 Перейти к содержанию
Перейти к содержанию 

В процессе литья под давлением для получения хорошего качества продукции и стабильности процесса можно полагаться не только на модные термопластавтоматы и пресс-формы. Температура пресс-формы также является важной переменной, которую необходимо контролировать.
При литье под давлением расплав в форме постоянно передает тепло на поверхность полости, в результате чего температура формы повышается. Если температура формы высока, то расплавленный пластик хорошо заполняет полость, но при этом пластиковая деталь дольше охлаждается и замедляется производство; если температура формы низкая, то расплавленный пластик быстро застывает, цикл литья короче, но пластик плохо растекается и полость может заполниться не полностью. Хорошо спроектированная система контроля температуры пресс-формы может сократить время охлаждения и улучшить качество пластиковых деталей; с другой стороны, если система контроля температуры пресс-формы спроектирована плохо, цикл формования пластиковых деталей будет длиннее, и пластиковые детали могут быть деформированы после формования.

В этой статье я расскажу о том, почему необходимо контролировать температуру термопластавтомата, как выбрать правильную температуру, как контролировать температуру, распространенные проблемы и их решения и т. д. Я надеюсь, что благодаря этой статье вы сможете понять важность температуры пресс-формы в процесс литья под давлением и как контролировать температуру пресс-формы. Точный контроль позволяет оптимизировать производственный процесс литья под давлением и снизить производственные и эксплуатационные расходы компании.
Ⅰ. Температура пресс-формы
Температура пресс-формы - это температура поверхности пресс-формы, которая соприкасается с деталью. Температура пресс-формы зависит от свойств пластика, конструкции и размера детали, требований к производительности и других условий процесса, таких как температура расплава, скорость впрыска, давление впрыска и время цикла. Температура пресс-формы влияет на заполнение, застывание и формование расплава пластика, эффективность производства, а также на форму и размер пластиковой детали.
Температура пресс-формы оказывает большое влияние на качество и эффективность литья пластиковых деталей. Когда форма горячее, расплавленный материал лучше растекается, что помогает ему заполнить форму и придать пластиковой детали красивый вид. Но для остывания и затвердевания материала требуется больше времени, поэтому при извлечении детали ее легче испортить. Для материалов, которые могут кристаллизоваться, это помогает им кристаллизоваться и не менять размер при хранении или использовании детали. Когда форма холоднее, расплавленному материалу труднее заполнить форму, поэтому деталь имеет большее напряжение внутри, выглядит тусклой и имеет такие проблемы, как серебряные разводы и следы сварки.

Разные материалы требуют разных технологий обработки, а разные изделия имеют разные требования к поверхности и структуре. Для того чтобы производить пластиковые детали, отвечающие требованиям качества, в максимально сжатые сроки, необходимо поддерживать в пресс-форме определенную температуру. Чем стабильнее температура пресс-формы, тем стабильнее будут производимые пластиковые изделия по размеру, форме, качеству внешнего вида и т.д. Поэтому, помимо факторов изготовления пресс-формы, температура пресс-формы является важным фактором контроля качества пластиковых деталей. Метод контроля температуры пресс-формы должен быть полностью учтен при проектировании пресс-формы.

Ⅱ. Необходимость контроля температуры пресс-формы
Температура пресс-формы оказывает большое влияние на усадку литьевой детали. В то же время она напрямую влияет на механические свойства литьевого изделия, а также может стать причиной дефектов литья, таких как плохая поверхность изделия. Поэтому температура пресс-формы должна поддерживаться в заданном диапазоне, а сама пресс-форма должна быть Температура не меняется со временем. Разница температур между полостями многогнездной пресс-формы также не должна меняться. Для готовых изделий, склонных к изгибу и деформации, температура пресс-формы часто используется для обеспечения равномерной скорости охлаждения.
1.Требования к внешнему виду
По мере того как клиенты становятся все более разборчивыми, они предъявляют все более высокие требования к внешнему виду изделий. Регулировка температуры пресс-формы - один из эффективных способов улучшения внешнего вида изделий. Особенно это касается изделий, армированных стекловолокном, если температура формы низкая, волокна легко всплывают на поверхность. Большинство современных деталей зубчатых колес армированы стекловолокном, а в некоторых из них содержание волокна доходит до 50%.
2.Требования к стабильности размеров готовых изделий
Для более точных зубчатых изделий, помимо требований к внешнему виду, требуется также стабильность размеров. К факторам, влияющим на стабильность размеров изделия, в основном относятся: стабильность и рациональность процесса формования, стабильность температуры и влажности производственной среды, равномерность соотношения материалов. свойств, баланс температуры и объема циркуляционной воды станка, точность контроля температуры пресс-формы станка и т.д.

