 Skip to content
Skip to content 

PMMA is commonly known as plexiglass, acrylic, etc. The chemical name is polymethyl methacrylate.
Acrylic acid and its esters as the raw material polymerization of the polymer are collectively known as acrylic esters, the corresponding plastic is collectively known as polyacrylic acid plastic, which is most widely used in polymethyl methacrylate.
Polymethyl methacrylate abbreviation code for PMMA injection molding production, commonly known as Plexiglas, has excellent light transmission performance, can transmit more than 92% of the sunlight, and ultraviolet light up to 73.5%.
High mechanical strength, certain heat and cold resistance, corrosion resistance, good insulating properties, dimensional stability, easy to shape, brittle texture, easy to dissolve in organic solvents, surface hardness is not enough, easy to rub hair, can be used for transparent structural parts requiring a certain strength, such as oil cups, lights, instrument parts, optical lenses, decorative gifts and so on.

Types of PMMA materials
Plexiglass can be divided into four types according to its appearance.
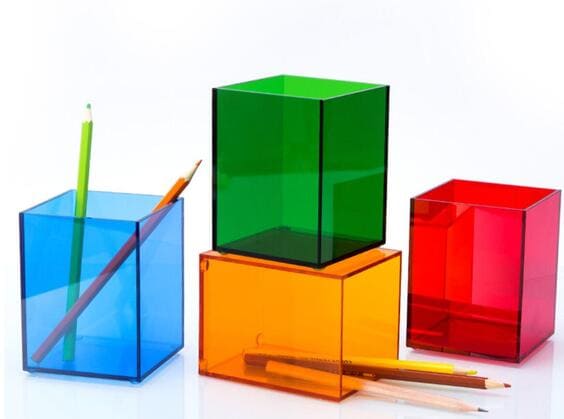
Colorless and transparent Plexiglas is the most common and most used Plexiglas material.
1. Colored transparent plexiglass: commonly known as color plate. The light transmission is soft, and the light boxes and crafts made of it make people feel comfortable and generous.
2. Colored plexiglass is divided into: transparent colored, translucent colored, opaque colored three.
Magnetic plexiglass is not as bright as pearlescent plexiglass, brittle, easy to break, suitable for making dials, boxes, medical equipment and people, animal modeling materials.
Transparent plexiglass: high transparency, suitable for the PMMA injection molding production of lamps and lanterns. Chandeliers made of it, exquisite, crystal clear.
Translucent plexiglass is similar to frosted glass, with soft reflection, and the crafts made of it make people feel comfortable and generous.
3. Pearlescent plexiglass: it is made by adding pearlescent powder or fluorescent powder to the general plexiglass.
This type of plexiglass color and luster, the surface finish is high, the outer form of hot pressed by the injection mold, even after grinding and polishing, still maintain the injection molded pattern, the formation of a unique artistic effect.
It can be used to make characters, animal models, trademarks, decorations and promotional and exhibition materials.
4. Embossed plexiglass: divided into transparent, translucent colorless, brittle, easy to break, used in interior doors and windows and other decorative, with the characteristics of both transparent but not transparent shape, usually used in indoor partitions or doors and windows separating the interior.

PMMA material main characteristics
Polymethyl methacrylate, commonly known as Plexiglas and abbreviated as PMMA, has the advantages of high transparency, low price and easy machining, and is often used as an alternative to glass.
Plexiglass is an important thermoplastic developed earlier, with transparency, stability and weather resistance, easy to dye, easy to process, beautiful appearance, and has a wide range of applications in the construction industry.
High Transparency
Plexiglass is the best polymer transparent material, with light transmission rate of 92%, which is higher than that of glass.
The lamp of the sun lamp called artificial small sun is made of quartz, which is because quartz can completely transmit ultraviolet light. Ordinary glass can only transmit 0.6% of ultraviolet light, but plexiglass can transmit 73%.

