 Saltar para o conteúdo
Saltar para o conteúdo 
Soluções em aço para moldes de polimento de precisão
Melhore o desempenho do molde de injeção com as soluções de polimento de precisão ZetarMold. Descubra técnicas especializadas para obter acabamentos superiores em aço para moldes!
Recursos para soluções de polimento de precisão em aço para moldes de injeção
O que é o polimento de precisão para aço de moldes de injeção?
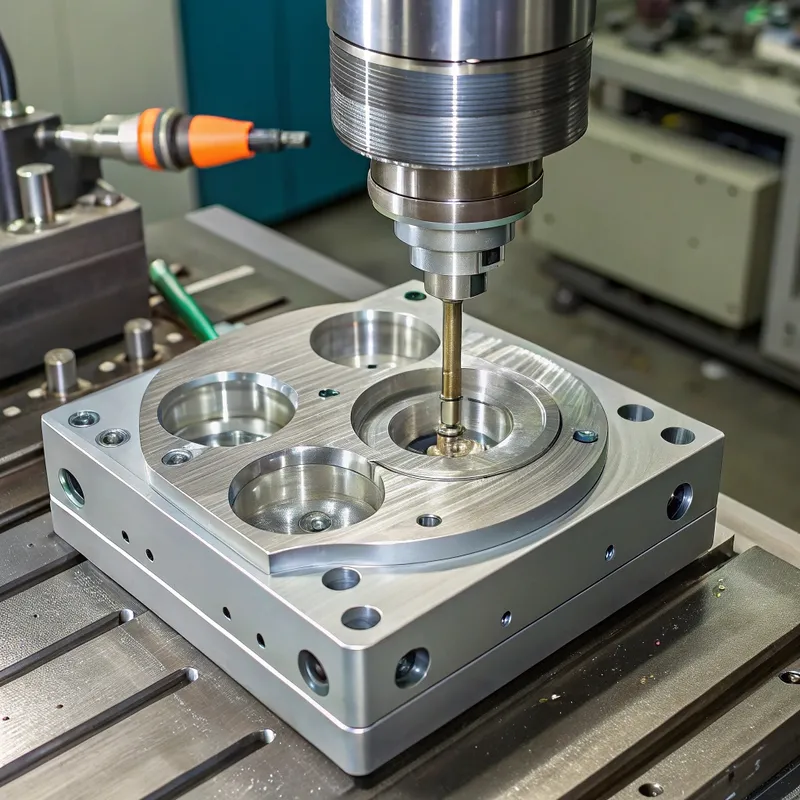
O polimento de precisão para moldes de injeção de aço refere-se a uma série de operações meticulosas de acabamento de superfícies mecânicas e/ou químico-mecânicas realizadas na cavidade, núcleo e outras superfícies funcionais de um molde de injeção feito de aço para ferramentas. O objetivo principal é obter uma textura de superfície específica e altamente refinada, normalmente um acabamento espelhado ou uma superfície mate ou texturada controlada com precisão, conforme ditado pelos requisitos do produto final.
Nome técnico completo: Acabamento de superfície de precisão de aços para ferramentas de moldes de injeção.
Pseudónimos comuns: Polimento de moldes, polimento de ferramentas, polimento de cavidades, acabamento espelhado (para alto brilho).
1. Princípios fundamentais:
① Remoção progressiva de material: O polimento envolve a remoção sequencial de camadas microscópicas de aço utilizando abrasivos progressivamente mais finos. Cada passo remove os riscos e as imperfeições da superfície deixados pelo passo anterior, mais grosseiro.
② Integridade da superfície: O processo visa melhorar a integridade da superfície do aço, removendo marcas de maquinagem, camadas refundidas por EDM e outros defeitos, conduzindo a uma superfície homogénea e lisa.
③ Precisão dimensional: Enquanto o material é removido, o polimento de precisão deve manter as dimensões críticas e as tolerâncias geométricas do molde.
④ Atingir o acabamento especificado: O objetivo final é cumprir um padrão de acabamento de superfície predefinido, como os estabelecidos pela Society of the Plastics Industry (SPI), ou especificações personalizadas.
2. Conceitos básicos:
① Aço para moldes: Os aços-ferramenta especializados (por exemplo, P20, H13, S7, 420SS) são utilizados para moldes de injeção devido à sua dureza, tenacidade, resistência ao desgaste e capacidade de polimento. A escolha do aço tem um impacto significativo no nível de polimento possível e no esforço necessário.
② Rugosidade da superfície (Ra, Rz): Medidas quantificáveis da textura da superfície. Ra (Roughness Average) é a média aritmética dos valores absolutos dos desvios da altura do perfil em relação à linha média. Valores Ra mais baixos indicam superfícies mais suaves.
③ Unidades de brilho (GU): Uma medida da reflexão especular (brilho) de uma superfície.
④ Abrasivos: Materiais como compostos de diamante, óxido de alumínio, carboneto de silício e pedras de lapidação especializadas são utilizados em vários tamanhos de grão.
