 Saltar para o conteúdo
Saltar para o conteúdo 

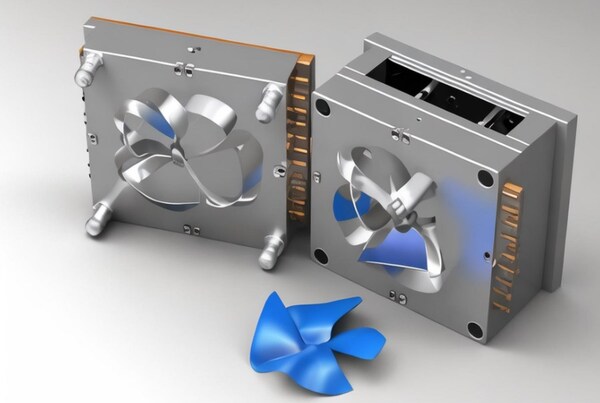
Introdução: Os moldes são muito importantes na indústria atual, e a qualidade dos seus moldes afecta diretamente a qualidade dos seus produtos.

O plástico moldagem por injeção O processo de produção de moldes divide-se geralmente em: personalização do cliente, conceção do molde, fabrico do molde, inspeção e ensaio do molde, modificação e reparação do molde, manutenção do molde, e o que se segue explica-os um a um.
Personalização do cliente
A produção de moldes de plástico começa com o pessoal de engenharia do cliente a fornecer ao fabricante de moldes os desenhos do produto. O fabricante de moldes pega nos dados do produto, mastiga-os e cospe-os sob a forma de uma lista de tarefas de produção de moldes de plástico. Isto é engenharia do cliente.

Requisitos de produção de peças de plástico
É necessário compreender os requisitos técnicos das peças, tais como se podem ser processadas, se podem ser dimensionadas com exatidão, etc.
Por exemplo, quais são os requisitos para a aparência, forma, transparência da cor e desempenho das peças de plástico? A estrutura geométrica, a inclinação, a inserção, etc. das peças de plástico são razoáveis? Qual é o grau permitido de defeitos de moldagem, como marcas de soldadura e orifícios de retração, e se existe pós-processamento, como pintura, galvanoplastia, serigrafia e perfuração.

Estimar se as tolerâncias dimensionais são estreitas e se a peça de plástico pode ser moldada de forma a cumprir os requisitos. Além disso, é necessário conhecer os parâmetros do processo de plastificação e de plástico fundido do plástico.
Informações sobre o processo
Compreender os requisitos do método do molde de injeção, modelo da máquina de cerveja, desempenho da resina plástica, tipo de estrutura do molde, etc.