High mechanical strength
The relative molecular mass of plexiglass is about 2 million, which is a long-chain polymer compound, and the chain forming the molecule is very soft, therefore, the strength of plexiglass is relatively high, and the resistance to stretching and impact is 7-18 times higher than ordinary glass.
There is a heating and stretching treatment of Plexiglas, in which the molecular chain segments are arranged in a very orderly manner, so that the material has a significant increase in toughness.
With a nail into this plexiglass, even if the nail penetrated, the plexiglass does not produce cracks. This kind of plexiglass will not break into pieces after being pierced by bullets as well.
Therefore, the stretching treatment of Plexiglas can be used as bulletproof glass, but also used as the cockpit cover on military aircraft.
Light weight
The density of plexiglass is 1.18g/cm3; the same size of the material, its weight is only half of ordinary glass, metal aluminum (a light metal) 43%.
Easy to process
Plexiglass can not only be cut by lathe, drilling machine for drilling, and can be bonded into various shapes of apparatus with acetone, chloroform, etc., but also can be processed into large to aircraft cockpit cover, small to dentures and dental brackets and other colorful products by blow molding, injection, extrusion and other plastic molding manufacturing methods.

Physical properties of PMMA materials
Polymethyl methacrylate has good overall mechanical properties, and is in the forefront of general-purpose plastics. The tensile, bending and compression strengths are higher than those of polyolefins, but also higher than those of polystyrene and polyvinyl chloride, etc. The impact toughness is poorer, but also slightly better than that of polystyrene.
The mechanical properties such as tensile, bending and compression are higher for the casted ontology polymerized polymethyl methacrylate sheets (for example, plexiglass sheets for aviation), which can reach the level of engineering plastics such as polyamide and polycarbonate.
In general, the tensile strength of polymethyl methacrylate can reach the level of 50-77MPa, bending strength can reach 90-130MPa, the upper limit of these performance data has reached or even exceeded some engineering plastics.
Its elongation at break is only 2%-3%, so its mechanical properties are basically hard and brittle plastic, and has notch sensitivity, easy to crack under stress, but the fracture is not as sharp and uneven as polystyrene and ordinary inorganic glass.
40℃ is a secondary transition temperature, which is equivalent to the temperature at which the lateral methyl group starts to move, beyond 40℃, the toughness and ductility of the material improves. The surface hardness of polymethyl methacrylate is low and easily scratched.

The strength of polymethyl methacrylate is related to the time of stress action, and decreases with the increase of action time. The mechanical properties of polymethyl methacrylate (oriented plexiglass) after tensile orientation are significantly improved, and the notch sensitivity is also improved.
The heat resistance of polymethyl methacrylate is not high, and although its glass transition temperature reaches 104°C, the maximum continuous use temperature changes between 65°C and 95°C with different working conditions, the heat deflection temperature is about 96°C (1.18 MPa), and the Vicat softening point is about 113°C.
Heat resistance can be improved by copolymerization of monomer with acrylate methacrylate or glycol bis-ester acrylate.
The cold resistance of polymethyl methacrylate is also poor, with a brittleness temperature of about 9.2°C.
The thermal stability of polymethyl methacrylate is medium, better than polyvinyl chloride and polyformaldehyde, but less than polyolefin and polystyrene, thermal decomposition temperature is slightly higher than 270 ℃, its flow temperature is about 160 ℃, so there is still a wide range of melt processing temperature.
The thermal conductivity and specific heat capacity of polymethyl methacrylate are medium in plastics, 0.19W/CM.K and 1464J/Kg.K respectively.