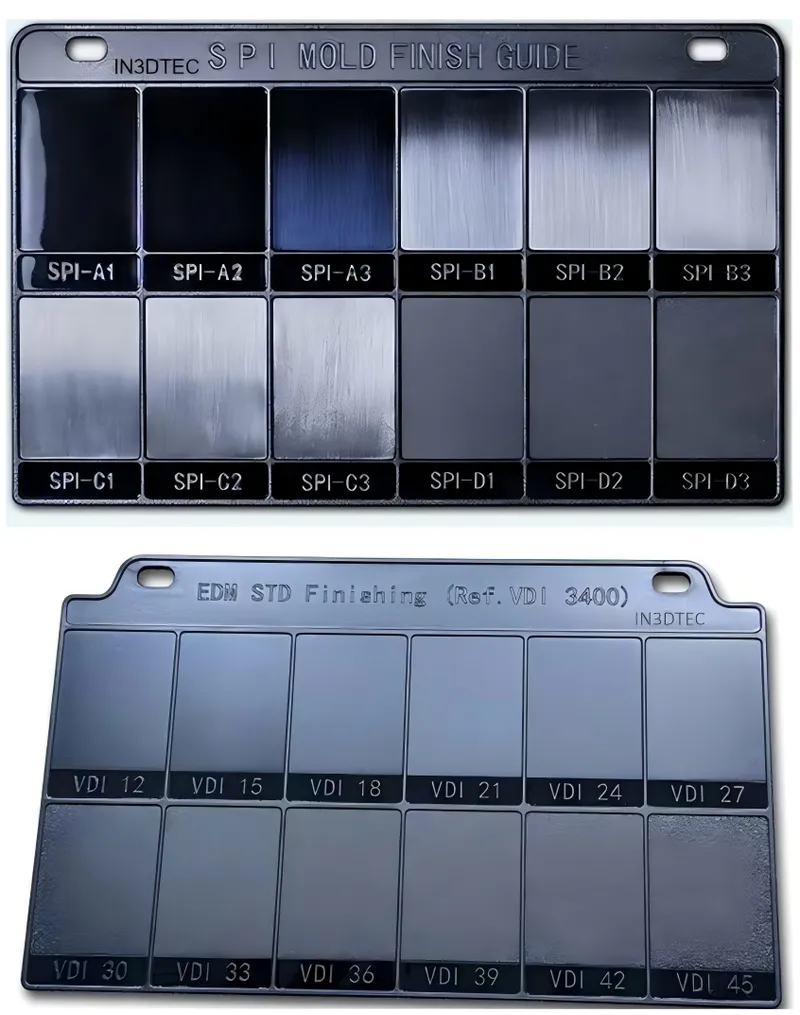
⑤ Normas de acabamento SPI: Diretrizes aceites pela indústria (A-1 a D-3) que classificam os acabamentos da superfície do molde desde o espelho de alto brilho até ao mate/jateado.

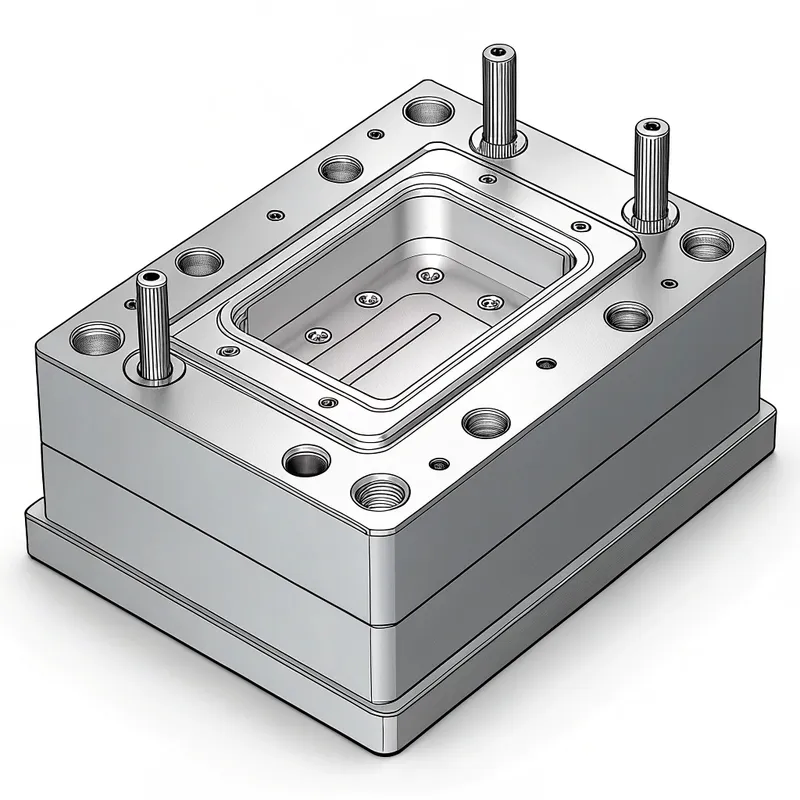
O papel crucial do polimento no sucesso da moldagem por injeção
O polimento de precisão não se limita a tornar o molde brilhante; desempenha um papel multifacetado:
1. Parte Estética:
O acabamento da superfície do molde é diretamente replicado na peça de plástico. Um molde de alto brilho produz uma peça de alto brilho, essencial para a eletrónica de consumo, interiores de automóveis e embalagens de qualidade superior.