O material de moldagem deve ser suficientemente forte para a peça de plástico, fluir bem, ser igual em todo o lado, ser igual em todas as direcções e não mudar quando aquece.
Dependendo do fim a que se destina a peça de plástico e se for trabalhada mais tarde, o material de moldagem deve ser bom para ser tingido, revestido a metal, ter bom aspeto, ser suficientemente elástico e flexível, ser transparente ou brilhante, colar-se (como nas ondas sonoras) ou ser soldado.
Selecionar equipamento de moldagem
Capacidade de injeção, pressão de aperto, pressão de injeção, unidade de injeção, tamanho da instalação do molde, tamanho e dispositivo de ejeção, diâmetro do orifício do bocal e raio esférico do bocal, tamanho do anel de posicionamento da manga da comporta, espessura máxima e mínima do molde, curso do modelo, etc.
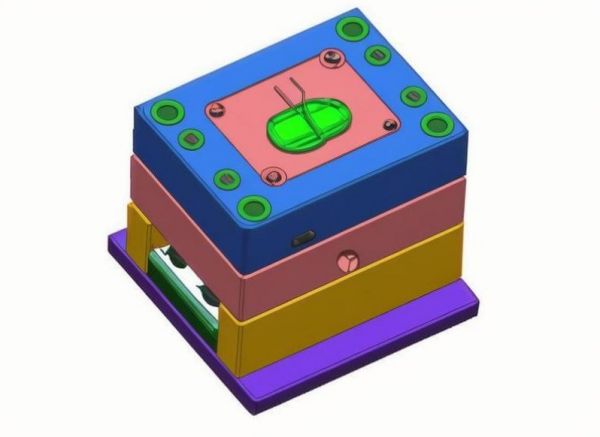
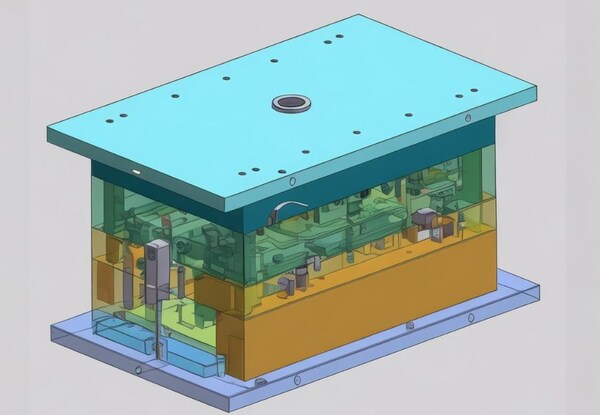
Plano de estrutura de moldes específicos
Molde de duas placas, molde de três placas. Se a estrutura do molde é fiável, se cumpre a tecnologia do processo (como a forma geométrica, o acabamento da superfície e a precisão dimensional, etc.) e os requisitos económicos da produção de peças de plástico (baixo custo da peça, elevada eficiência de produção, funcionamento contínuo do molde, longa vida útil, poupança de mão de obra, etc.).
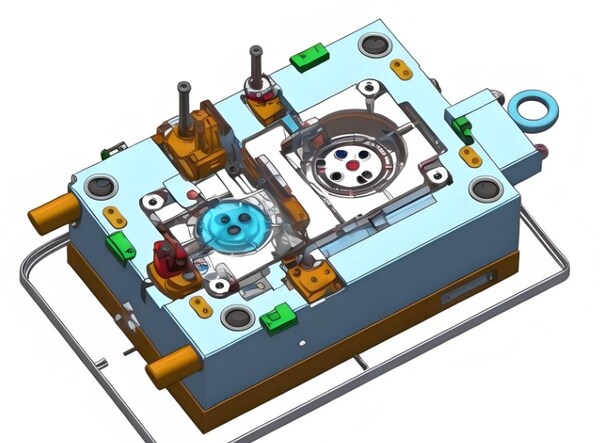
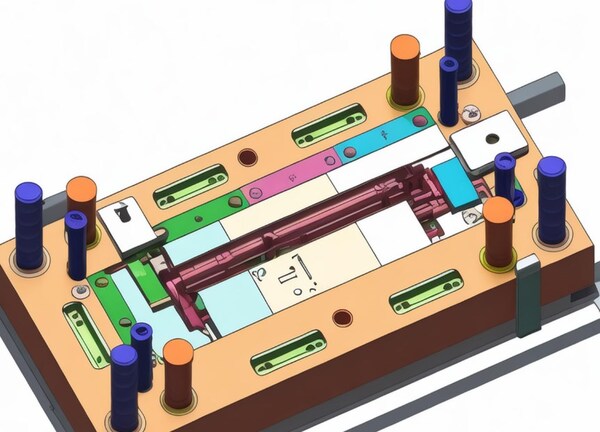
Conceção da estrutura do molde
Para fazer um bom molde, é necessário um bom equipamento de processamento e fabricantes de moldes qualificados. Mas o mais importante é ter um bom projeto de molde. Especialmente no caso de moldes complexos, a qualidade do projeto do molde é responsável por mais de 80% da qualidade do molde.
Um bom projeto de molde é: sob a premissa de satisfazer os requisitos do cliente, o custo de processamento é baixo, a dificuldade de processamento é pequena e o tempo de processamento é curto.
Para o conseguir, é necessário não só compreender plenamente as necessidades do cliente, mas também compreender as moldagem por injeção máquina, estrutura do molde, tecnologia de processamento e as capacidades de processamento da sua própria fábrica de moldes.
A estrutura do molde é determinada pelo tipo de máquina de moldagem por injeção e pelas caraterísticas das peças de plástico. Ao projetar, concentre-se nos seguintes aspectos: especificações técnicas da máquina de moldagem por injeção; desempenho do processo dos plásticos; sistema de vazamento, incluindo canais, portões, etc;
Peças de moldagem; peças estruturais normalmente utilizadas; mecanismo de posicionamento; mecanismo de ejeção; controlo da temperatura do molde; escape; material do molde.
Classificação de peças plásticas
A classificação de peças de plástico consiste em ordenar uma ou mais peças de plástico de que necessita, com base na forma como as vai fabricar e no que o cliente pretende.

