 Saltar para o conteúdo
Saltar para o conteúdo 

O PMMA é vulgarmente conhecido como plexiglass, acrílico, etc. O nome químico é polimetacrilato de metilo.
O ácido acrílico e os seus ésteres como matéria-prima para a polimerização do polímero são coletivamente conhecidos como ésteres acrílicos, o plástico correspondente é coletivamente conhecido como plástico de ácido poliacrílico, que é mais amplamente utilizado no polimetacrilato de metilo.
Código de abreviatura de polimetacrilato de metilo para Produção de moldagem por injeção de PMMAO Plexiglas, vulgarmente conhecido por Plexiglas, tem um excelente desempenho na transmissão da luz, pode transmitir mais de 92% da luz solar e a luz ultravioleta até 73,5%.
Elevada resistência mecânica, certa resistência ao calor e ao frio, resistência à corrosão, boas propriedades isolantes, estabilidade dimensional, fácil de moldar, textura frágil, fácil de dissolver em solventes orgânicos, a dureza da superfície não é suficiente, fácil de esfregar o cabelo, pode ser utilizada para peças estruturais transparentes que requerem uma certa resistência, tais como copos de óleo, luzes, peças de instrumentos, lentes ópticas, presentes decorativos e assim por diante.

Tipos de materiais PMMA
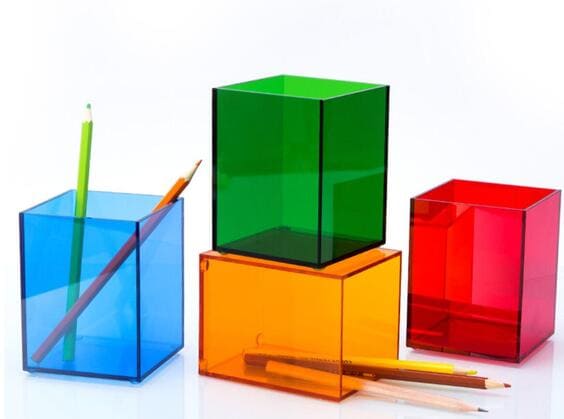
O plexiglas pode ser dividido em quatro tipos, consoante o seu aspeto.
O plexiglas incolor e transparente é o material de plexiglas mais comum e mais utilizado.
1. Plexiglas transparente colorido: vulgarmente conhecido como placa de cor. A transmissão da luz é suave, e as caixas de luz e o artesanato feitos com este material fazem com que as pessoas se sintam confortáveis e generosas.
2. O plexiglas colorido divide-se em: colorido transparente, colorido translúcido e colorido opaco. 3.
O plexiglas magnético não é tão brilhante como o plexiglas perolado, é frágil, fácil de partir, adequado para fazer mostradores, caixas, equipamento médico e pessoas, materiais de modelação de animais.
Plexiglass transparente: elevada transparência, adequado para Produção de moldagem por injeção de PMMA de candeeiros e lanternas. Lustres feitos com ele, requintados, cristalinos.
O plexiglas translúcido é semelhante ao vidro fosco, com um reflexo suave, e o artesanato feito com ele faz com que as pessoas se sintam confortáveis e generosas.
3. Plexiglas perolado: é fabricado pela adição de pó perolado ou de pó fluorescente ao plexiglas geral.
Este tipo de plexiglass tem cor e brilho, o acabamento da superfície é elevado, a forma exterior de prensagem a quente pela molde de injeçãoMesmo depois de lixado e polido, mantém a moldado por injeção padrão, a formação de um efeito artístico único.
Pode ser utilizado para criar personagens, modelos de animais, marcas registadas, decorações e materiais promocionais e de exposição.
4. Plexiglass em relevo: dividido em transparente, translúcido, incolor, quebradiço, fácil de partir, utilizado em portas e janelas interiores e outros elementos decorativos, com as caraterísticas de forma transparente mas não transparente, normalmente utilizado em divisórias interiores ou portas e janelas que separam o interior.