2. Libertação da peça (ejeção):
Superfícies de molde mais suaves reduzem o atrito, facilitando a ejeção da peça de plástico. Isto pode diminuir os tempos de ciclo, reduzir o stress da peça e minimizar a necessidade de agentes de libertação do molde.
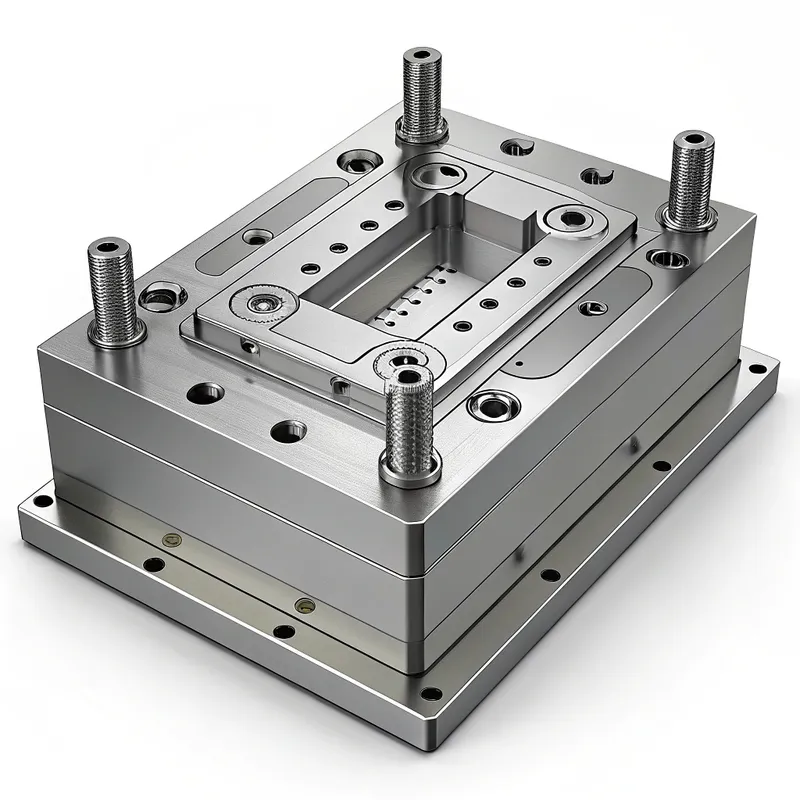
3. Durabilidade e vida útil do molde:
Uma superfície bem polida é frequentemente mais resistente à corrosão e ao desgaste, especialmente se as tensões residuais da maquinagem forem removidas. Pode também evitar a incrustação prematura de resíduos de plástico.
4. Clareza ótica:
Para peças transparentes, como lentes ou tubos de luz, é essencial um polimento de qualidade excecional (SPI A-1 ou superior) para obter clareza ótica e evitar a dispersão da luz.
5. Caraterísticas do fluxo:
Uma superfície altamente polida pode influenciar o fluxo de plástico fundido dentro da cavidade do molde, embora este seja frequentemente um efeito secundário em comparação com o design da porta e a temperatura de fusão.
6. Limpeza e manutenção:
As superfícies mais lisas são mais fáceis de limpar e menos propensas à acumulação de material.

Classificações e tipos de polimentos de moldes
Os vernizes para moldes podem ser classificados com base em vários critérios:
1. Com base no acabamento de superfície obtido (por exemplo, normas SPI):
- SPI A-1 (Grau #3 Diamante Buff): O mais alto brilho, semelhante a um espelho, opticamente claro. Obtido com polimento de diamante de 0-1 mícron. (por exemplo, para lentes, reflectores topo de gama).
- SPI A-2 (Grau #6 Diamante Buff): Alto brilho, espelho fino. Obtido com um polimento de diamante de 2-3 microns. (por exemplo, para peças de cosmética de alta qualidade).
- SPI A-3 (Grau #15 Diamante): Brilho médio, reflexo fino. Obtido com um polimento de diamante de 3-5 microns.
- SPI B-1 (papel de 600 grãos): Semi-brilho, cetim fino. Sem riscos visíveis.
- SPI B-2 (papel de 400 grãos): Semi-brilho, acetinado médio.
- SPI B-3 (papel de 320 grãos): Semi-brilho, acetinado grosseiro.
- SPI C-1 (pedra de 600 grãos): Acabamento mate, pedra fina.
- SPI C-2 (pedra de 400 grãos): Acabamento mate, pedra média.
- SPI C-3 (pedra de 320 grãos): Acabamento mate, pedra grossa.