A classificação das peças de plástico complementa a estrutura do molde e a processabilidade do plástico, e afecta diretamente o processo de moldagem por injeção subsequente. A estrutura do molde correspondente deve ser considerada durante a classificação, e a classificação deve ser ajustada sob a condição de atender a estrutura do molde.
Do ponto de vista do processo de moldagem por injeção, devem ser considerados os seguintes pontos para a classificação:

a. Comprimento do corredor; b. Desperdício do corredor; c. Posição do portão; d. Equilíbrio da alimentação da cola; e. Equilíbrio da pressão da cavidade. No que diz respeito à estrutura do molde, é necessário ter em conta os seguintes pontos: a. Certificar-se de que cumpre os requisitos da cola de selagem.
b. Certifique-se de que a estrutura do molde tem espaço suficiente: verifique se existe espaço suficiente para a base do jito, o canal, a linha de separação e outros espaços necessários; verifique se a estrutura do molde é suficientemente forte; verifique se existe alguma interferência entre várias peças móveis; e certifique-se de que a localização do casquilho não interfere com a localização do pino ejetor.
c. Ter em conta os parafusos, a água de arrefecimento e o dispositivo ejetor: na classificação, ter em conta a forma como os parafusos e os ejectores afectam os orifícios da água de arrefecimento.
d. Certifique-se de que a relação entre o comprimento e a largura do molde é equilibrada: o molde deve ser o mais compacto possível, com uma boa relação entre o comprimento e a largura, e deve ter em conta a forma como se adapta ao moldagem por injeção máquina.