Principais caraterísticas do material PMMA
O polimetacrilato de metilo, vulgarmente conhecido como Plexiglas e abreviado como PMMA, tem as vantagens de uma elevada transparência, baixo preço e fácil maquinação, sendo frequentemente utilizado como alternativa ao vidro.
O plexiglás é um importante termoplástico desenvolvido anteriormente, com transparência, estabilidade e resistência às intempéries, fácil de tingir, fácil de processar, aspeto bonito, e tem uma vasta gama de aplicações na indústria da construção.
Elevada transparência
O plexiglass é o melhor material transparente de polímero, com uma taxa de transmissão de luz de 92%, que é superior à do vidro.
A lâmpada da lâmpada solar chamada pequeno sol artificial é feita de quartzo, porque o quartzo pode transmitir completamente a luz ultravioleta. O vidro comum só pode transmitir 0,6% de luz ultravioleta, mas o plexiglass pode transmitir 73%.

Elevada resistência mecânica
A massa molecular relativa do plexiglass é de cerca de 2 milhões, que é um composto de polímero de cadeia longa, e a cadeia que forma a molécula é muito macia, portanto, a força do plexiglass é relativamente alta, e a resistência ao estiramento e ao impacto é 7-18 vezes maior do que o vidro comum.
Existe um tratamento de aquecimento e estiramento do Plexiglas, no qual os segmentos da cadeia molecular são dispostos de forma muito ordenada, de modo a que o material tenha um aumento significativo da resistência.
Com um prego neste plexiglass, mesmo que o prego penetre, o plexiglass não produz fissuras. Este tipo de plexiglass também não se parte em pedaços depois de ser perfurado por balas.
Por conseguinte, o tratamento de estiramento do Plexiglas pode ser utilizado como vidro à prova de bala, mas também como cobertura do cockpit em aviões militares.
Peso leve
A densidade do plexiglass é de 1,18g/cm3; o mesmo tamanho do material, o seu peso é apenas metade do vidro comum, metal alumínio (um metal leve) 43%.
Fácil de processar
O plexiglass não só pode ser cortado por torno, máquina de perfuração para perfuração, e pode ser ligado em várias formas de aparelhos com acetona, clorofórmio, etc., mas também pode ser transformado em grandes coberturas de cockpit de aeronaves, pequenas dentaduras e suportes dentários e outros produtos coloridos por moldagem por sopro, injeção, extrusão e outros fabrico de moldes de plástico métodos.

Propriedades físicas dos materiais PMMA
O polimetacrilato de metilo tem boas propriedades mecânicas globais e está na vanguarda dos plásticos de utilização geral. As resistências à tração, à flexão e à compressão são superiores às das poliolefinas, mas também superiores às do poliestireno e do cloreto de polivinilo, etc. A resistência ao impacto é mais fraca, mas também ligeiramente melhor do que a do poliestireno.
As propriedades mecânicas, como a tração, a flexão e a compressão, são mais elevadas para as chapas de polimetacrilato de metilo polimerizado (por exemplo, chapas de plexiglas para a aviação), que podem atingir o nível dos plásticos de engenharia, como a poliamida e o policarbonato.
Em geral, a resistência à tração do polimetacrilato de metilo pode atingir o nível de 50-77MPa, a resistência à flexão pode atingir 90-130MPa, o limite superior destes dados de desempenho atingiu ou mesmo excedeu alguns plásticos de engenharia.
O seu alongamento na rutura é de apenas 2%-3%, pelo que as suas propriedades mecânicas são basicamente de plástico duro e quebradiço, com sensibilidade ao entalhe, fácil de fissurar sob tensão, mas a fratura não é tão acentuada e irregular como a do poliestireno e do vidro inorgânico comum.
40 ℃ é uma temperatura de transição secundária, que é equivalente à temperatura na qual o grupo metil lateral começa a se mover, além de 40 ℃, a tenacidade e a ductilidade do material melhoram. A dureza da superfície do polimetilmetacrilato é baixa e facilmente arranhada.

A resistência do polimetacrilato de metilo está relacionada com o tempo de ação da tensão, e diminui com o aumento do tempo de ação. As propriedades mecânicas do polimetacrilato de metilo (plexiglas orientado) após a orientação à tração são significativamente melhoradas, e a sensibilidade ao entalhe também é melhorada.
A resistência ao calor do polimetacrilato de metilo não é elevada e, embora a sua temperatura de transição vítrea atinja 104°C, a temperatura máxima de utilização contínua varia entre 65°C e 95°C com diferentes condições de trabalho, a temperatura de deflexão térmica é de cerca de 96°C (1,18 MPa) e o ponto de amolecimento Vicat é de cerca de 113°C.
A resistência ao calor pode ser melhorada através da copolimerização do monómero com metacrilato de acrilato ou acrilato de glicol bis-éster.
A resistência ao frio do polimetacrilato de metilo também é fraca, com uma temperatura de fragilidade de cerca de 9,2°C.
A estabilidade térmica do polimetilmetacrilato é média, melhor do que o cloreto de polivinila e o poliformaldeído, mas menos do que a poliolefina e o poliestireno, a temperatura de decomposição térmica é ligeiramente superior a 270 ℃, sua temperatura de fluxo é de cerca de 160 ℃, portanto, ainda há uma ampla faixa de temperatura de processamento de fusão.
A condutividade térmica e a capacidade térmica específica do polimetacrilato de metilo são médias nos plásticos, 0,19W/CM.K e 1464J/Kg.K, respetivamente.

