 Saltar para o conteúdo
Saltar para o conteúdo 

Introdução: O ângulo de inclinação de um molde é muito importante quando se trata de conceber um molde de injeção. É ele que decide a dificuldade de retirar o produto do molde. Se tiver um bom ângulo de inclinação, pode retirar o produto do molde sem qualquer problema.
Se não tiver um bom ângulo de inclinação, pode danificar o produto ou deixá-lo preso no molde. Este artigo vai dizer-lhe o que precisa de saber sobre o ângulo de inclinação de um molde.
Qual é a definição de ângulo de inclinação?
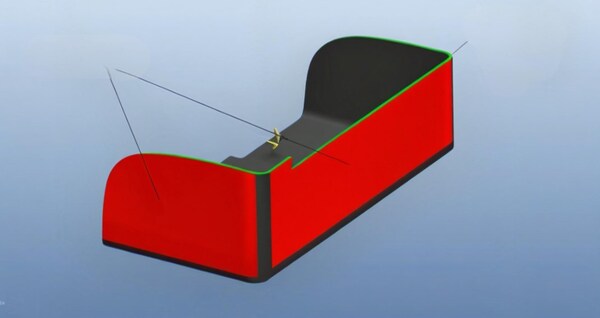
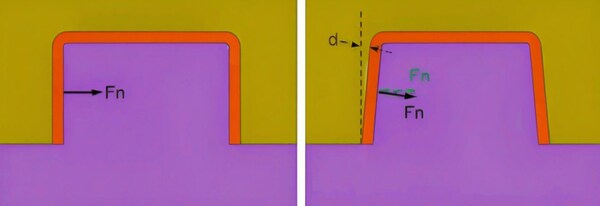
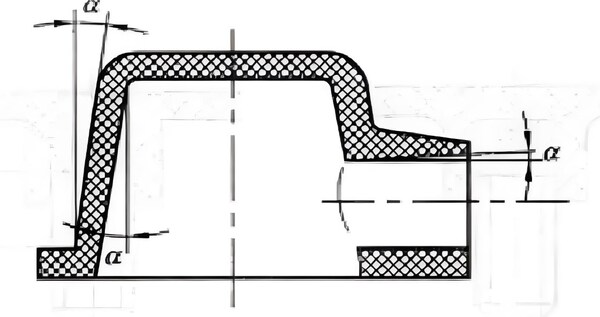
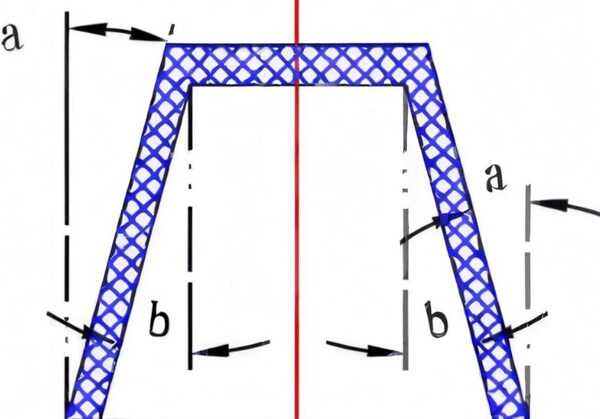
O ângulo de inclinação é o ângulo entre a superfície de separação do molde e o eixo do produto. A dimensão deste ângulo determina a dimensão e a direção da força externa necessária para desmoldar o produto.
O ângulo de inclinação (também conhecido como inclinação) é a inclinação projectada em ambos os lados da cavidade do molde para facilitar a desmoldagem. A orientação do ângulo de inclinação depende das dimensões internas e externas da peça plástica.
A dimensão do ângulo de saída da peça de plástico está relacionada com as propriedades, a contração, o coeficiente de atrito, a espessura da parede e a geometria da peça de plástico. Os plásticos duros têm um ângulo de desmoldagem maior do que os plásticos macios; as peças de plástico com formas mais complexas ou mais orifícios de moldagem têm um ângulo de desmoldagem maior.
As peças de plástico com alturas maiores e furos mais profundos têm um ângulo de desmoldagem menor; à medida que a espessura da parede aumenta e a força do furo interior que envolve o núcleo é maior, o ângulo de desmoldagem também deve ser maior.
Por vezes, para manter a peça de plástico no molde ou no núcleo quando se abre o molde, a inclinação da aresta é intencionalmente menor ou o bisel é maior. Não existe uma regra rígida e rápida para o tamanho do ângulo de inclinação, e a maior parte deles é determinada pela experiência e com base na profundidade da peça.
Quais são os tipos de ângulos de inclinação?
O ângulo de inclinação do molde divide-se em ângulo de inclinação da superfície frontal do molde e ângulo de inclinação da superfície traseira do molde. Eles são distinguidos principalmente pela superfície de separação. A superfície de separação divide o núcleo do molde em molde frontal e molde traseiro. O ângulo de inclinação que precisa ser projetado na superfície paralela à direção de desmoldagem do molde frontal é chamado de ângulo de inclinação da superfície do molde frontal.
Pelo contrário, é chamado de ângulo de inclinação da superfície traseira do molde. Além disso, se o molde tiver um núcleo lateral a puxar (chanfrado superior e deslizante), designa-se por tiragem da superfície do chanfrado superior, a inclinação e o ângulo de tiragem da superfície deslizante, e a direção da tiragem baseia-se na direção do movimento deslizante.
Quais são os princípios de conceção do ângulo de desmoldagem?
Para produtos com elevados requisitos de aparência, o ângulo de desmoldagem deve ser pequeno: Para manter a integridade e a beleza da aparência do produto, o ângulo de desmoldagem deve ser tão pequeno quanto possível para reduzir o impacto na aparência do produto durante o processo de desmoldagem.