Separação
Escolher a superfície de partição correta, considerar a distância de vedação, construir um plano de referência, equilibrar a pressão lateral, aplanar a superfície de contacto do bocal, lidar com o contacto e a penetração de pequenos orifícios, evitar o aço afiado e considerar exaustivamente o aspeto do produto.
Verificação da separação e melhoria da resistência do molde
Escolher a superfície de separação correta, ter em conta a distância de vedação, construir um plano de referência, equilibrar a pressão lateral, aplanar a superfície de contacto do bocal, lidar com o contacto e a penetração de pequenos orifícios, evitar o aço afiado e considerar exaustivamente o aspeto do produto.
Para garantir que o molde pode funcionar normalmente, é necessário verificar não só a resistência global do molde, mas também a resistência da estrutura local do molde, fazendo algumas melhorias no mecanismo específico para melhorar a resistência local.
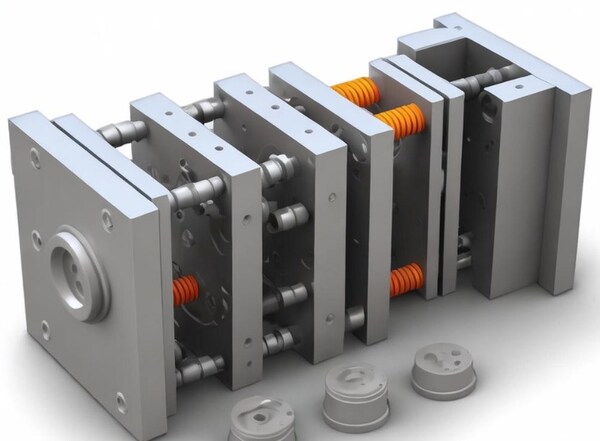
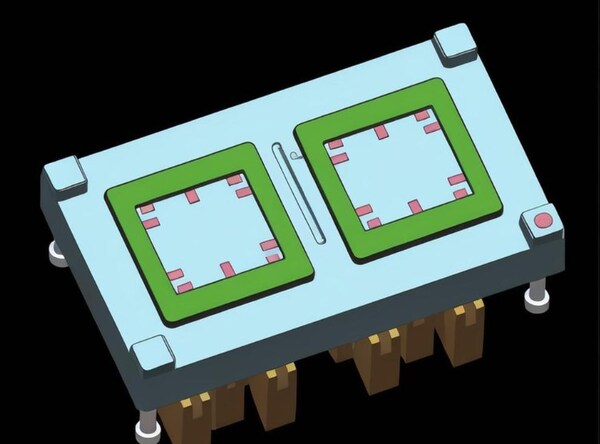
Conceção de peças de molde
As peças do molde podem ser divididas em dois tipos: peças de formação e peças estruturais. As peças de formação são as peças que participam diretamente na formação do espaço da cavidade, tais como o molde côncavo (cavidade), o punção (núcleo), a inserção, a corrediça, etc.
As peças estruturais são as peças utilizadas para instalação, posicionamento, orientação, ejeção e várias acções durante o processo de moldagem, tais como anéis de posicionamento, bocais, parafusos, hastes de tração, ejectores, anéis de vedação, placas de tração de distância fixa, ganchos, etc.
Quando dividimos as pastilhas, consideramos principalmente os seguintes aspectos: sem aço afiado, aço fino, fácil de processar, fácil de ajustar o tamanho e reparar, garantir a resistência das peças moldadas, fácil de montar, sem impacto na aparência e consideração abrangente do arrefecimento (depois de as pastilhas serem feitas, é difícil arrefecer localmente e a situação de arrefecimento deve ser considerada).

Ao conceber peças estruturais, o princípio geral para a disposição dos pinos ejectores e dos canais de arrefecimento é organizar primeiro os pinos ejectores, depois organizar os canais de arrefecimento e, por fim, ajustar os pinos ejectores. No entanto, na produção real, a modificação do molde é frequentemente tida em conta.

Após a conclusão do molde, os canais de arrefecimento não são iniciados imediatamente. Só podem ser abertos depois de o molde ter sido modificado durante um período de tempo de acordo com a situação de modificação.
Disposição da manga do ejetor:
A manga ejectora é geralmente utilizada para a posição da coluna do molde. Além disso, para a posição de osso mais profundo, o pino ejetor é fácil de ser ejectado, e a manga ejectora também pode ser utilizada para adicionar osso para auxiliar a ejeção. Em geral, a espessura da parede da manga de ejeção é >=1mm, e a manga de ejeção e a agulha de ejeção são encomendadas em conjunto aquando da encomenda.

Na conceção estrutural, a altura da coluna não deve ser demasiado elevada, caso contrário a agulha da manga é fácil de dobrar e difícil de ejetar. Para a conceção e seleção de outras peças estruturais, tais como anéis de posicionamento, bocais, parafusos, hastes de tração, anéis de vedação, placas de tração de distância fixa, ganchos, molas, etc., os interessados podem encontrar alguma informação para a compreenderem por si próprios.
Produção de desenhos de moldes
Os desenhos de moldes são documentos importantes que convertem as intenções do projeto em produção de moldes. Geralmente, têm de ser desenhados de acordo com as normas nacionais e também têm de ser combinados com os métodos de desenho habituais de cada fábrica.