Propriedades químicas dos materiais PMMA
Resistência a reagentes químicos e a solventes
O PMMA é resistente aos ácidos inorgânicos diluídos, mas os ácidos inorgânicos concentrados podem provocar a sua erosão, é resistente aos álcalis, mas o hidróxido de sódio e o hidróxido de potássio quentes podem provocar a sua lixiviação, é resistente aos sais e às gorduras, é resistente aos hidrocarbonetos alifáticos, é insolúvel em água, metanol, glicerol, etc., mas pode absorver o inchaço do álcool e provocar fissuras por tensão, não é resistente às cetonas, aos hidrocarbonetos clorados e aos hidrocarbonetos aromáticos.
O seu parâmetro de solubilidade é de cerca de 18,8 (J/CM3)1/2 e pode ser dissolvido em muitos hidrocarbonetos clorados e aromáticos, tais como dicloroetano, tricloroetileno, clorofórmio, tolueno, etc. O acetato de vinilo e a acetona também podem dissolvê-lo.
O polimetacrilato de metilo tem boa resistência a gases como o ozono e o dióxido de enxofre.
Resistência às intempéries
O polimetacrilato de metilo tem uma excelente resistência ao envelhecimento atmosférico. Os seus espécimes são submetidos a um teste de envelhecimento natural durante 4 anos, com alteração de peso, ligeira diminuição da resistência à tração e da transmissão de luz, ligeiro amarelecimento da cor, diminuição mais óbvia da resistência à risca de prata e ligeiro aumento da resistência ao impacto, e quase nenhuma alteração noutras propriedades físicas.
Inflamabilidade
O polimetacrilato de metilo é muito fácil de queimar e o índice final de oxigénio é de apenas 17,3.
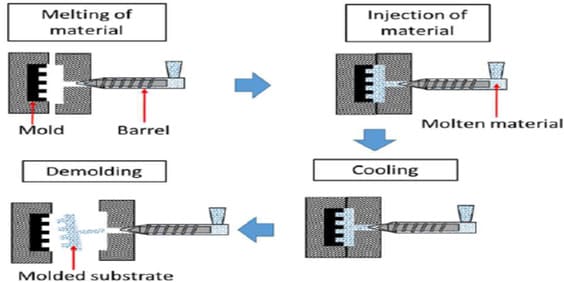
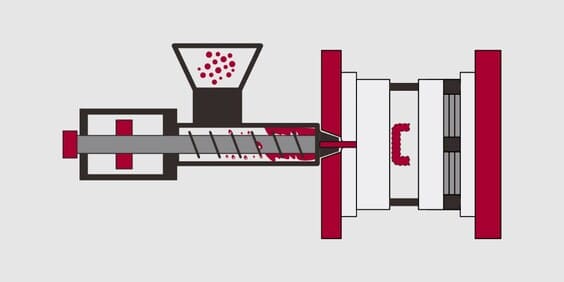
Processo de moldagem por injeção de PMMA
Tratamento do plástico
O PMMA tem uma certa absorção de água, a sua taxa de absorção de água atinge 0,3-0,4%, e fabrico de moldagem por injeção deve ser inferior a 0,1% da temperatura, normalmente 0,04%.
A presença de água faz com que a massa fundida apresente bolhas, linhas de ar, redução da transparência, etc.. Por isso deve ser seco.
A temperatura de secagem é de 80-90°C e o tempo é de 3 horas ou mais.
O material reciclado pode ser utilizado 100% em alguns casos, a quantidade real depende dos requisitos de qualidade, normalmente pode ser superior a 30%, o material reciclado deve evitar a poluição, caso contrário, afectará a transparência e a natureza do produto acabado.
Seleção da máquina de moldagem por injeção
O PMMA não tem requisitos especiais para moldagem por injeção máquina. Devido à sua elevada viscosidade de fusão, a necessidade de ranhuras de parafuso mais profundas e orifícios de bocal de maior diâmetro.
Se a resistência do produto for elevada, o parafuso com um rácio de aspeto maior deve ser utilizado para a plastificação a baixa temperatura. Para além disso, Moldagem por injeção de PMMA deve utilizar uma tremonha seca para armazenar o material.