- SPI D-1 (grânulos de vidro #11 com jato seco): Mate opaco, jato fino.
- SPI D-2 (óxido #240 de jato seco): Fosco baço, com uma explosão média.
- SPI D-3 (jato seco de óxido #24): Mate baço, jato grosseiro.
- (Nota: Existem também outras normas, como a VDI (alemã), nomeadamente para superfícies texturadas).
2. Com base no método de polimento:
- Polimento manual: Técnicos altamente qualificados utilizam ferramentas manuais (pedras, varas de lapidação, bobs de feltro, panos) com compostos abrasivos. Oferece precisão e controlo para geometrias complexas.
- Polimento assistido por máquina: Utiliza ferramentas eléctricas como polidoras rotativas, polidoras ultra-sónicas ou máquinas de lapidação para acelerar o processo, especialmente para superfícies maiores ou mais simples. Frequentemente combinado com retoques manuais.
- Polimento automatizado (Robótico): Emergente para tarefas de polimento de grande volume ou repetitivas, mas ainda enfrenta desafios com superfícies 3D complexas.
3. Com base no objetivo/aplicação:
- Polimento ótico: Nitidez extrema, defeitos mínimos (SPI A-1 ou especificações personalizadas para peças ópticas).
- Verniz cosmético de alto brilho: Para produtos de consumo visualmente apelativos (normalmente SPI A-2 a B-1).
- Polaco funcional: Destinam-se a melhorar a resistência à libertação ou ao desgaste e podem não exigir um brilho elevado (por exemplo, graus SPI B ou C).
- Polimento de pré-tratamento: Um acabamento liso específico (por exemplo, SPI C-1) necessário antes da aplicação de gravura química ou texturização a laser.
- Acabamento mate/acetinado: Intencionalmente não refletor, frequentemente obtido com abrasivos finos ou granalhagem.
Principais indústrias e aplicações que exigem polimento de precisão
Várias indústrias dependem fortemente de moldes polidos com precisão:
1. Automóvel:
Lentes de faróis, coberturas de luzes traseiras, componentes de acabamento interior (painel de instrumentos, consolas com acabamentos de alto brilho), peças cromadas semelhantes.
2. Eletrónica de consumo:
Caixas para smartphones, computadores portáteis, televisores, electrodomésticos que exigem superfícies elegantes e de alto brilho.
3. Dispositivos médicos:
Componentes opticamente transparentes (cuvetes, produtos descartáveis para diagnóstico), caixas para equipamento médico, dispositivos implantáveis (em que a suavidade da superfície é fundamental para a biocompatibilidade).
4. Ótica e fotónica:
Lentes, prismas, guias de luz, fibras ópticas em que o SPI A-1 ou mesmo os superacabamentos personalizados são obrigatórios.
5. Embalagem:
Recipientes para cosméticos de alta qualidade, embalagens transparentes para alimentos, tampas e fechos com acabamentos de primeira qualidade.
6. Aeroespacial:
Componentes interiores, coberturas transparentes, componentes que exigem uma elevada resistência à fadiga.
7. Brinquedos:
Brinquedos de plástico de alto brilho e visualmente atractivos.
Vantagens de investir no polimento de moldes de alta qualidade
Os benefícios vão muito para além da estética:
1. Qualidade superior das peças:
A replicação direta da superfície do molde garante peças de plástico perfeitas e sem defeitos.
2. Maior atratividade do produto:
As superfícies de alto brilho ou com uma textura perfeita melhoram significativamente o valor percepcionado e a comercialização dos produtos.
3. Melhoria da libertação do molde:
O atrito reduzido permite que as peças sejam ejectadas facilmente, minimizando a tensão na peça e no molde e reduzindo potencialmente os tempos de ciclo.
4. Redução das taxas de sucata:
Menos defeitos como marcas de arrastamento, linhas de fluxo ou imperfeições de superfície em peças moldadas.
5. Aumento do tempo de vida do molde:
Uma superfície corretamente polida pode ser mais resistente ao desgaste, à corrosão e à acumulação de resíduos, prolongando a vida operacional da ferramenta.
6. Custos de manutenção mais baixos:
Os moldes mais fáceis de limpar reduzem o tempo de inatividade e o esforço de manutenção.
7. Consistência na produção:
Garante a consistência do acabamento superficial peça a peça em longas séries de produção.
8. Ativa os desenhos avançados:
Permite a moldagem de peças opticamente claras ou de pormenores intrincados que seriam impossíveis com moldes mal acabados.

Potenciais desvantagens e desafios do polimento de precisão
Embora altamente benéfico, o polimento de precisão também apresenta desafios:
1. Custo:
Trata-se de um processo de mão de obra intensiva e dependente de competências, que aumenta significativamente o custo de fabrico do molde, especialmente para acabamentos de nível A do SPI mais elevado.
2. Prazo de entrega:
O polimento, especialmente de acordo com padrões elevados, pode acrescentar um tempo considerável ao calendário de entrega do molde.