Os desenhos de moldes incluem desenhos de estrutura de montagem geral e os seus requisitos técnicos, bem como desenhos de peças de todas as peças, incluindo várias inserções.
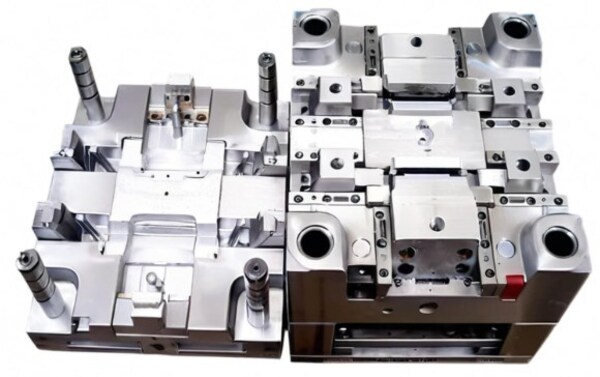
Fabrico de moldes
Programação e remoção de eléctrodos
Uma vez concluído o desenho do molde, é necessário criar programas CNC e decidir se é necessário retirar eléctrodos para EDM com base nas condições de processamento de cada peça.

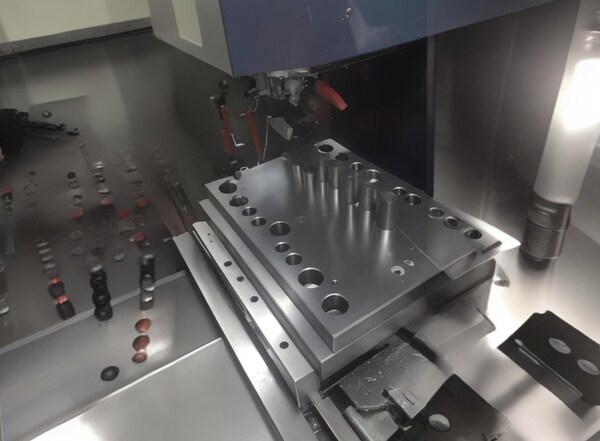
Maquinação
O processamento mecânico do molde inclui processamento CNC, processamento EDM, processamento de corte de fio, processamento de perfuração profunda, etc. Depois de encomendada a base do molde e os materiais, o molde encontra-se apenas num estado de processamento bruto ou apenas em material de aço. Neste momento, uma série de processamentos mecânicos devem ser efectuados de acordo com a intenção do desenho do molde para fazer várias peças.

A maquinação CNC, também conhecida como maquinação por controlo numérico computorizado, é um processo de maquinação que requer várias operações de maquinação, seleção de ferramentas, parâmetros de maquinação e outros requisitos. Os interessados podem encontrar informações relevantes para aprender.

A maquinagem EDM, ou maquinagem por descargas eléctricas, é um processo de maquinagem que utiliza descargas eléctricas para corroer os materiais de modo a atingir a dimensão pretendida, pelo que só pode processar materiais condutores. Os eléctrodos utilizados são geralmente feitos de cobre e grafite.
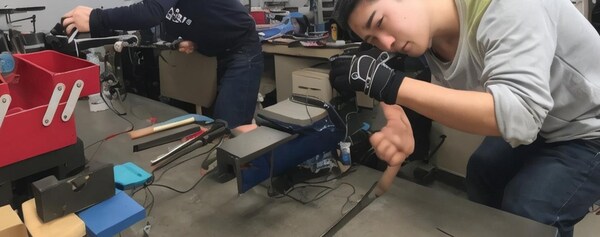
Montagem da bancada
O trabalho de bancada é uma parte muito importante do processo de fabrico de moldes e é um processo que tem de ser realizado ao longo de todo o processo de fabrico de moldes. O trabalho de bancada, a montagem de moldes de encaixe, o torneamento, a fresagem, a retificação e a perfuração são todos especializados.