Conceção do molde e do portão
A temperatura do molde pode ser 60 ℃ -80 ℃, o diâmetro do canal de fluxo principal deve corresponder ao cone interno, o melhor ângulo é de 5 ° a 7 °.
Se quiser injetar produtos de 4 mm ou mais, o ângulo deve ser de 7°, o diâmetro do canal de fluxo principal deve ser de 8 a 10 mm, o comprimento total do portão não deve exceder 50 mm, para produtos com espessura de parede inferior a 4 mm, o diâmetro do canal de fluxo deve ser de 6-8 mm.
Para produtos com espessura de parede superior a 4 mm, o diâmetro da calha deve ser de 8-12 mm. Para portões em forma de borda, em forma de leque e em forma de pendente, a profundidade deve ser de 0,7-0,9t (t é a espessura da parede do produto), e o diâmetro dos portões em forma de agulha deve ser de 0,8-2mm; um tamanho menor deve ser usado para baixa viscosidade.
Os orifícios de ventilação comuns têm uma profundidade de 0,05 a 0,07 mm e uma largura de 6 mm. A inclinação da desmoldagem situa-se entre 30′-1° da parte da cavidade 35′-1°30°.
Temperatura de fusão
Pode ser medido pelo método de injeção de ar: de 210℃-270℃, dependendo da informação fornecida pelo fornecedor.
Temperatura de injeção
Disponível para injeção rápida, mas para evitar tensões internas elevadas, é aconselhável utilizar a injeção em várias fases, como lento-rápido-lento, etc. Para a injeção de peças espessas, é utilizada a velocidade lenta.
Tempo de retenção
Se a temperatura for 260 ℃, o tempo de retenção não deve exceder 10 minutos no máximo, se a temperatura for 270 ℃, o tempo de retenção não deve exceder 8 minutos.
Quais são as condições do processo de moldagem por injeção de PMMA?
Desempenho do processo de moldagem do PMMA
1. PMMA contém metil lateral polar, há uma absorção de umidade mais óbvia, a taxa de absorção de umidade é geralmente 0.3%- 0.4%, então a moldagem deve ser seca antes, condições de secagem para 80 ~ 85 ℃, 4 ~ 5h.
2. A viscosidade da massa fundida de PMMA é elevada, a taxa de arrefecimento é mais rápida, as peças de plástico são fáceis de produzir tensões internas, após a moldagem para serem pós-tratadas.
3. O PMMA é um material amorfo, moldagem por injeção A taxa de contração e o intervalo de variação são pequenos, geralmente 0,5%-0,8%, pelo que a precisão do produto é elevada.
4. Devido à fraca fluidez da massa fundida de PMMA, para facilitar o enchimento da massa fundida, devem ser utilizadas comportas de grandes dimensões.
5. A massa fundida de PMMA tem caraterísticas óbvias de fluido não newtoniano, a viscosidade da massa fundida aumenta com a taxa de cisalhamento e diminui significativamente, a viscosidade da massa fundida é sensível às mudanças de temperatura.
6. A fim de reduzir a viscosidade do PMMA fundido, a pressão de moldagem e a temperatura do material podem ser aumentadas para obter uma melhor fluidez.
7. O PMMA tem uma vasta gama de moldagem por injeção temperatura de processamento, a temperatura do início do fluxo de 160 ℃, a temperatura de decomposição de 270 ℃.
8. Para facilitar o fluxo do PMMA fundido, a área da secção transversal da porta do molde deve ser curta e espessa, não devendo ser utilizada uma porta de secção larga e fina.
As principais condições de moldagem por injeção do PMMA
Temperatura do barril
A estabilidade térmica de Moldagem por injeção de PMMA é médio, a temperatura de decomposição térmica é ligeiramente superior a 270 ℃, geralmente, para o tipo de parafuso moldagem por injeção máquina, a temperatura do barril é controlada em 180 ~ 230 ℃, enquanto o tipo de êmbolo moldagem por injeção máquina é maior do que o tipo de parafuso por 20 ℃: cerca de. A temperatura do bico é cerca de 20 ℃ mais baixa do que a temperatura do barril.
Temperatura do molde
Como a taxa de arrefecimento da massa fundida de PMMA é rápida, as peças de plástico são fáceis de produzir tensões internas, pelo que o controlo alto e baixo de molde de injeção temperatura é rigorosa, e a molde de injeção geral a temperatura é controlada a 40~80℃.
Pressão de injeção
Como a viscosidade do PMMA fundido é elevada e a fluidez é fraca, a moldado por injeção a pressão deve ser elevada, a pressão de injeção é geralmente controlada a 80-120MPa, e a pressão de retenção é de 40-60MPa.