3. Risco de polimento excessivo ou de erros:
As técnicas incorrectas podem levar a imprecisões dimensionais (por exemplo, arestas arredondadas, superfícies abauladas), geometria alterada ou efeitos de "casca de laranja".
4. Dependência de competências:
A obtenção de acabamentos de alta qualidade requer polidores altamente experientes e qualificados. Há uma escassez de tais competências.
5. Limitações materiais:
Nem todos os aços para moldes polem igualmente bem. Alguns aços são inerentemente mais difíceis de polir até um alto brilho devido à sua microestrutura (por exemplo, carbonetos grandes, inclusões).
6. Manutenção de arestas/detalhes afiados:
É um desafio conseguir um polimento elevado preservando na perfeição os cantos afiados ou os pormenores intrincados sem técnicas especializadas.
7. Subjetividade:
Embora existam normas como o SPI, ainda pode haver alguma subjetividade na avaliação da qualidade do polimento, especialmente nos níveis mais elevados.
Guia especializado para o polimento de moldes de precisão
Obtenha peças de qualidade superior com o nosso guia especializado para polir com precisão o aço para moldes de injeção.
Recursos para soluções de polimento de precisão em aço para moldes de injeção
Comparação da polibilidade do aço para moldes: Um fator-chave
A escolha do aço para moldes tem um impacto profundo na facilidade e na qualidade do polimento:
1. Aços com elevado grau de polimento (por exemplo, aço inoxidável 420, Stavax ESR, S136, NAK80): Estes aços são especificamente concebidos ou processados (por exemplo, Electro-Slag Remelting - ESR) para uma elevada pureza, microestrutura fina e dureza uniforme, o que os torna ideais para acabamentos SPI A-1 e aplicações ópticas. O NAK80 é um aço de endurecimento por precipitação conhecido pela sua excelente capacidade de polimento e por não necessitar de tratamento térmico pós-soldadura.
2. Aços de boa polibilidade (por exemplo, H13, P20 modificado, S7): Aços de trabalho comuns. O H13, quando corretamente tratado termicamente, pode obter bons acabamentos SPI A-2/A-3. O P20 é normalmente utilizado para acabamentos B ou C, mas as qualidades modificadas podem atingir valores mais elevados. O S7 é resistente e pode ser bem polido.
3. Aços de polimento moderado/difícil (por exemplo, P20 normalizado, alguns aços para ferramentas com carbonetos grandes ou de pureza inferior): Pode ser limitado aos acabamentos SPI B ou C. A obtenção de um brilho elevado pode ser muito difícil e demorada.
Factores do aço que afectam a polibilidade:
① Limpeza: Menos inclusões (sulfuretos, óxidos, silicatos) significam menos buracos e defeitos durante o polimento. Os processos ESR ou VAR (Vacuum Arc Remelting) melhoram a limpeza.
② Homogeneidade e microestrutura: Uma estrutura de grão fina e uniforme e pequenos carbonetos bem distribuídos são cruciais. Os carbonetos grandes e não uniformemente distribuídos podem "sair" durante o polimento, deixando buracos.
③ Dureza: Geralmente, os aços mais duros (dentro da sua gama de trabalho) polem melhor para obter um brilho mais elevado, mas também exigem mais esforço. Uma dureza consistente é vital.
④ Resposta ao tratamento térmico: O tratamento térmico adequado é fundamental para atingir a dureza e a microestrutura desejadas para um polimento ótimo.
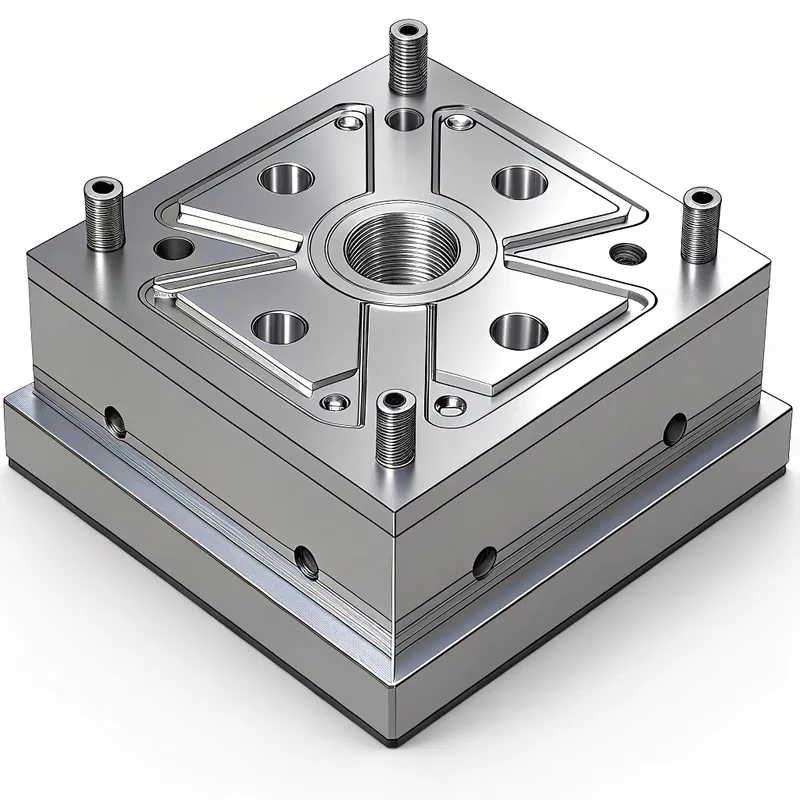
Principais caraterísticas de uma superfície de molde polida com precisão
Uma superfície polida de alta qualidade é definida por várias caraterísticas mensuráveis e observáveis:
1. Baixa rugosidade da superfície (Ra, Rz, Sa):
Normalmente, o SPI A-1 pode exigir Ra < 0,005 µm (ou 5 nm). A Sa (rugosidade média areal) está a tornar-se mais comum nas superfícies 3D.