Poupança e polimento de moldes
A poupança e polimento de moldes é o processo de utilização de lixa, pedra de óleo, pasta de diamante e outras ferramentas e materiais para processar peças de moldes após CNC, EDM e processamento de bancada e antes da montagem do molde.

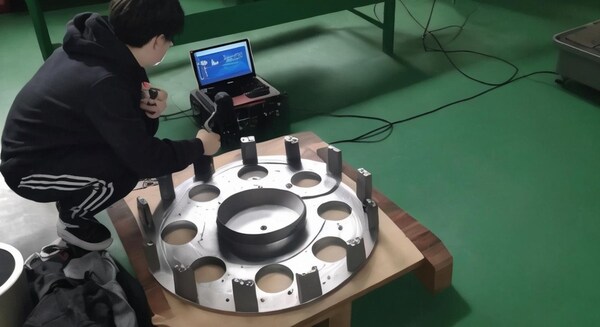
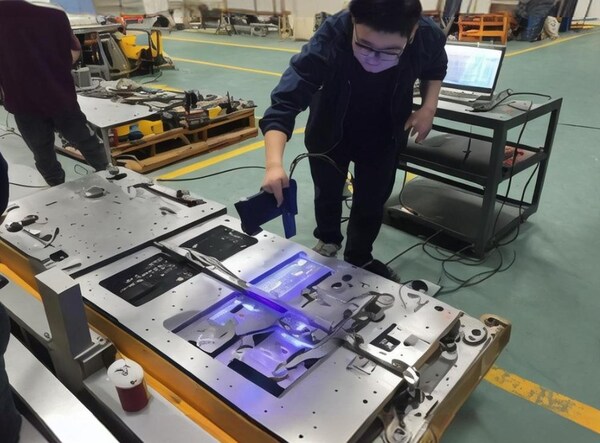
Inspeção de bolores
Um bom molde tem de cumprir as seguintes normas de aceitação .
Qualidade do aspeto
Um bom molde deve ter um aspeto plano e liso, sem riscos, saliências e deformações evidentes. A placa de identificação do molde deve ser clara e completa, com caracteres e números bem organizados, e deve ser fixada no pé do molde perto do modelo e do ângulo de referência. O conteúdo da placa de identificação deve incluir informações importantes como o modelo do molde, informações do fabricante e materiais utilizados.
Racionalidade estrutural
A estrutura do molde deve ser razoável e estável, e todos os componentes devem ser instalados com firmeza e sem folga.
O anel de posicionamento, a manga do portão, a manga ejectora e outros componentes do molde devem cumprir os requisitos do projeto, ser instalados na posição correta e não apresentar danos ou deformações óbvias. Ao mesmo tempo, a superfície de separação do molde deve ser perfeita, e as acções de abertura e fecho devem ser suaves e sem ruído anormal.
Precisão dimensional
A verificação da precisão dimensional do molde é importante para garantir que o produto é exato. Por isso, quando se obtém o molde, é necessário verificar rigorosamente a sua precisão dimensional. As dimensões do modelo do molde e das peças devem cumprir os requisitos do projeto.

A precisão da posição dos orifícios de posicionamento, portões, orifícios ejectores, etc. deve cumprir os requisitos de produção. Além disso, a altura de fecho do molde e o curso máximo de abertura do molde devem cumprir os requisitos do sistema elétrico. moldagem por injeção máquinas.
Detalhes de fabrico
Um bom molde também deve ser refinado nos pormenores de fabrico. Por exemplo, a esfera R da manga da comporta deve ser maior do que a esfera R do bocal da máquina de moldagem por injeção para garantir um fluxo suave do plástico fundido; o diâmetro de entrada da manga da comporta deve ser maior do que o diâmetro da porta de injeção do bocal para evitar a injeção durante a injeção.
Além disso, o sistema de arrefecimento do molde deve ser concebido de forma razoável para garantir um arrefecimento uniforme e reduzir a tensão interna do produto após a moldagem.
Modificação de moldes
Quando o molde é testado, o molde é alterado de acordo com a situação do teste do molde. Além disso, depois de o engenheiro confirmar a peça de plástico, a estrutura da peça de plástico deve ser alterada em conformidade.