3.Физико-механические свойства готовой продукции
Для кристаллических материалов, если вы используете высокую температуру формы, изделие будет накапливать много тепла, процесс охлаждения и застывания будет долгим, а температура кристаллизации будет проходить медленно. Готовый продукт будет иметь высокую степень кристалличности, большую усадку и хорошие физико-механические свойства. Кристаллическое сырье, такое как PA, PP, PE и POM, требует более высокого температурного контроля пресс-формы.
На цикл формовки также влияет температура пресс-формы. Если температура пресс-формы высока, время охлаждения будет больше, чтобы обеспечить размер готового изделия. В результате цикл формовки будет длиннее, а производственные затраты увеличатся.

Для прозрачных готовых изделий необходимо использовать температуру пресс-формы, чтобы контролировать степень кристалличности. Старайтесь использовать низкую температуру формы для формования, чтобы уменьшить степень кристаллизации.
Использование температуры пресс-формы помогает предотвратить концентрацию внутренних напряжений. Например, при формовке ПК, АБС, ПС и других материалов, чтобы предотвратить концентрацию внутренних напряжений в детали, обычно необходимо соответствующим образом повысить температуру пресс-формы, что способствует снятию внутренних напряжений в детали.

Ⅲ Влияние температуры пресс-формы на контроль качества литых под давлением деталей
1.Влияние температуры пресс-формы на внешний вид продукта
Когда температура выше, смола становится более текучей, что делает поверхность детали более гладкой и яркой, особенно для эстетики поверхности деталей из смолы, армированной стекловолокном. Это также улучшит прочность и внешний вид линии сплавления.
Что касается травленой поверхности, то при низкой температуре формы расплаву будет сложно заполнить корень текстуры, поэтому поверхность изделия будет выглядеть яркой, а реальная текстура на поверхности формы не сможет быть "передана". После повышения температуры пресс-формы и температуры материала можно добиться идеального эффекта травления на поверхности изделия.

2.Влияние на внутреннее напряжение изделий
Внутренние напряжения, возникающие при формовке, в основном вызваны разной скоростью термической усадки при охлаждении. При формовке изделия охлаждение начинается с поверхности и постепенно распространяется на внутреннюю часть. Сначала поверхность сжимается и затвердевает, а затем постепенно сжимается внутренняя часть. Во время этого процесса разница в скорости усадки создает внутреннее напряжение.
Когда остаточное внутреннее напряжение в пластиковой детали превышает предел упругости смолы или когда она подвергается коррозии под воздействием определенной химической среды, на поверхности пластиковой детали появляются трещины. Исследования прозрачных смол, таких как ПК и ПММА, показывают, что остаточное внутреннее напряжение имеет форму сжатия на поверхности и растяжения внутри.

Поверхностное сжимающее напряжение зависит от условий охлаждения поверхности. Холодная пресс-форма быстро охлаждает расплавленную смолу, что приводит к высоким остаточным внутренним напряжениям в формованном изделии. Температура пресс-формы - самое основное условие для контроля внутренних напряжений. Незначительное изменение температуры формы значительно изменит остаточное внутреннее напряжение. Как правило, для каждого изделия и смолы существует свой минимальный предел температуры пресс-формы для допустимого внутреннего напряжения. При формовании тонких стенок или больших расстояний между потоками температура формы должна быть выше, чем минимальный предел для общего формования.

3.Улучшить деформацию изделия
Если конструкция системы охлаждения пресс-формы не соответствует требованиям или температура в пресс-форме контролируется неправильно, пластиковая деталь не будет достаточно охлаждаться, что приведет к ее деформации и короблению.
Чтобы контролировать температуру пресс-формы, необходимо определить разницу температур между наружной и внутренней частями пресс-формы, сердцевиной и стенкой пресс-формы, стенкой и вставкой. Необходимо определить разницу температур в соответствии со структурными характеристиками изделия. Это необходимо для того, чтобы контролировать разницу в скорости усадки при охлаждении каждой части пресс-формы. После распалубки пластиковая деталь имеет тенденцию изгибаться в направлении вытягивания на стороне с более высокой температурой. Это компенсирует разницу в ориентационной усадке. Это предотвращает коробление и деформацию пластиковой детали в соответствии с правилами ориентации.

Для пластиковых деталей с абсолютно симметричной структурой тела следует поддерживать постоянную температуру пресс-формы. Это позволит обеспечить равномерное охлаждение всех частей пластиковой детали.
4.Влияет на усадку изделий при формовке
При низкой температуре формы молекулы быстрее застывают на месте, что делает слой застывшего расплава в полости формы более толстым. В то же время низкая температура формы замедляет рост кристаллов, что уменьшает усадку изделия во время формования. С другой стороны, если температура формы высока, расплав остывает медленно, время релаксации длительное, ориентация низкая, и он легко кристаллизуется, поэтому фактическая усадка изделия больше.