Chemical properties of PMMA materials
Chemical reagent resistance and solvent resistance
PMMA is resistant to dilute inorganic acids, but concentrated inorganic acids can make it erode, resistant to alkalis, but warm sodium hydroxide and potassium hydroxide can make it leach, resistant to salts and grease, resistant to aliphatic hydrocarbons, insoluble in water, methanol, glycerol, etc., but can absorb alcohol swelling and produce stress cracking, not resistant to ketones, chlorinated hydrocarbons and aromatic hydrocarbons.
Its solubility parameter is about 18.8(J/CM3)1/2 , and it can be dissolved in many chlorinated hydrocarbons and aromatics, such as dichloroethane, trichloroethylene, chloroform, toluene, etc. Vinyl acetate and acetone can also make it dissolve.
Polymethyl methacrylate has good resistance to gases such as ozone and sulfur dioxide.
Weather resistance
Polymethyl methacrylate has excellent resistance to atmospheric aging. Its specimens are subjected to natural aging test for 4 years, with weight change, slight decrease in tensile strength and light transmission, slight yellowing of color, more obvious decrease in silver stripe resistance, and slight increase in impact strength, and almost no change in other physical properties.
Flammability
Polymethyl methacrylate is very easy to burn, and the ultimate oxygen index is only 17.3.
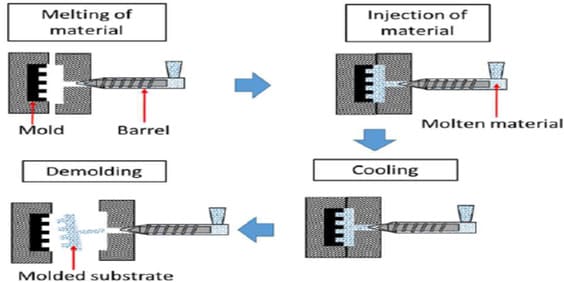
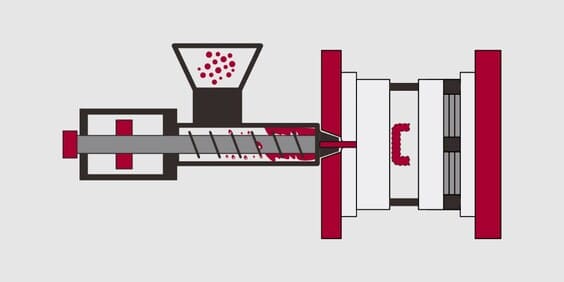
PMMA injection molding process
Treatment of plastic
PMMA has certain water absorption, its water absorption rate reaches 0.3-0.4%, and manufacturing injection molding shall be below 0.1% of the temperature, usually 0.04%.
The presence of water makes the melt appear bubbles, air lines, transparency reduction, etc.. So it should be dried.
The drying temperature is 80-90°C and the time is 3 hours or more.
The recycled material can be used 100% in some cases, the actual amount depends on the quality requirements, usually can be over 30%, the recycled material should avoid pollution otherwise it will affect the transparency and the nature of the finished product.
Injection molding machine selection
PMMA has no special requirements for injection molding machine. Because of its high melt viscosity, the need for deeper screw grooves and larger diameter nozzle holes.
If the strength of the product is high, the screw with a larger aspect ratio should be used for low temperature plasticization. In addition, PMMA injection molding must use dry hopper to store the material.