Uma vez que o molde foi feito, todas as alterações são mais incómodas e, por vezes, ainda mais difíceis do que refazer. Temos de encontrar a melhor maneira de mudar de acordo com a situação específica.
Redesenhar o molde
Para resolver completamente o problema, é necessário redesenhar o molde. Optimiza-se a estrutura do molde, a superfície de separação, a posição da porta, etc., com base nos problemas do molde original. Também é necessário considerar a seleção dos materiais do molde e otimizar o processo de tratamento térmico para melhorar a vida útil e a durabilidade do molde.

Por exemplo, se a superfície de separação do molde for irregular e causar um enchimento insuficiente da massa fundida, pode redesenhar a superfície de separação para tornar o enchimento da massa fundida mais uniforme.
Modificar os parâmetros do molde
A alteração dos parâmetros do molde é um método relativamente simples e rápido de modificação do molde. Ao ajustar parâmetros como o tamanho do molde, a precisão e a rugosidade da superfície, a qualidade e a eficiência da produção do produto podem ser melhoradas.

Desta forma, consegue-se uma produção em massa e de grande volume. Por exemplo, ao ajustar o tamanho e a posição da porta, o processo de enchimento por fusão pode ser optimizado e a qualidade do produto pode ser melhorada; ao reduzir a rugosidade da superfície do molde, o resíduo do produto pode ser reduzido e a eficiência da produção pode ser melhorada.
Substituir os acessórios do molde
A substituição dos acessórios do molde é uma forma popular e relativamente barata de modificar os moldes. Para as peças do molde que são propensas ao desgaste e à falha, como a cavidade, o núcleo, a manga da porta, etc., pode optar por substituí-las por materiais ou tratamentos de superfície que sejam mais resistentes ao desgaste e à corrosão.

Também pode escolher componentes de molde mais avançados com base nas suas necessidades reais de produção para melhorar a eficiência da produção e a qualidade do produto. Por exemplo, a substituição da cavidade de desgaste fácil por materiais altamente resistentes ao desgaste pode aumentar efetivamente a vida útil do molde.
Reparação de moldes
Reparação de soldadura por arco de árgon
O arco que arde entre o fio que continua a ser alimentado e a coisa que se está a soldar é o que se utiliza para o aquecer, e o gás que sai do bocal da tocha de soldadura é o que protege o arco para que se possa soldar.

Atualmente, a soldadura TIG é a forma mais comum de o fazer e pode ser utilizada na maioria dos grandes metais, como o aço normal e o aço de fantasia. A soldadura MIG é boa para o aço inoxidável, o alumínio, o magnésio, o cobre, o titânio, o zircónio e as ligas de níquel.
É muito barato, por isso as pessoas utilizam-no muito para fixar moldes, mas tem alguns problemas, como o facto de criar uma grande zona afetada pelo calor e grandes soldaduras. As pessoas estão a começar a utilizar lasers para fixar moldes em vez de soldadura MIG porque é mais preciso.

