отметка на полости является дефектом, ведущим к браку.
Зона 3 — Вентиляция: Вентиляционные каналы засоряются с каждым циклом впрыска, так как летучие вещества из пластика осаждаются на площадке вентиляционного канала. Заблокированный канал повышает давление в полости, вызывает пригорание пластика в точке последнего заполнения и со временем может привести к растрескиванию стали. Глубина вентиляционного канала и ширина площадки должны быть проверены на соответствие спецификации — типичная глубина составляет 0,015–0,025 мм для аморфных смол и 0,025–0,038 мм для полукристаллических.
| Zone | Key Check | Инструмент | Порог действия |
|---|---|---|---|
| Линия расставания | Зазор / плоскостность | Щуп | > 0,03 мм → тревожный сигнал |
| Полость / сердечник | Состояние поверхности | 10-кратная лупа, светодиодный свет | Любая раковина или царапина → задокументировать |
| Вентиляция | Глубина и чистота вентиляционного канала | Микрометр глубины | Заблокировано или не соответствует спецификации → очистить |
| Система эжекторов | Диаметр штифта, заедание | Калибр-штихмас, ручной ход | Заедание или несоответствие размеру → заменить |
| Каналы охлаждения | Накипь, скорость потока | Бороскоп, расходомер | Падение потока на 15% → удалить накипь |
| Литник / Литниковый канал | Измерение эрозии | Микрометр глубины | > Эрозия 0.1 мм → заменить вставку |
Зона 4 — Система выталкивания: Проверьте каждый толкатель на наличие заусенцев, изгибов и заеданий. Один заклинивший толкатель может привести к трещине изделия, повреждению поверхности или вызвать зависание формы в открытом состоянии под давлением смыкания. Проверьте возвратные пружины на усталость и убедитесь, что плита выталкивателей свободно перемещается на всем ходе. Отверстия толкателей следует проверить на круглость, если инструмент отработал более 500 000 циклов.
Зона 5 — Система охлаждения: Инспекция каналов охлаждения — самая упускаемая из виду и самая влиятельная зона. Отложения накипи толщиной всего 0,25 мм снижают эффективность теплопередачи на 40%. Используйте бороскоп для проверки стенок каналов; измеряйте разницу температур воды на входе и выходе (цель: в пределах 3°C по всей пресс-форме). Расход следует проверять относительно базового значения — падение на 15% указывает на частичное засорение.
Зона 6 — Литник и литниковый канал: Проверьте геометрию литника и литникового канала на эрозию, особенно на каналах, работающих с армированными стекловолокном или абразивными смолами. Эрозия литникового канала увеличивает его эффективный размер, повышает сдвиг материала и может привести к weld line2 дефектам из-за изменения динамики потока. Измерьте ширину и глубину литникового канала согласно чертежу; замените вставки, когда эрозия превышает 0,1 мм.

После завершения всех шести зон в отчете об инспекции должны быть зафиксированы: состояние зоны (хорошее/на контроле/требуется действие), измеренные значения по сравнению с базовыми, фотографии любых аномалий, а также рекомендуемые действия с указанием срочности (до следующего запуска / в течение 10 000 выстрелов / при следующем плановом ТО).
One practical note: if your mold doesn’t have a baseline record — measurements taken at T1 qualification — the first inspection becomes the baseline. It’s better to start now than wait for a pristine starting point that may never come.
Как построить график инспекций, который действительно работает
Эффективный график проверки запускается по счетчику циклов, а не по календарному времени — потому что пресс-форма, работающая круглосуточно, нуждается в проверке гораздо раньше, чем та, что работает две смены в неделю.
“Shot count is a more reliable inspection trigger than elapsed calendar time.”Правда
Износ пресс-формы прямо пропорционален количеству отработанных циклов, а не прошедшим дням. Пресс-форма, работающая в три смены в день, накапливает 50 000 циклов примерно за три недели; та же форма, работающая в одну смену в день, достигает этого за девять недель. Графики, основанные на календаре, либо недостаточно проверяют высокопроизводительный инструмент, либо тратят время на бездействующий.
“All molds should follow the same inspection interval regardless of material or cavity count.”Ложь
Армированный стекловолокном нейлон, работающий в 32-гнездном инструменте, создает значительно больше абразивного износа за единицу времени, чем ненаполненный АБС в 4-гнездном инструменте. Частота проверок должна масштабироваться в зависимости от абразивности материала, количества гнезд и критичности изделия. Единый для всех график либо недостаточно защищает инструменты с высоким износом, либо тратит ресурсы на инструменты с низким риском.