5.Влияет на температуру тепловой деформации изделий
Для кристаллических пластмасс, если вы формуете изделие при низкой температуре формы, молекулярная ориентация и кристаллизация застывают на месте. При использовании более высокой температуры или условий вторичной обработки молекулярные цепочки перестраиваются и происходит процесс кристаллизации, в результате чего изделие деформируется даже при температуре ниже температуры тепловой деформации материала (HDT).
Правильный подход заключается в том, чтобы использовать для производства рекомендуемую температуру формы, близкую к температуре кристаллизации, чтобы продукт мог полностью кристаллизоваться во время литьё под давлением и избежать посткристаллизации и усадки в высокотемпературных средах.

Ⅳ.Методы контроля температуры пресс-формы
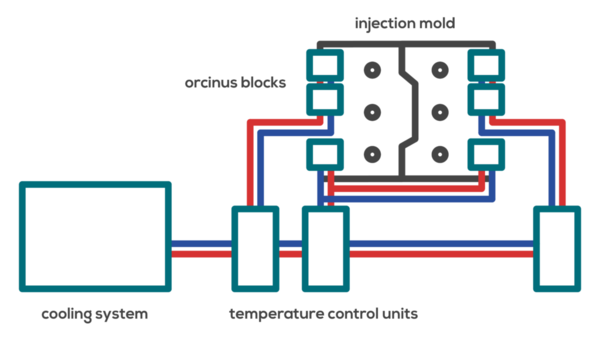
1. Полость пресс-формы и сердечник должны иметь собственные контуры охлаждения. При проектировании контуров охлаждения следует учитывать, что полость и сердцевина по-разному поглощают тепло, поэтому термическое сопротивление структуры контура будет разным. Температура воды (или масла) на входе в полость и сердцевину будет иметь большую разницу. Поэтому при проектировании контуров охлаждения для полости и сердцевины можно регулировать и контролировать температуру отдельно.
2. С другой стороны, когда вы пытаетесь предотвратить изгиб деталей, изготовленных методом литья под давлением, вам необходимо поддерживать разные температуры в полости и сердцевине, или в передней и задней частях формы.

3. С точки зрения эффективности теплообмена убедитесь, что поток охлаждающей среды турбулентный (турбулентный поток). Существует два основных способа соединения контура контроля температуры полости и сердцевины: последовательный и параллельный. В параллельном контуре скорость потока в ответвлении меньше, чем в последовательном контуре охлаждения. Это может привести к ламинарному течению, а скорость потока, поступающего в каждый контур, не обязательно одинакова.
В результате температура в каждой полости пресс-формы не может быть постоянной. Недостатки использования последовательного соединения: Сопротивление потоку охлаждающей воды (масла) велико, и температура охлаждающей воды (масла) на входе в переднюю полость значительно отличается от температуры на входе в последнюю полость. Разница температур между входом и выходом охлаждающей воды (масла) изменяется в зависимости от скорости потока. Как правило, она не может превышать 5℃. Если производительность используемого контроллера (машины) регулировки температуры пресс-формы позволяет контролировать расход охлаждающей воды (масла) в пределах 2°C, максимальная разница температур в каждой полости может поддерживаться в пределах 2°C.

4. Распределение температурного градиента в пресс-форме должно в целом окружать полости и иметь форму концентрических окружностей с главным каналом в центре. Поэтому для уменьшения погрешности усадки между полостями, расширения допустимого диапазона условий формования и снижения затрат необходимы такие меры, как балансировка проточных каналов, расположение полостей и концентрическое расположение окружностей по центру главного проточного канала.
5. Рекомендуется прикрепить магнитные термометры к передней и задней стенкам формы, чтобы часто измерять и записывать фактическую температуру в форме.

6. По возможности используйте полностью автоматическое производство. Температура формы более точна при использовании полностью автоматического производства. При полностью автоматическом производстве робот вынимает продукт, поэтому время выдержки неизменно. При полуавтоматическом производстве это ручная операция, и оператор может отклоняться от времени открытия и закрытия дверцы и забора деталей, что влияет на тепловой баланс. Это также влияет на температуру внутри бочки.
7. Контролируйте температуру воды, чтобы контролировать температуру формы. Этот метод очень точен.
8. Используйте систему горячей обкатки для контроля температуры формы. Этот метод быстрый и точный.
9. Используйте газ для нагрева формы. Этот метод очень точен.
10. Изолируйте форму. Используйте изоляционные панели или другие материалы, чтобы уменьшить потерю тепла. Температура формы также влияет на размер и кристалличность продукта, что сказывается на его эксплуатационных характеристиках. Регулируйте температуру формы по мере необходимости во время производства.