Reparação de chapeamento de escovas
A tecnologia de revestimento com pincel utiliza uma fonte de alimentação CC especial. O pólo positivo da fonte de alimentação é ligado à caneta de revestimento como ânodo durante o revestimento com pincel; o pólo negativo da fonte de alimentação é ligado à peça de trabalho como cátodo durante o revestimento com pincel.
A caneta de revestimento utiliza normalmente blocos de grafite fina de elevada pureza como materiais anódicos. Os blocos de grafite são envolvidos em algodão e em mangas de algodão de poliéster resistentes ao desgaste. Quando se está a trabalhar, ajusta-se o componente da fonte de alimentação para uma tensão adequada.
De seguida, enche-se a caneta de galvanização com líquido de galvanização. Desloca-se a caneta de galvanização para a frente e para trás sobre a superfície da peça reparada a uma determinada velocidade relativa. Mantém-se uma certa pressão até se formar uma camada de deposição de metal uniforme e ideal.
Quando a caneta de galvanização toca na superfície da peça reparada, os iões metálicos no líquido de galvanização deslocam-se para a superfície da peça devido à força do campo elétrico. Recebem electrões na superfície e transformam-se em átomos de metal. Estes átomos metálicos depositam-se e cristalizam para formar uma camada de revestimento. É assim que se obtém a camada de deposição uniforme que se pretende na superfície de trabalho da cavidade do molde de plástico reparado.
Reparação de superfícies a laser
A soldadura a laser é um método de soldadura que utiliza um feixe de laser focado por um fluxo de fotões monocromáticos coerentes de alta potência como fonte de calor. Este método de soldadura tem normalmente a soldadura a laser de potência contínua e a soldadura a laser de potência pulsada.
A vantagem da soldadura a laser é que não precisa de ser realizada no vácuo, mas a desvantagem é que a sua penetração não é tão forte como a da soldadura por feixe de electrões.

A soldadura a laser pode efetuar um controlo preciso da energia, pelo que pode realizar a soldadura de dispositivos de precisão. Pode ser aplicado a muitos metais, especialmente para resolver a soldadura de alguns metais difíceis de soldar e metais dissimilares. Tem sido amplamente utilizado na reparação de moldes.
Manutenção de moldes
Assegurar que o ambiente de utilização do molde é seco e evitar a humidade
Se o ambiente for húmido, a superfície do molde é propensa à ferrugem, o que afectará a qualidade da superfície e a vida útil do molde. Portanto, ao armazenar o molde, escolha um local seco e ventilado e use materiais à prova de umidade para proteção.

Limpar regularmente a superfície do molde
Quando se utiliza o molde, este fica coberto de tinta, óleo e outras coisas, o que afecta o seu efeito de utilização. Por isso, a superfície do molde deve ser limpa regularmente com um detergente para garantir que a sua superfície é lisa e evitar defeitos que afectem a qualidade.

Utilizar o molde corretamente
O molde foi concebido e fabricado em determinadas condições de utilização, pelo que se deve prestar especial atenção à sua utilização, evitar o uso de quantidades excessivas durante o funcionamento e cumprir os procedimentos de funcionamento para garantir que o molde não seja danificado ou tenha problemas de qualidade durante a utilização a longo prazo.

Lubrificação e manutenção frequentes
O molde necessita da cooperação das partes móveis durante a utilização, pelo que as partes móveis do molde devem ser lubrificadas frequentemente para evitar que fiquem presas ou encravadas devido ao desgaste durante o funcionamento.
Prestar atenção ao método de armazenamento
Quando se guarda o molde durante muito tempo, não se quer que ele fique todo estragado. Por isso, quando o guardar, tem de o colocar numa superfície plana e apoiá-lo com algo para que não fique todo torto enquanto não o estiver a utilizar.

Conclusão
Os moldes de injeção de plástico são muito importantes na indústria atual. Se quiser que o seu produto final seja bom, precisa de um bom molde. Tem de se certificar de que a conceção do molde é boa, que o fabrico do molde é bom e que cuida do seu molde.
Tem de se certificar de que faz um bom trabalho com o seu cliente, com o projeto do molde, com o fabrico do molde, com o ensaio do molde, com a modificação do molde e com a manutenção do molde. Se não fizer um bom trabalho com todas estas coisas, o seu molde não será bom. Por isso, é necessário continuar a trabalhar na sua tecnologia e no seu processo para garantir que consegue fazer bons moldes.