Практический многоуровневый график для пресс-форм литья под давлением выглядит так. На 10 000 выстрелов: быстрая визуальная проверка — облой на плоскости разъема, внешний вид детали, любые необычные звуки или изменения цикла. На 50 000 выстрелов: полная инспекция, охватывающая все шесть зон, очистка вентиляционных каналов, смазка толкателей, тест потока в каналах охлаждения. На 200 000 выстрелов: размерный аудит полости и сердечника, измерение износа литника, проверка диаметра толкателей, выборочная проверка твердости стали в зонах высокого износа. На 500 000+ выстрелов: полное размерное обследование, удаление накипи в каналах охлаждения, направленная волновая ультразвуковая инспекция стали на предмет подповерхностных трещин.
Эти интервалы сжимаются или расширяются в зависимости от материала. При работе с армированным стекловолокном нейлоном 30%: сократите интервалы вдвое. При работе со стандартным ненаполненным ПП: увеличьте на 30–50%. При работе с коррозионными материалами (ПВХ, огнестойкие марки с содержанием галогенов): добавьте ежемесячный тест pH охлаждающей воды и ежегодную промывку ингибитором коррозии.
| Материал | Абразивность | Рекомендуемый интервал инспекции | Приоритетная зона |
|---|---|---|---|
| Ненаполненный ПП / ПЭ | Низкий | Каждые 75 000 циклов | Вентиляционные каналы, охлаждение |
| АБС / УПС | Low-Medium | Every 50,000 shots | Линия разъема, вентиляционные каналы |
| ПА6 / ПА66 ненаполненный | Средний | Every 50,000 shots | Литниковый канал, охлаждение |
| PA66-GF30 | Высокий | Every 25,000 shots | Литник, полость, толкатели |
| POM (Acetal) | Средний | Каждые 40 000 выстрелов | Вентиляционные каналы, поверхность полости |
| ПВХ / Галогенированные огнестойкие | Коррозионный | Каждые 30 000 выстрелов + pH-тест | Охлаждение, плоскость разъема |
Фиксируйте каждый осмотр в журнале пресс-формы — либо в физической папке, хранящейся вместе с пресс-формой, либо в цифровой записи в вашей ERP/MES системе. Журнал должен включать: ID пресс-формы, счетчик выстрелов на момент осмотра, имя инспектора, состояние по зонам, фотографии изношенных участков, предпринятые действия и триггер следующего осмотра. Пресс-форма без полного журнала — это риск: при возникновении сбоя у вас не будет данных, чтобы определить, была ли это ошибка обслуживания или ограничение конструкции.
Распространенные дефекты пресс-форм, выявляемые при инспекции, — и их первопричины
Инспекция выявляет пять категорий дефектов, ответственных за более чем 80% производственных сбоев, связанных с пресс-формами.
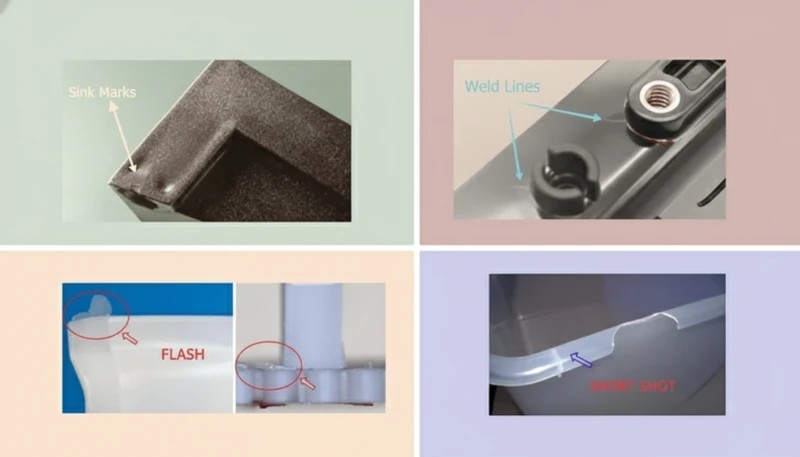
Flash is the most common and most visible mold defect. It appears as thin fins of plastic along the parting line, at vent locations, or around ejector pins. Root cause: worn or damaged parting line surfaces, insufficient clamp force for the material’s viscosity, or vents that have been cleaned to the wrong depth and now allow material to enter. Inspection catch point: parting line flatness check and feeler gauge test.