Para produtos que requerem elevada precisão, o ângulo de desmoldagem deve ser pequeno: Um ângulo de desmoldagem grande afectará a precisão dimensional do produto. Por conseguinte, para produtos que requerem elevada precisão, o ângulo de desmoldagem também deve ser o mais pequeno possível.
A superfície é brilhante e o ângulo de desmoldagem deve ser reduzido de forma adequada: Os produtos com superfícies brilhantes têm frequentemente requisitos de aparência mais elevados, pelo que o ângulo de desmoldagem também deve ser adequadamente reduzido.
Os materiais plásticos têm propriedades auto-lubrificantes, pelo que o ângulo de desmoldagem pode ser reduzido. O produto tem uma forma complexa, pelo que o ângulo de desmoldagem deve ser aumentado: As formas complexas podem dificultar a desmoldagem, pelo que o ângulo de desmoldagem tem de ser aumentado para garantir uma desmoldagem suave.
Os plásticos com pouca fluidez ou com reforços adicionados devem ter um ângulo de desmoldagem maior: Estes materiais têm pouca fluidez, o que pode dificultar o enchimento do molde ou a aderência ao molde durante a desmoldagem, pelo que o ângulo de desmoldagem deve ser aumentado.
Tornar a cola mais espessa e aumentar o ângulo de desmoldagem: As camadas de plástico mais espessas encolhem mais quando arrefecem, e o aumento do ângulo de desmoldagem ajuda a reduzir a tensão de encolhimento e a evitar a deformação.
Para plásticos com grande retração, deve ser utilizado um ângulo de desmoldagem maior: Os plásticos com grande retração encolhem muito quando arrefecem. Se aumentar o ângulo de desmoldagem, ajudará a compensar esta contração e a garantir que o produto tem o tamanho certo.
Aumentar o ângulo de desmoldagem de peças de plástico transparentes: As peças de plástico transparentes têm frequentemente requisitos elevados em termos de aparência e propriedades ópticas. Aumentar corretamente o ângulo de desmoldagem ajuda a reduzir o stress e a deformação durante a desmoldagem e a manter a transparência e as propriedades ópticas do produto.
A direção de desmoldagem é geralmente baseada na superfície de corte para desmoldagem, assegurando que a extremidade maior está perto da superfície de corte após a desmoldagem, caso contrário não pode ser desmoldada suavemente.
Como determinar o ângulo de desmoldagem adequado?
Seleção da direção de desmoldagem
A direção de desmoldagem do molde de injeção não só afecta o tamanho e a qualidade do aspeto do produto acabado, como também afecta diretamente a vida útil e a eficiência da produção do molde.
Por conseguinte, antes de determinar o ângulo de desmoldagem, a direção de desmoldagem deve ser determinada primeiro. De um modo geral, a direção de desmoldagem deve permitir que o produto acabado se separe naturalmente do molde sem causar impacto e desgaste excessivos no molde.
Formular o ângulo de desmoldagem
Depois de descobrir para que lado puxar o molde, é necessário descobrir quanto puxar com base no material e nas condições de produção. Em geral, quanto maior for a tração, mais fácil será retirar a peça, mas isso afectará o acabamento da superfície da peça.
Se a tração for demasiado pequena, irá desgastar o molde e tornar a qualidade da peça inconsistente. Por isso, o objetivo é puxar o máximo possível sem prejudicar a qualidade da peça ou a vida útil do molde.
Considerar o material
Diferentes materiais plásticos têm diferentes fluidez, contração e elasticidade. Ao determinar o ângulo de desmoldagem, é necessário ter em conta as caraterísticas do material para garantir que o produto pode ser desmoldado sem problemas.