Processo de moldagem por injeção de plástico PMMA e precauções
Secagem de plástico PMMA
O PMMA tem uma certa absorção de água, a sua taxa de absorção de água atinge 0,3-0,4%, e Moldagem por injeção de PMMA deve ser inferior a 0,1% da humidade, normalmente 0,04%.
A presença de água faz com que a massa fundida apresente bolhas, linhas de ar, diminuição da transparência, etc. Por isso, deve ser seco. A temperatura de secagem é de 80-90°C e o tempo é de 3 horas ou mais.
O material reciclado pode ser utilizado 100% em alguns casos, a quantidade real depende dos requisitos de qualidade, geralmente pode ser superior a 30%, o material reciclado para evitar a poluição, caso contrário, afectará a transparência e a natureza do produto acabado.
Seleção de máquina de moldagem por injeção de plástico PMMA
O PMMA não tem requisitos especiais para moldagem por injeção máquina. Devido à sua elevada viscosidade de fusão, a necessidade de ranhuras de parafuso mais profundas e orifícios de bico de injeção de maior diâmetro.
Se a resistência dos requisitos do produto for elevada, é necessário utilizar um rácio de aspeto maior do parafuso para implementar a plastificação a baixa temperatura. Para além disso, Moldagem por injeção de plástico PMMA deve utilizar uma tremonha seca para armazenar o material.
Conceção do molde e do portão
A temperatura do moldes de injeção pode ser 60 ℃ -80 ℃, o diâmetro do canal de fluxo principal deve corresponder ao cone interno, o melhor ângulo é de 5 ° a 7 °, se você quiser injetar 4 mm ou mais produtos, o ângulo deve ser de 7 °.
O diâmetro da corrediça principal deve ser de 8 a 10 mm e o comprimento total do portão não deve exceder 50 mm. Para produtos de moldes de plástico com espessura de parede inferior a 4 mm, o diâmetro do rotor deve ser de 6-8 mm.
O diâmetro da corrediça deve ser de 8-12 mm. A profundidade da borda, do leque e da porta pendente deve ser de 0,7 a 0,9t (t é a espessura da parede do produto), e o diâmetro da porta em forma de agulha deve ser de 0,8 a 2mm; um tamanho menor deve ser escolhido para baixa viscosidade.
Os orifícios de ventilação comuns têm uma profundidade de 0,05 e uma largura de 6 mm, com uma inclinação de libertação de 30′-1° da parte da cavidade entre 35′-1°30°.
Temperatura de fusão do plástico PMMA
Pode ser medido pelo método de injeção de ar: de 210℃~270℃, dependendo da informação fornecida pelo fornecedor. Retirar o banco traseiro de modo a que o bocal do moldagem por injeção A máquina deixa o casquilho de fluxo principal e, em seguida, plastifica a injeção manualmente, que é a injeção de contra-ar.
Velocidade de injeção de plástico PMMA e tempo de espera
Disponível para uma rápida produção de moldagem por injeção Mas, para evitar um elevado grau de tensão interna, é aconselhável utilizar a injeção em várias fases, como lento-rápido-lento, etc., e velocidade lenta ao injetar peças espessas.
Nota: Se a temperatura for 260 ℃, o tempo de retenção não deve exceder 10 minutos no máximo, se a temperatura for 270 ℃, o tempo de retenção não deve exceder 8 minutos.
As vantagens e desvantagens do material PMMA
O acrílico, também conhecido como PMMA ou Plexiglas, é o melhor material novo para o fabrico de louça sanitária depois da cerâmica, em comparação com os materiais cerâmicos tradicionais, o acrílico, para além do elevado brilho sem paralelo, tem as seguintes vantagens
As vantagens do material PMMA
1. Estética do plexiglás: efeito de espelho, fabrico artesanal requintado, sem rugas, sem costuras;
2. O efeito visual do plexiglas: várias cores, forte impacto visual.
3. Transmissão de luz do plexiglas: a taxa de transmissão de luz pode atingir 96%, excelente taxa de transmissão de luz, luz suave.
4. Resistência ao impacto do plexiglass: mais de 200 vezes superior à dos produtos de vidro comuns, quase sem risco de quebra;
5. A durabilidade do plexiglass: o produto tem uma proteção muito boa para a fonte de luz incorporada, prolongando a vida útil dos produtos da fonte de luz;
6. Resistência às intempéries do plexiglass: Pode manter a cor durante muito tempo, e a boa qualidade da placa pode ser utilizada durante 6-13 anos;
7. O plexiglas é resistente às chamas: não entra em combustão espontânea e é auto-extinguível;
8. Poupança de energia do plexiglass: muito boa transmissão de luz, reduz relativamente a fonte de luz, poupa eletricidade, reduz o custo de utilização;
9. Razoabilidade do plexiglas: design razoável e à prova de chuva e humidade, estrutura aberta, fácil de limpar e manter, etc.

