 Перейти к содержанию
Перейти к содержанию 

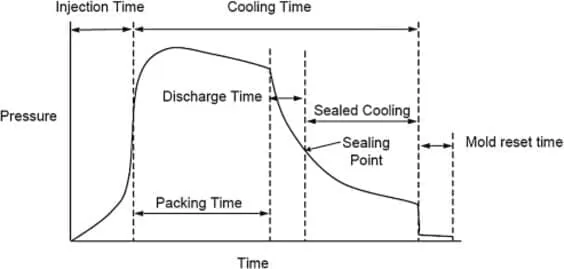
Цикл формовки литьё под давлением состоит из времени закрытия пресс-формы, времени заполнения, времени выдержки, времени охлаждения и времени распалубки. Среди них время охлаждения составляет наибольшую долю, около 70% ~ 80%.
Поэтому время охлаждения напрямую влияет на цикл формовки и выход пластиковых изделий. На этапе распалубки температура охлаждения пластиковых изделий должна быть ниже температуры деформации теплопроводности пластиковых изделий.
Для предотвращения повреждения пластиковых изделий остаточным напряжением, вызванным релаксацией или короблением, а также деформации при формовке под воздействием внешней силы.

Что такое время охлаждения при литье под давлением?
Литье под давлением Время охлаждения обычно означает время между заполнением расплавом пластика литьевая форма полости и время, когда форму можно открыть для извлечения продукта.
Можно открыть форму, чтобы вынуть время стандарт, который делает кусок, часто с сделать кусок уже достаточно затвердеть, имеют определенную интенсивность и жесткие преобладают при открытии формованных верхней, не отправлять деформации сумасшествия.
Даже если один и тот же пластик используется для литье пластмасс под давлениемВремя охлаждения зависит от толщины стенки, температуры расплавленного пластика, температуры расплавления формовочной детали и температуры литьевая форма.
Как рассчитывается время охлаждения при литье пластмасс под давлением?
Время охлаждения можно рассчитать с помощью уравнения, в котором учитывается толщина стенок и показатель, известный как теплопроводность, определяющий теплопроводность, плотность и потребность пластика в энергии для повышения температуры.
Расчетное время также зависит от типа термопластика, поскольку каждый из них имеет разные температуры плавления и формования.

Эталонное время охлаждения при литье под давлением
1. Температура центрального слоя самой толстой части стенки пластиковая деталь для литья под давлениеми время, необходимое для охлаждения до температуры ниже тепловой деформации пластика;
2. Средняя температура на участке обработки детали под давлением и время, необходимое для охлаждения изделия до заданной температуры пресс-формы;
3. Температура центрального слоя самой толстой части стенки кристаллических пластмассовых формовочных деталей, время, необходимое для охлаждения до температуры ниже точки плавления, или время, необходимое для достижения заданного процента кристаллизации.
Факторы, влияющие на время охлаждения при литье под давлением
Оценка времени охлаждения для литьё под давлением может быть сложным, поскольку зависит от различных факторов, таких как используемый материал, размер и форма детали, толщина стенок, фактическая температура расплава и температура пресс-формы.
1. Тип используемого пластика
Как правило, материалы с более низкой температурой плавления застывают быстрее, чем материалы с более высокой температурой плавления.
2. Размер и форма пресс-формы
3. Толщина стенок деталей, изготовленных методом литья под давлением
Маленькие детали с тонкими стенками будут остывать быстрее, чем большие детали с толстыми стенками.
4. Температура пресс-формы
При более низкой температуре формы материал остывает быстрее.
5. Скорость цикла литья под давлением
Чем больше машина для литья под давлением, тем дольше время охлаждения.
Каждый из этих факторов влияет на время охлаждения и застывания пластика. Учитывая все эти факторы, можно определить время охлаждения для конкретного литьё под давлением процесс может быть рассчитан.
Кроме того, необходимо тщательно контролировать ход процесса охлаждения, чтобы гарантировать, что формованные детали отвечают всем требованиям качества.

Почему важно время затухания?
Оценка времени охлаждения литая деталь важно по нескольким причинам. Во-первых, это обеспечивает равномерное охлаждение каналов в полости температурных датчиков, что предотвращает их коробление и деформацию.
Кроме того, это помогает избежать разрушения под напряжением и других дефектов, которые могут возникнуть при неправильном контроле процесса охлаждения.
Наконец, благодаря точному прогнозированию времени охлаждения можно более эффективно планировать производство и своевременно изготавливать детали.
При расчете времени охлаждения необходимо учитывать множество факторов, включая размер и форму детали, используемые материалы и конструкцию штампа.
С опытом большинство инженеров хорошо понимают, как эти факторы влияют на время охлаждения конкретной детали.
Однако существуют также программы, которые помогают делать более точные прогнозы. В любом случае, точная оценка времени охлаждения является важной частью успешного литье пластмасс под давлением.

Что происходит, если время охлаждения при литье под давлением недостаточно?
Очень важно оценить время заполнения контура охлаждения детали для литья под давлением для обеспечения правильного процесса.
Если время охлаждения слишком мало, расплавленный пластик может не успеть остыть и затвердеть как следует.
В это время изделие для выталкивания все еще мягкое. Возникают такие проблемы, как деформация при выталкивании, микрокосмос и коробление изделия, что приводит к получению деталей низкого качества.
Однако если охлаждать пластик слишком долго, он может остыть неравномерно, что приведет к деформации или другим дефектам.
Оценить время охлаждения может быть непросто, поскольку оно зависит от многих факторов, таких как размер и форма детали, тип используемого пластика и температура окружающей среды.
Использование проверенных методов проектирования линии охлаждения позволяет свести к минимуму деформацию и время охлаждения. Кроме того, пресс-форма полностью контролируется датчиками давления в полости на постовом затворе и в конце заполнения в сочетании с датчиками температуры в полости. Однако некоторые общие рекомендации могут помочь обеспечить достаточное время охлаждения.

Резюме
Хотя определить время охлаждения может быть непросто, важно обеспечить достаточное охлаждение пластиковых деталей при испытании на растяжение.
Однако при слишком долгом охлаждении могут возникнуть дефекты. Для получения дополнительной информации о времени охлаждения и других факторах, влияющих на качество литых пластмассовых деталей, обращайтесь к ZetarMold. Мы будем рады обсудить ваши конкретные потребности и найти решение, отвечающее вашим требованиям.