Considerar as condições de produção
Ao determinar o ângulo de ejeção do molde de injeção, também é necessário ter em conta as condições de produção, como a velocidade de injeção, a pressão de injeção, a temperatura do molde, etc.
Estes factores afectarão a qualidade da superfície e a precisão dimensional do produto acabado, afectando depois a seleção do ângulo de ejeção. Acumule continuamente experiência na produção real e encontre os melhores parâmetros de ângulo de ejeção através de moldes de ensaio e ajustes.

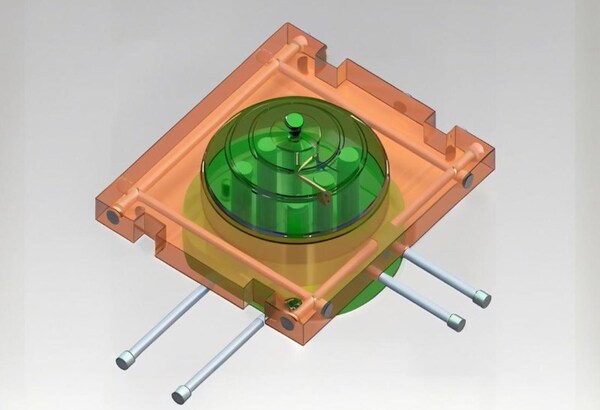
Estrutura do molde: A estrutura e a disposição do molde são também factores importantes na determinação do ângulo de inclinação. Por exemplo, o ângulo de inclinação de um molde com várias cavidades tem de ser considerado uniformemente para garantir o equilíbrio e a consistência de cada cavidade.
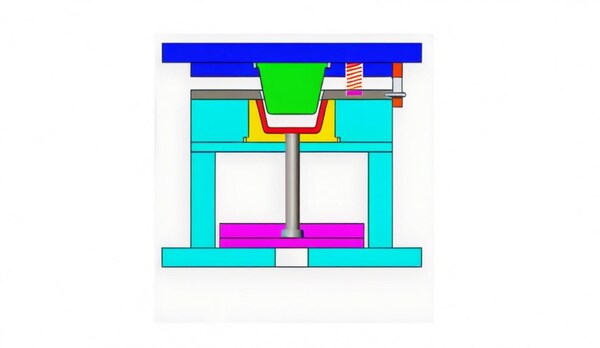
Sistema de ejectores: A conceção e a disposição do sistema ejetor também afectam a seleção do ângulo de inclinação. A magnitude e a direção da força de ejeção devem corresponder ao ângulo de tração para garantir uma ejeção suave do produto.
Quais são os pontos-chave na determinação do ângulo de inclinação?
Não existe uma regra rígida e rápida para determinar o ângulo de inclinação necessário. A maior parte baseia-se na experiência e na profundidade da peça. Além disso, tem de considerar o processo de moldagem, a espessura da parede e o tipo de plástico que está a utilizar.
Mas, em geral, precisa de alguma corrente de ar em cada parede lateral da sua peça para a ajudar a sair do molde. A quantidade de inclinação pode variar de zero grau de ângulo de inclinação a vários graus, dependendo das circunstâncias, mas 0,5° a 1° é normalmente uma boa regra de ouro.
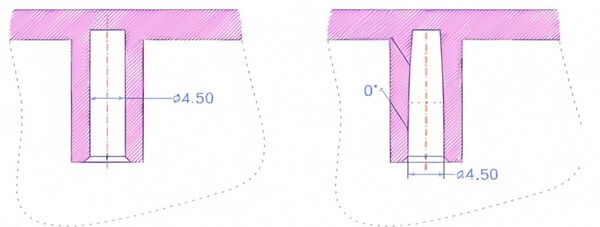
A direção da inclinação é geralmente baseada na extremidade pequena do orifício interior, de acordo com o desenho, e a inclinação é obtida a partir da direção de expansão. A forma exterior baseia-se na extremidade maior, e a inclinação é obtida a partir da direção de redução.