As desvantagens do material PMMA
Devido à dificuldade de produção do acrílico e ao seu elevado custo, existem muitos substitutos de baixa qualidade e baixo custo no mercado.
Estes substitutos também são conhecidos como "acrílico", na verdade, é a placa orgânica comum ou placa composta também conhecida como placa sanduíche.
A placa orgânica comum com material de vidro orgânico comum rachado mais a fundição de pigmento e torna-se, a dureza da superfície é baixa, fácil de desvanecer, com efeito de polimento de lixagem fina é pobre.
Os painéis compostos têm apenas uma camada muito fina de superfície acrílica, o meio é plástico ABS, a utilização da expansão e contração térmicas é fácil de delaminar.
O acrílico verdadeiro ou falso pode ser identificado a partir da secção transversal da placa pela diferença subtil de cor e pelo efeito de polimento.
Áreas de aplicação do material PMMA
O plexiglass é amplamente utilizado, não só no comércio, na indústria ligeira, na construção, na indústria química e assim por diante. E a produção de plexiglass, na decoração de publicidade, o modelo de areia é muito utilizado, tais como: sinais, outdoors, painéis de caixa de luz e painéis de letras chinesas e inglesas.
A seleção do material depende da conceção do modelo, do tipo de modelo, do tipo de plexiglas, da cor e da variedade que deve ser testada repetidamente para obter o melhor efeito. Com um bom design de modelagem, mas também depende de um processamento e produção cuidadosos, a fim de se tornar uma bela embarcação.
1. Aplicações arquitectónicas: janelas, portas e janelas insonorizadas, coberturas de luzes, cabinas telefónicas, etc.
2. Aplicação publicitária: caixa de luz, letreiro, sinalética, expositor, etc.
3. Aplicações no sector dos transportes: comboios, automóveis e outras portas e janelas de veículos, etc.
4. Aplicações médicas: incubadoras de bebés, vários instrumentos médicos cirúrgicos Produtos civis: casas de banho, artesanato, cosméticos, suportes, aquários, etc.
5. Aplicações industriais: placas e coberturas de superfícies de instrumentos, etc.
6. Aplicações de iluminação: lâmpadas fluorescentes, candelabros, candeeiros de iluminação pública, etc.
7. Aplicações domésticas: pratos de fruta, caixas de lenços de papel, pinturas artísticas em acrílico e outros produtos de uso diário doméstico.

Resumo
Este blogue apresenta os tipos de plásticos de engenharia PMMA, as suas propriedades modelação por injeção personalizada o processo, a seleção de equipamento, a modelação do produto e as considerações de conceção do molde na produção real, bem como as soluções para defeitos comuns.
Na seleção real do material PMMA e produção de produtos por moldagem por injeçãoé aconselhável escolher um profissional experiente fabricante de moldes de injeção e fornecedor de produtos para moldagem por injeção recomendar um material PMMA adequado em termos de utilização do produto e requisitos funcionais, aparência, etc., para garantir a boa execução do projeto.