Недоливы — детали, заполненные не полностью — часто связаны с забитыми вентиляционными каналами, а не только с параметрами процесса. Когда газ не может быстро покинуть полость, создается зона обратного давления, которая останавливает фронт потока. Контрольная точка инспекции: измерение глубины и состояния вентиляционных каналов.
Усадочные раковины и дефекты линии слияния потоков могут развиваться постепенно по мере образования накипи в каналах охлаждения. Слой накипи толщиной 0,5 мм может повысить температуру поверхности полости на 8–12°C, изменяя вязкость материала на фронте потока и ухудшая прочность линии слияния. Контрольная точка проверки: эндоскопическая проверка каналов охлаждения и разница температур на входе/выходе.
Дефекты выталкивателей и поверхности
Метки от толкателей и деформация изделия указывают на износ или смещение компонентов системы выталкивания. Когда толкатели начинают заедать, они оказывают неравномерное усилие на изделие при выталкивании, вызывая деформацию, поверхностные метки или прямое растрескивание изделия. Контрольная точка проверки: проверка диаметра толкателей и тест на заедание (ручная активация плиты выталкивателей).
Ухудшение качества поверхности — видимое на оптических или деталях класса А как помутнение, следы волочения или потеря текстуры — может быть результатом коррозии полости, эрозии литника, приводящей к отложению материала на стенке полости, или микроскопического поверхностного растрескивания стали. Контрольная точка инспекции: осмотр поверхности полости и сравнение с исходным эталоном качества поверхности.
“Blocked vents are a leading hidden cause of short shots, separate from injection parameters.”Правда
Когда вентиляционные каналы забиваются летучими веществами пластика и мусором, газ, запертый в полости, сопротивляется фронту потока. Машина для литья под давлением регистрирует рост давления, и оператор увеличивает скорость заполнения — усугубляя проблему сжатия газа. Коренная причина — проблема обслуживания, а не процесса. Решают ее инспекция и очистка вентиляционных каналов; увеличение давления впрыска — нет.
“угол осадки3 wear is visible to the naked eye during a quick visual check.”Ложь
Draft angle erosion of 0.1–0.3° — enough to cause consistent ejection drag or part surface damage — is invisible without dimensional measurement. A visual inspection will show the part surface marks after the fact, but by then, hundreds or thousands of parts have already been affected. Proactive measurement of draft angle surfaces with a profilometer or contour gauge is the only reliable detection method.
One rule of thumb from the shop floor: if you can see a defect in the finished part and it showed up gradually over thousands of shots, it almost certainly had a mold inspection window where it could have been caught and corrected cheaply. The gradual onset of flash, short shots, and sink marks is the signature of progressive wear — exactly the type of deterioration inspection is designed to intercept.
Инструменты и методы для улучшения контроля пресс-формы
A well-equipped mold inspection station uses six categories of tools, each serving a different diagnostic purpose.
Visual inspection tools: bright LED work lights (minimum 5,000 lux), 10× and 30× magnifying glasses or loupe, fiber-optic light guides for deep cavity access. These are the entry-level tools every toolroom must have. They catch surface damage, contamination, rust, and obvious wear.
Dimensional measurement: dial indicators (0.001mm resolution) for parting line flatness, pin gauges for ejector pin holes and gate dimensions, depth micrometers for vent depth, optical comparators or CMM for full cavity surveys. Dimensional measurement turns a qualitative observation into a trackable number.
Cooling system diagnostics: industrial borescopes (5–8mm diameter, 1m length) for channel wall inspection, clamp-on flow meters for water flow rate, digital thermometers for inlet/outlet temperature differential. Cooling system health is the hardest zone to inspect visually from the outside — borescopes are the only way to see channel walls without disassembly.
Advanced Inspection Methods
Non-destructive testing (NDT): dye penetrant testing (PT) for surface crack detection in steel, ultrasonic testing (UT) for subsurface crack detection in high-cycle molds, eddy current testing for hardness verification at wear zones. NDT is typically reserved for molds past 500,000 shots or any mold that has experienced a crash, overload, or unexplained failure.
Documentation tools: camera with macro capability for photographing wear areas, digital calipers with data output for logging measurements directly to a spreadsheet, a standardized inspection form (either paper or tablet-based) that ensures every zone is checked every time.