2. Alto brilho / Refletividade:
Medido em unidades de brilho (GU) utilizando um medidor de brilho. Os valores dependem do ângulo de medição (por exemplo, 20°, 60°, 85°).
3. Ausência de defeitos:
Sem riscos visíveis, buracos, "casca de laranja", ondulação, nebulosidade, cometas, manchas ou marcas de polimento sob a ampliação especificada.
4. Clareza / ausência de neblina:
Para os vernizes ópticos, é essencial uma elevada transmissão de luz e uma dispersão mínima.
5. Nitidez dos pormenores:
Preservação de pormenores finos e arestas vivas de acordo com o desenho do molde.
6. Uniformidade:
Acabamento consistente em toda a superfície polida, incluindo geometrias complexas.
7. Direccionalidade (Lay):
Para alguns acabamentos (por exemplo, escovado), é desejado um padrão direcional específico. Para os polimentos espelhados, não deve ser visível qualquer camada.
O processo principal: Passo a passo para um acabamento impecável
A obtenção de um polimento de precisão é um processo meticuloso e de várias fases:
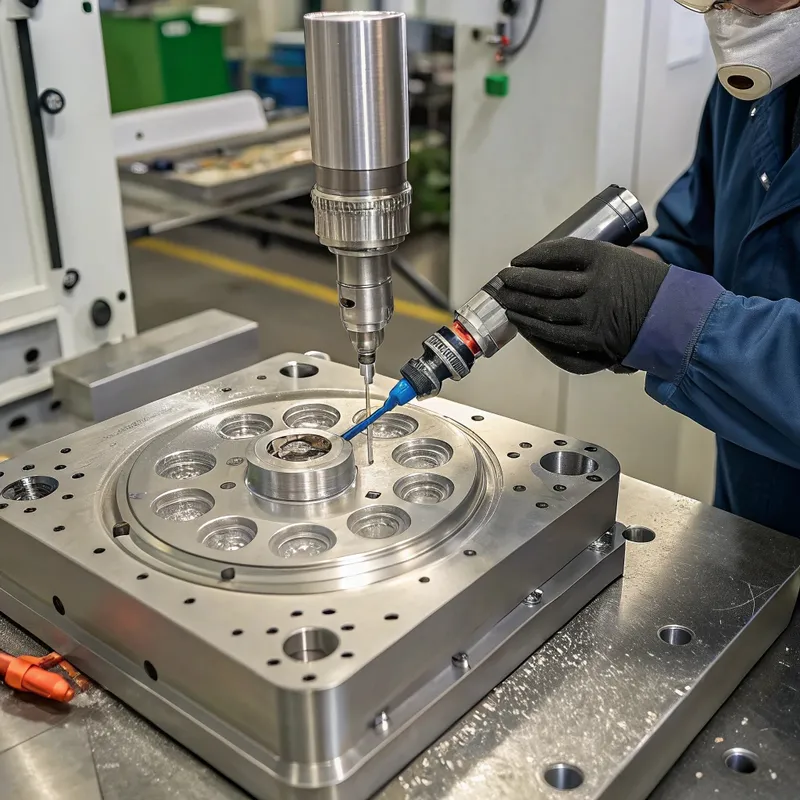
1. Preparação e inspeção pré-usinagem:
- Assegurar que a superfície do molde é corretamente maquinada (fresada, retificada ou EDM) com o mínimo de danos na subsuperfície.
- Remover completamente qualquer camada de refundido EDM (camada dura e quebradiça), normalmente por lapidação ou fresagem ligeira. Isto é crucial, uma vez que a camada refundida não polirá bem e pode lascar.
- Verificar se existem marcas de maquinagem profundas, cortes ou defeitos que devam ser removidos antes de iniciar o polimento.
- Verificar o tipo e a dureza do aço.
2. Lapidação / moagem grosseira (fase abrasiva grosseira):
- Objetivo: Remover as marcas de maquinagem, refundir por EDM e estabelecer a planicidade/geometria inicial.