Para peças de plástico com requisitos de elevada precisão, deve ser utilizada uma inclinação de desmoldagem mais pequena. Para tamanhos maiores e mais elevados, deve ser utilizado um declive de desmoldagem mais pequeno. Para peças de plástico com grande retração, deve ser utilizado um valor de inclinação maior. Quando a espessura da parede da peça de plástico é mais espessa, o encolhimento da moldagem aumentará e a inclinação de desmoldagem deve usar um valor maior.
Normalmente, a inclinação da desmoldagem não está incluída no intervalo de tolerância das peças de plástico. A inclinação de desmoldagem de peças transparentes deve ser aumentada para evitar riscos. Normalmente, a inclinação de desmoldagem dos materiais PS deve ser superior a 3°, e a inclinação de desmoldagem dos materiais ABS e PC deve ser superior a 2°.
A parede lateral das peças de plástico com grão de couro, jato de areia e outros tratamentos de aparência deve ser adicionada com um ângulo de desmoldagem de 3°~5°, dependendo da profundidade específica da textura. O ângulo de desmoldagem necessário para referência está claramente indicado na placa de textura geral. Quanto maior for a profundidade da textura, maior deverá ser o ângulo de desmoldagem. O valor recomendado é 1°.
A inclinação da superfície de inserção é geralmente de 1° a 3° e a inclinação da superfície de desmoldagem do invólucro exterior é maior ou igual a 3°. A inclinação de desmoldagem de outras caraterísticas do invólucro, exceto a superfície exterior do invólucro, é de 1° como inclinação de desmoldagem padrão.
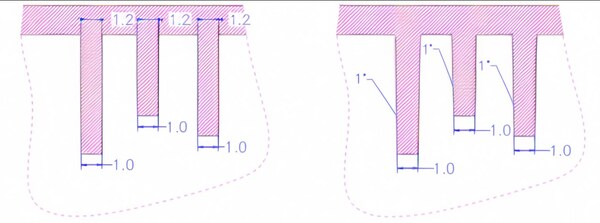
Em particular, pode também ser efectuada de acordo com os seguintes princípios: o ângulo de desmoldagem das nervuras de reforço com menos de 3 mm de altura é de 0,5°, 35 mm é de 1° e o restante é de 1,5°; o ângulo de desmoldagem da cavidade com menos de 3 mm de altura é de 0,5°, 35 mm é de 1° e o restante é de 1,5°.