The most important tool upgrade most shops can make is not a better borescope or a CMM — it’s a consistent inspection form. Without a structured checklist, inspection quality depends entirely on who’s doing it and how much time they have. A form forces completeness. It also creates the historical record that makes trend analysis possible: when did the parting line first show measurable wear? How fast is it progressing? Those answers determine whether the mold can run another 50,000 shots or needs to come out now.
For molds supporting проектирование пресс-форм для литья под давлением with tight tolerances, adding a mold flow simulation re-run after major repairs helps confirm that corrected geometry still fills properly before committing to production.
Как улучшить программу осмотра пресс-форм
Improving mold inspection is not about buying better equipment — it’s about building a system that catches deterioration at the earliest possible stage and documents findings well enough to enable data-driven decisions.
Steps 1–3: Build the Foundation
Step 1: Audit your current mold log completeness. Go through every production mold and check whether it has a mold log with shot count records, last inspection date, and condition history. For most shops, this audit reveals that 30–50% of tools have incomplete or no records. That’s the starting gap — filling it is the highest-priority improvement.
Step 2: Convert to shot-count-based triggers. If you’re currently scheduling inspection by calendar month, transition to shot-count triggers. This requires integrating shot counter data from the injection machines into your scheduling system. Most modern injection molding machines provide shot count data via Euromap or OPC-UA interface; older machines may need a simple mechanical counter retrofit costing under $200.
Step 3: Standardize your inspection checklist. Create a single-page form covering all six zones. Every inspector uses the same form, records measurements (not just pass/fail), and signs off. Review the forms monthly to identify trends across the tool fleet.
Steps 4–6: Drive Continuous Improvement
Step 4: Implement early-warning metrics from production data. Shot-to-shot cycle time variation of more than ±0.5 seconds is often the earliest signal of a mold problem — before any defect is visible on the part. Cavity pressure sensor data (if fitted) can show filling imbalance developing over thousands of shots. These leading indicators allow you to pull the mold for inspection before defects start.
Step 5: Train operators to report anomalies in real time. The person running the press is the first line of mold monitoring. Unusual sounds, visible flash on part 1 of a shift, or sticking at ejection are all inspection triggers — but only if the operator knows to escalate immediately rather than continuing to run and hoping it resolves. A simple ‘stop and call’ protocol for specific abnormalities pays for itself the first time someone catches an ejector pin starting to bind.
Step 6: Close the loop between inspection findings and design. When the same zone fails repeatedly — for example, the gate area eroding every 30,000 shots despite scheduled maintenance — that’s a design signal, not just a maintenance problem. The fix may be a harder gate insert material, a geometry change, or a mold flow analysis to understand why shear stress is concentrating there. Inspection data that feeds back into design improvement is the highest-level use of the information.

These six steps are not a one-time project — they are an ongoing operating discipline. The shops that execute them consistently report fewer emergency mold pulls, longer average tool life, and lower scrap rates. In our experience running 47 injection molding machines across three shifts, the gap between a well-run inspection program and a reactive maintenance approach typically represents 15–20% of total tooling cost per year in avoidable expenses.
One final practical note: start with the tools you have. A feeler gauge, a bright flashlight, and a notebook are enough to begin capturing baseline data on your highest-priority molds. Perfect equipment comes later — after you’ve proven the discipline. The discipline of looking — consistently, with documentation — is what matters most in the early stages of any inspection program. You cannot improve what you do not measure, and you cannot measure what you do not inspect on a consistent, documented schedule.
Where to Start
For teams moving toward low-volume injection molding or prototype tooling, inspection intervals can be lighter, but the same six-zone framework still applies. The goal is always the same: know the mold’s current condition before the next run, not after the next problem surfaces in production.
The most common question we hear from customers upgrading their inspection program is: ‘Where do we start?’ The answer is always the same — start with your highest-volume, highest-risk tool. Find its mold log (or create one from scratch using today as day zero). Pull the mold from the press, inspect it across all six zones using the checklist in this article, and record every measurement you take, not just the zones that look bad. Schedule the next inspection by shot count based on the material and cavity count. Everything else — better tools, data integration, operator training — follows naturally from that first properly documented inspection cycle.
Часто задаваемые вопросы об инспекции пресс-форм
Как часто следует проводить осмотр литьевой формы?
For standard production molds, inspect every 50,000 shots at minimum. High-wear applications — glass-filled resins at 30% or higher, high-cavity-count tools, or corrosive materials like PVC — require inspection every 25,000 shots. Low-volume prototype molds with unfilled materials can extend to 100,000 shots between full inspections. Always trigger inspection by shot count, not calendar time. A mold running one shift per week accumulates cycles far more slowly than a 24/7 production tool, so calendar-based scheduling will either over-inspect or under-inspect depending on production volume.