- Ferramentas e abrasivos: Pedras abrasivas de grão grosso (por exemplo, óxido de alumínio ou carboneto de silício com grão 120-320), ferramentas de retificação.
- Técnica: Trabalhar num padrão consistente, frequentemente cruzado, assegurando que todas as marcas anteriores são removidas. Utilizar um lubrificante/refrigerante adequado.
3. Lapidação / Lapidação de semi-acabamento (fase de abrasão média):
- Objetivo: Remover os riscos da fase de lapidação grosseira e refinar ainda mais a superfície.
- Ferramentas e abrasivos: Pedras de grão médio (por exemplo, grão 400-800), papéis/panos abrasivos montados em varas de lapidação, limas de diamante.
- Técnica: Continuar com grãos progressivamente mais finos, mudando a direção de polimento em cada mudança de grão para assegurar que as marcas anteriores são totalmente removidas. Uma limpeza meticulosa entre as fases de lixagem é vital para evitar a transferência de partículas mais grosseiras.
4. Acabamento fino / Pré-polimento (fase abrasiva fina):
- Objetivo: Preparar a superfície para o polimento final do espelho, removendo todos os riscos visíveis das fases anteriores.
- Ferramentas e abrasivos: Pedras de grão fino (p. ex., grão 1000-1200), papéis abrasivos muito finos (p. ex., até grão 2000-5000), compostos diamantados finos (p. ex., 45 a 15 mícrones) aplicados com varas de lapidação (madeira, latão, ferro fundido) ou bobs de feltro duro.
- Técnica: A limpeza extrema é fundamental. A direção do polimento é fundamental.
5. Polimento / polimento de espelhos (fase de polimento de diamantes):
- Objetivo: Atingir o nível de brilho final desejado (por exemplo, SPI A-1, A-2, A-3).
- Ferramentas e abrasivos: Compostos/pasta de diamante (por exemplo, de 15 mícrones até 0,25 mícrones ou mais finos), aplicados com bobs de feltro, algodão, lâminas de madeira macia ou panos de polimento especializados. São utilizadas ferramentas rotativas, polidores ultra-sónicos ou métodos manuais.
- Técnica: Pressão ligeira, padrões de movimento específicos. Cada grão de diamante deve remover completamente as marcas do diamante anterior, mais grosso. O meio de polimento (feltro, madeira) deve ser mais macio do que o aço para evitar a incorporação de abrasivos.
6. Limpeza e inspeção finais:
- Limpar bem a superfície do molde para remover todos os resíduos de polimento.
- Inspecionar sob iluminação adequada (por exemplo, difusa, direcional) e ampliação para verificar se o acabamento cumpre as especificações (norma SPI, amostras visuais, leituras do medidor de brilho).

Considerações fundamentais nas operações de polimento de moldes de precisão
São vários os factores que influenciam o resultado do polimento:
1. Seleção e qualidade do aço para moldes:
Como já foi referido, os aços mais limpos, mais homogéneos e com microestruturas finas polem melhor.
2. Tratamento térmico:
É fundamental um tratamento térmico adequado e uniforme para obter a dureza correta. Pontos moles ou dureza inconsistente resultarão num polimento desigual. O alívio de tensões após a maquinagem de desbaste também pode ser benéfico.
3. Estado da superfície antes do polimento:
A qualidade da superfície inicial maquinada ou EDM tem um impacto significativo no esforço e tempo necessários para o polimento. É preferível um bom acabamento EDM com um mínimo de camada refundida.
4. Seleção e sequência de abrasivos:
É fundamental utilizar a sequência correta de tipos de abrasivos e tamanhos de grão. Saltar grãos leva a riscos mais profundos que são difíceis de remover.
5. Lubrificação/refrigerantes:
Os lubrificantes adequados (por exemplo, aguarrás mineral, óleos de polimento especializados) ajudam a transportar as limalhas, evitam o carregamento de abrasivos e arrefecem a superfície.
6. Ferramentas e suportes de polimento:
A escolha das varas de polir (madeira, latão, aço, feltro duro), dos rolos e das ferramentas eléctricas (rotativas, recíprocas, ultra-sónicas) depende da geometria e da fase de polimento.
7. Competências e experiência do técnico:
Este é, sem dúvida, o fator mais crítico, especialmente para o polimento manual de formas complexas com elevados níveis de SPI A. Requer paciência, um olhar atento e um "tato" para o processo.
8. Limpeza e controlo da contaminação:
Uma partícula de grão mais grosso transportada para uma fase mais fina pode arruinar horas de trabalho. Ferramentas dedicadas e uma limpeza imaculada são essenciais.
9. Pressão e velocidade:
É crucial aplicar a pressão e a velocidade corretas da ferramenta. Uma pressão ou velocidade excessiva pode gerar calor, causar "casca de laranja" ou arrancar carbonetos.
10. Direção de polimento:
Alterar a direção de polimento (por exemplo, 45-90 graus) entre as fases de grão ajuda a identificar e remover eficazmente os padrões de riscos anteriores.