Quais são os métodos para ajustar o ângulo de desmoldagem do molde?
Ajustar a estrutura mecânica
Fixar a estrutura mecânica com base nas falhas de conceção do molde. Ajustar o ângulo de inclinação da desmoldagem, mantendo-o padronizado. Ajustar o ângulo de tração do núcleo, aumentar o ângulo de tração do núcleo ou alterar o espaçamento do molde.

Ajustar a temperatura
Os diferentes plásticos têm diferentes taxas de contração e dificuldades de desmoldagem. O aquecimento do molde durante o processo de moldagem por injeção pode reduzir a tensão no interior da peça moldada por injeção e melhorar a fluidez do plástico para obter melhores efeitos de moldagem.

Alterar o método de desmoldagem
Para melhor resolver o problema do molde no processo de desmoldagem, podemos alterar o método de desmoldagem. Por exemplo, podemos utilizar o método de desmoldagem por translação, aumentar o comprimento do pino ejetor, etc.
Processamento do molde
O grau de inclinação é reprocessado através do processamento do molde. Por vezes, o ângulo de inclinação da moldagem por injeção para desmoldagem tem de ser ajustado de acordo com a natureza e os requisitos do produto. Nesta altura, podem ser utilizados métodos de processamento mecânico ou de tratamento térmico.

Quais são as precauções para a inclinação da desmoldagem do molde?
Não utilize demasiada corrente de ar: Demasiada corrente de ar pode fazer com que a peça se incline ou torça quando sai do molde, o que pode afetar a qualidade da peça.
Prestar atenção à coordenação entre o local e o todo: Em estruturas de produtos complexas, pode ser necessário ajustar localmente a inclinação de desmoldagem para obter uma desmoldagem global suave.
Pensar no que vem a seguir: Alguns produtos têm de ser processados após a moldagem por injeção, como a dobragem a quente, a dobragem, etc. Quando definir o ângulo de desmoldagem, pense no que vem a seguir para não estragar o processamento.
Quais são as funções do ângulo de inclinação?
Continuar a melhorar: Na produção real, o design do ângulo de desmoldagem do molde é continuamente optimizado e melhorado de acordo com a situação real para melhorar a eficiência da produção e a qualidade do produto.
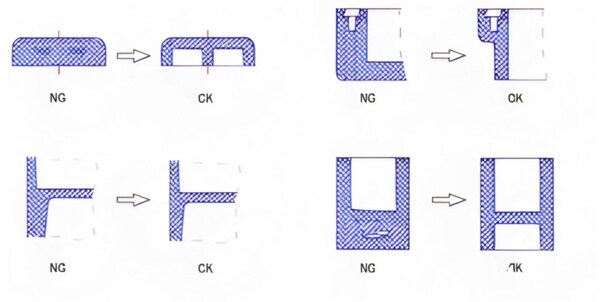
O ângulo de desmoldagem deve ser uniforme e consistente para evitar cantos agudos ou ranhuras locais.
O ângulo de desmoldagem deve ser consistente com a direção de desmoldagem da peça moldada por injeção. O ângulo de desmoldagem deve ter em conta a taxa de contração da peça moldada por injeção. O ângulo de desmoldagem deve ser tão grande quanto possível sem afetar o aspeto e o desempenho da peça moldada por injeção.
Propriedades do material: Diferentes materiais plásticos têm diferentes taxas de contração e coeficientes de expansão térmica. Os plásticos duros, como o ABS e o PC, podem exigir um ângulo de desmoldagem maior, enquanto os plásticos macios, como o TPR e o TPU, podem ser concebidos com um ângulo de desmoldagem menor.