Какие наиболее распространенные дефекты обнаруживаются при проверке пресс-форм?
Flash along the parting line accounts for 35–40% of defects found during routine mold inspection, followed by blocked vents (25%), ejector pin wear or binding (15%), cavity surface contamination or damage (12%), and cooling channel scaling (8%). Each defect type maps directly to a specific inspection zone and measurement method. Flash indicates parting line wear; short shots indicate vent blockage; surface marks indicate ejector issues; sink marks or dimensional drift often trace back to cooling system scaling that raises cavity temperature and changes fill dynamics.
Можно ли провести осмотр пресс-формы без её извлечения из пресса?
Partial inspection can be done in-press between shots: visual check of the parting line for flash, part surface examination for drag marks or surface finish changes, and flash detection at vent locations. However, a full inspection — covering vents, cooling channels, ejector system, and cavity dimensions — requires the mold to be pulled from the press and placed on an inspection bench with proper lighting and measurement tools. In-press checks serve as early-warning monitoring between full scheduled inspections, but they do not replace thorough off-press evaluation.
Сколько стоит типичная проверка на наличие плесени?
A full inspection for a mid-complexity two-plate mold runs 4–8 technician hours, costing $200–$600 in labor plus consumables used in cleaning and lubrication. Add dimensional measurement time — typically 2–4 additional hours — if a full cavity survey is included. This total of $400–$1,000 compares directly to the cost of a single unplanned production shutdown, which typically runs $5,000–$50,000 in lost production, expedited repair charges, and customer penalties. Scheduled inspection at 50,000 shots pays for itself the first time it prevents an emergency mold pull.
Какие инструменты необходимы для профессиональной проверки формы?
Essential tools include a bright LED work light (minimum 5,000 lux), 10× magnifying glass or loupe, feeler gauges for parting line gap measurement, dial indicator for flatness checks, pin gauge set for ejector holes and gate dimensions, depth micrometer for vent depth measurement, and a digital camera for documentation. Advanced inspection adds an industrial borescope (5–8mm diameter) for cooling channel inspection, portable CMM or optical comparator for cavity dimensional audit, and a dye penetrant kit for surface crack detection. Most shops begin with the essential set and add advanced tools as mold complexity and production volumes increase.
Как связаны проверка плесени и обслуживание плесени?
Inspection is diagnostic; maintenance is corrective. Inspection identifies what needs to be done — clean the vents, replace a worn ejector pin, descale a cooling channel. Maintenance carries out those actions. Running maintenance on a fixed schedule without prior inspection means you may be spending time cleaning a mold that is in perfectly good condition while ignoring a cracked component in an adjacent tool. The correct sequence is always inspection first, followed by targeted maintenance actions based on findings. This approach prevents both under-maintenance and wasted maintenance labor.
Какие записи следует вести для каждого осмотра формы?
Record the shot count at the time of inspection, the date, and the inspector’s name. Document the condition rating for each of the six zones — cavity surface, parting line, vents, ejector system, cooling channels, and runner/gate — with actual measurement values compared against baseline, not just a pass/fail rating. Photograph any wear areas or anomalies. Document actions taken during this inspection and set the next inspection trigger by shot count. A complete mold log enables trend analysis across multiple inspection cycles, which is the most valuable intelligence any inspection program can generate.

Quick rule: inspect at 50,000 shots for standard tools, 25,000 for abrasive materials. Log every finding with measurements, not impressions. If the same zone fails twice in a row, treat it as a design signal — not just a maintenance problem. And if your molds don’t have shot count records, start keeping them today; that data is the foundation everything else is built on.
-
parting line: A parting line is the seam on a molded part where the two halves of the mold meet and separate during ejection; it is often the first indicator of mold wear or flash development, and its flatness is measured in every structured mold inspection. ↩
-
weld line: A weld line refers to the visible seam formed when two plastic flow fronts meet inside the mold cavity and fuse incompletely, typically indicating a cooling or pressure imbalance that inspection can reveal. ↩
-
draft angle: Draft angle is measured in degrees and refers to the taper applied to vertical mold surfaces so the part releases cleanly during ejection; insufficient draft is a common root cause of ejection damage detected in routine inspection. ↩
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview. See our Injection Molding Complete Guide for a comprehensive overview.