11. Preservação de bordas e detalhes:
É necessário um cuidado especial para evitar o arredondamento de arestas vivas ou a eliminação de pormenores finos. Técnicas como a utilização de materiais de lapidação mais duros perto das arestas ou a utilização de máscaras podem ajudar.
Escolher o aço de molde certo para uma polibilidade óptima
1. Para o SPI A-1 (qualidade ótica/lente):
- Aço inoxidável 420 (ESR/VAR): Excelente escolha, resistente à corrosão.
- S136 / Stavax ESR: Aço inoxidável de qualidade superior, com um grau de pureza muito elevado.
- NAK80: Endurecimento por precipitação, muito boa polibilidade, boa soldabilidade sem reendurecimento.
- HPM38 (equivalente a S136): Outra opção inoxidável de alta qualidade.
2. Para SPI A-2 / A-3 (Cosmética de alto brilho):
- H13 (ESR/VAR): Bom se estiver perfeitamente tratado termicamente e limpo.
- Classes P20 modificadas: Alguns aços proprietários do tipo P20 oferecem uma melhor polibilidade.
3. Para os acabamentos SPI B (semi-brilhante):
- P20 (pré-endurecido): Escolha padrão, económica.
- H13, S7: Também adequado.
4. Para os acabamentos SPI C e D (mate/texturizado):
- A maioria dos aços para ferramentas pode obter estes acabamentos, uma vez que a superfície final é frequentemente apedrejada ou jacteada em vez de altamente polida. A tónica é colocada mais na durabilidade e na maquinabilidade.
Defeitos comuns de polimento de moldes: Causas e soluções
| Defeito | Descrição | Causas comuns | Soluções |
|---|---|---|---|
| Arranhões | Linhas ou ranhuras na superfície. | Contaminação dos grãos grossos, saltos de grãos, ferramentas de polimento danificadas, pressão incorrecta, passo anterior insuficiente. | Polir de novo a partir de um grão suficientemente fino para remover o risco, mas suficientemente grosseiro para ser eficaz. Melhorar a limpeza. Verificar as ferramentas. Assegurar que a etapa anterior foi concluída. |
| Poços / buracos | Pequenas reentrâncias ou buracos na superfície. | Inclusões no aço, carbonetos arrancados, corrosão, buracos de arco EDM não totalmente removidos. | Utilizar um aço mais limpo (ESR/VAR). Pressão de polimento mais ligeira. Assegurar a remoção total da refundação EDM. Por vezes, os buracos são inerentes à qualidade do aço. |
| Casca de laranja | Textura ondulada e com covinhas que lembra a casca de uma laranja. | Pressão/velocidade excessiva com ferramentas rotativas, discos de polimento macios em aço macio, sobreaquecimento da superfície, tratamento térmico deficiente. | Utilizar uma pressão mais leve, velocidades mais lentas, discos de polimento mais duros ou varas de polimento. Assegurar a dureza adequada do aço e o alívio de tensões. Líquido de arrefecimento. |
| Névoa / Turvação | Aspeto leitoso ou turvo, falta de clareza nos acabamentos espelhados. | Riscos finos não totalmente removidos, resíduos de compostos de polimento, limpeza inadequada, humidade. | Re-polir cuidadosamente com as últimas fases de diamante. Limpeza completa com solventes adequados. Assegurar que a superfície está seca. |
| Caudas de cometas | Um risco com uma "cauda" de riscos mais finos ou de material perturbado. | Uma partícula abrasiva de maiores dimensões é arrastada pela superfície, incrustando-se e quebrando-se de seguida. | Melhorar rigorosamente a limpeza. Filtrar os lubrificantes. Repolir a zona afetada. |
| Bordos laminados | Cantos ou arestas arredondados onde se pretendia nitidez. | Pressão excessiva perto das arestas, ferramentas de lapidação macias, movimento de polimento sobre a aresta. | Utilizar ferramentas de lapidação mais duras perto das arestas, mascarar as arestas, polir longe das arestas ou paralelamente a elas. Reduzir a pressão. |
| Ondulação / Ondulações | Superfície ondulada e irregular. | Lapidação irregular, utilização incorrecta de ferramentas eléctricas, instalação de ferramentas não rígidas, tentativa de remoção demasiado rápida de material. | Assegurar uma lapidação plana com ferramentas adequadas. Utilizar configurações rígidas. Remover o material gradualmente. Habilidade e técnica consistente. |
| Marcas de polimento / redemoinhos | Riscos finos circulares ou em forma de arco resultantes do polimento final. | Demasiada pressão durante o polimento, polimento contaminado, composto de polimento incorreto, velocidade demasiado rápida. | Pressão mais leve, polidores limpos/novos, composto correto, velocidade mais lenta. Passagem final à mão, se necessário. |

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics
Soluções de otimização fornecidas De graça
- Fornecer feedback de design e soluções de otimização
- Otimizar a estrutura e reduzir os custos do molde
- Fale diretamente com os engenheiros, um a um