Estrutura da peça de plástico: Para peças de plástico com estruturas complexas, como peças com orifícios profundos ou ranhuras estreitas, o ângulo de desmoldagem deve ser aumentado um pouco para evitar que as peças de plástico encolham e fiquem presas no molde durante o arrefecimento.
Requisitos de superfície lisa: Os produtos com superfícies de alto brilho necessitam de ângulos de desmoldagem mais elevados para garantir que a superfície lisa das peças de plástico não fica danificada quando as retira.

Vida útil do molde e desmoldagem: A vida útil do molde será reduzida se o ângulo de desmoldagem for demasiado grande, porque quanto maior for o ângulo, mais desigual será a força no molde. Por isso, sob a premissa de cumprir os requisitos de desmoldagem do produto, tente utilizar um ângulo de desmoldagem mais pequeno, tanto quanto possível.
Requisitos de precisão dimensional: Para peças de plástico que exigem uma elevada precisão dimensional, o ângulo de desmoldagem deve ser definido com muita precisão, caso contrário é fácil causar desvios dimensionais.
Espessura da peça de plástico: As peças de plástico com paredes finas necessitam normalmente de um ângulo de desmoldagem maior para evitar a deformação, enquanto as peças de plástico com paredes espessas necessitam de um ângulo de desmoldagem menor para poupar materiais.
Condições para o processo de produção de moldagem por injeção: A deformação por retração das peças de plástico é afetada pelos parâmetros do processo, tais como a velocidade de injeção, a pressão, a temperatura e o tempo de retenção, pelo que a dimensão do ângulo de desmoldagem deve ser ajustada de acordo com as condições específicas do processo.

Considerações estéticas: Para alguns produtos com um design de aparência importante, o design do ângulo de desmoldagem também tem de ter em conta a estética geral do produto. Por vezes, o ângulo de desmoldagem tem de ser inteligentemente escondido para não afetar a aparência do produto.
Requisitos funcionais: No caso de estruturas com funções como o deslizamento e o encaixe, a definição do ângulo de estiragem deve garantir que estas funções podem funcionar corretamente e não são comprometidas devido a uma conceção incorrecta da desmoldagem.
Quais são os cuidados a ter com a inclinação da desmoldagem do molde?
Não utilizar demasiada corrente de ar: Demasiada corrente de ar pode fazer com que a peça se incline ou torça quando sai do molde, o que pode estragar a peça.
Prestar atenção à coordenação entre o local e o todo: Em estruturas de produto complexas, pode ser necessário ajustar localmente a inclinação de desmoldagem para obter uma desmoldagem global suave.

Considerar as necessidades do processamento subsequente: Alguns produtos têm de ser processados após a moldagem por injeção, como a dobragem a quente, a dobragem, etc. Ao definir o ângulo de desmoldagem, considere as necessidades do processamento subsequente para evitar afetar o efeito do processamento.
Conclusão
Durante o processo de conceção, os especialistas em moldagem por injeção têm de ter em conta o máximo de ângulos de inclinação, incluindo ângulos de inclinação de zero graus e ângulos de inclinação de meio grau, para garantir acções de libertação do molde suaves, optimizando assim a abordagem da linha de separação e da cavidade do núcleo para obter um processo de produção de alta qualidade.
A moldagem por injeção com ângulos de inclinação razoáveis é a chave para um processo de produção de alta qualidade. Ao adicionar ângulos de inclinação, especialmente quando se trata de superfícies verticais complexas, o efeito de desmoldagem pode ser efetivamente melhorado.
Quando se está a fazer peças de plástico com moldagem por injeçãoO ângulo dos lados da peça é muito importante. Se o fizer corretamente, as peças sairão do molde muito facilmente. Se o fizer mal, as peças ficarão presas no molde e terá de as deitar fora. Por isso, acertar o ângulo é muito importante. Se o fizer corretamente, fará mais peças em menos tempo e serão de melhor qualidade.