Ⅴ. Каковы принципы выбора и контроля температуры пресс-формы?
1. Для разных материалов требуется разная температура пресс-формы.
2. Для пресс-форм с различной отделкой поверхности и структурой требуются разные температуры, поэтому система контроля температуры должна быть разработана соответствующим образом.
3. Передняя форма горячее, чем задняя. Обычно разница составляет около 2-3 градусов Цельсия.
4. Для линий искр передняя форма должна быть более горячей, чем для гладкой поверхности. Когда передняя форма должна пропускать горячую воду или горячее масло, разница обычно составляет около 40 градусов Цельсия.
5. Если фактическая температура пресс-формы не может достичь требуемой температуры, пресс-форму необходимо нагреть. Поэтому при проектировании пресс-формы необходимо подумать о том, сможет ли тепло, выделяемое материалом, удовлетворить требования к температуре пресс-формы.

6. Материал не только расходуется за счет теплового излучения и теплопроводности, но и большая часть тепла должна быть выведена из формы циркулирующим теплоносителем.
7. Температура пресс-формы должна быть сбалансирована, не должно быть локального перегрева или переохлаждения.
8. Основой для установки температуры пресс-формы является то, что температура пресс-формы должна быть ниже температуры тепловой деформации материала пластиковой детали.
9. Для пластмасс с более высокой вязкостью, таких как PC, PSU, PPO и т.д., чтобы улучшить текучесть расплава и свойства заполнения формы во время заполнения и получить плотные изделия, необходимо использовать более высокую температуру формы. Напротив, ПЭ, ПП, ПА и т.д. могут использовать более низкие температуры пресс-формы (ПА+стекловолокно могут использовать высокие температуры пресс-формы 80~120℃).
10. Не рекомендуется использовать более низкую температуру пресс-формы для толстостенных деталей, чтобы избежать образования вакуумных пузырей и увеличения напряжения внутри деталей.

Ⅵ. Требования различных материалов к температуре пресс-формы
Контроль температуры в вашем пресс-формы для литья под давлением очень важна для изготовления хороших пластиковых деталей. У каждого вида пластика есть диапазон температур, которые лучше всего подходят для изготовления хороших деталей. Вы хотите, чтобы пластик хорошо растекался и заполнял форму. Вы хотите, чтобы деталь как можно меньше сжималась и деформировалась, когда вы вынимаете ее из формы. Вы хотите, чтобы размер оставался неизменным, а деталь была прочной и хорошо выглядела. Например:
Температура пресс-формы для ПП (полипропилена) регулируется в диапазоне от 40 до 80 градусов Цельсия, при этом рекомендуется 50 градусов Цельсия.
Температура пресс-формы для PPS (полифениленсульфида) составляет 120-180 градусов Цельсия.

Температура пресс-формы PE-HD (полиэтилен высокой плотности) составляет от 50 до 95 градусов Цельсия.
Температура пресс-формы для ПК (поликарбоната) составляет от 70 до 120 градусов Цельсия.
Температура пресс-формы PBT (полибутилентерефталата) составляет от 40 до 60 градусов Цельсия.
PA6 (полиамид 6 или нейлон 6) Для тонкостенных деталей или деталей большой площади температура пресс-формы составляет от 80 до 90 градусов Цельсия. Для материалов, армированных стеклом, температура пресс-формы должна быть выше 80 градусов Цельсия.
PA12 (полиамид или нейлон 12) Температура пресс-формы составляет 30-40 градусов Цельсия для неармированных материалов, 80-90 градусов Цельсия для тонкостенных деталей или деталей большой площади, и 90-100 градусов Цельсия для армированных материалов.
Температура пресс-формы ABS (акрилонитрил-бутадиен-стирольный сополимер) составляет от 25 до 70 градусов Цельсия.

Ⅶ. Заключение
Управление температурой пресс-формы напрямую связано с надежностью качества деталей. Понимая важность температуры пресс-формы, используя правильные методы, разрабатывая тщательные стратегии контроля и справляясь с трудностями, производители могут раскрыть весь потенциал своих операций литья под давлением.
Температура пресс-формы - один из самых основных параметров контроля в процессе литья под давлением. Она также является основным параметром при проектировании пресс-формы. Ее влияние на процесс литья, вторичную обработку и конечное использование изделия нельзя недооценивать. Контроль температуры пресс-формы - это постоянный процесс, который улучшает качество деталей, повышает эффективность и обеспечивает конкурентное преимущество в литье под давлением. После понимания принципов управления температурой пресс-формы вам будет гораздо проще справиться с влиянием температуры на литьевые формы.