Mould and gate design
The temperature of the mold can be 60℃-80℃, the diameter of the main flow channel should match the inner taper, the best angle is 5° to 7°.
If you want to inject 4mm or more products, the angle should be 7°, the diameter of the main flow channel should be 8 to 10mm, the overall length of the gate should not exceed 50mm, for products with wall thickness less than 4mm, the diameter of the flow channel should be 6-8mm.
For products with wall thickness greater than 4mm, the runner diameter should be 8-12mm. For edge-shaped, fan-shaped, and pendant-shaped gates, the depth should be 0.7-0.9t (t is the product wall thickness), and the diameter of needle-shaped gates should be 0.8-2mm; a smaller size should be used for low viscosity.
The common venting holes are 0.05 to 0.07mm deep and 6mm wide.The slope of demoulding is between 30′-1° cavity part 35′-1°30°.
Melt temperature
It can be measured by air injection method: from 210℃-270℃, depending on the information provided by the supplier.
Injection temperature
Available for fast injection, but to avoid high internal stress, it is advisable to use multi-stage injection, such as slow-fast-slow, etc. When injecting thick parts, slow speed is used.
Retention time
If the temperature is 260℃, the retention time should not exceed 10 minutes at most, if the temperature is 270℃, the retention time should not exceed 8 minutes.
What are the process conditions for PMMA injection molding?
PMMA’s molding process performance
1. PMMA contains polar side methyl, there is a more obvious moisture absorption, moisture absorption rate is generally 0.3%- 0.4%, so the molding must be dried before, drying conditions for 80 ~ 85 ℃, 4 ~ 5h.
2. PMMA melt viscosity is high, the cooling rate is faster, the plastic parts are easy to produce internal stress, after molding to be post-treatment.
3. PMMA is an amorphous material, injection molding shrinkage rate and the range of change are small, generally 0.5%-0.8%, so the product precision is high.
4. Because of the poor flowability of PMMA melt, in order to facilitate the melt filling, large size gates should be used.
5. PMMA melt has obvious non-Newtonian fluid characteristics, melt viscosity will increase with the shear rate and significantly decreased, melt viscosity is sensitive to temperature changes.
6. In order to reduce the viscosity of PMMA melt, the molding pressure and material temperature can be increased to get a better flowability.
7. PMMA has a wide range of injection molding processing temperature, the temperature of the beginning of the flow of 160 ℃, the decomposition temperature of 270 ℃.
8. In order to facilitate the flow of PMMA melt, the cross-sectional area of the mold gate should be short and thick, not to use a wide and thin section gate.
The main injection molding conditions of PMMA
Barrel temperature
The thermal stability of PMMA injection molding is medium, the thermal decomposition temperature is slightly higher than 270℃, usually, for screw type injection molding machine, the barrel temperature is controlled at 180~230℃, while the plunger type injection molding machine is higher than the screw type by 20℃: about. The nozzle temperature is about 20℃ lower than the barrel temperature.
Mold temperature
As the cooling rate of PMMA melt is fast, the plastic parts are easy to produce internal stress, therefore, the high and low control of injection mold temperature is strict, and the general injection mold temperature is controlled at 40~80℃.
Injection pressure
As the viscosity of PMMA melt is high and the flowability is poor, so the injection molded pressure should be high, the injection pressure is generally controlled at 80-120MPa, and the holding pressure is 40-60MPa.

PMMA plastic injection molding process and precautions
Drying of PMMA plastic
PMMA has a certain water absorption, its water absorption rate reaches 0.3-0.4%, and PMMA injection molding shall be below 0.1% of the wetness, usually 0.04%.
The presence of water makes the melt appear bubbles, air lines, transparency decreases, etc. So it should be dried. Drying temperature is 80-90°C and time is 3 hours or more.
Recycled material can be used 100% in some cases, the actual amount depends on the quality requirements, usually can be over 30%, recycled material to avoid pollution otherwise it will affect the transparency and the nature of the finished product.
PMMA plastic injection molding machine selection
PMMA has no special requirements for injection molding machine. Because of its high melt viscosity, the need for deeper screw grooves and larger diameter injection nozzle holes.
If the strength of the product requirements are high, it is necessary to use a larger aspect ratio of the screw to implement low-temperature plasticization. In addition, PMMA plastic injection molding must use dry hopper to store the material.
Mold and gate design
The temperature of the injection molds can be 60℃-80℃, the diameter of the main flow channel should match the inner taper, the best angle is 5° to 7°, if you want to inject 4mm or more products, the angle should be 7°.
The diameter of the main runner should be 8 to 10mm, and the overall length of the gate should not exceed 50mm. For plastic mold products with wall thickness less than 4mm, the runner diameter should be 6-8mm.
The diameter of runner should be 8-12mm. The depth of edge, fan and pendant gate should be 0.7 to 0.9t (t is the wall thickness of the product), and the diameter of needle-shaped gate should be 0.8 to 2mm; a smaller size should be chosen for low viscosity.
Common venting holes are within 0.05 deep and 6mm wide, with a release slope of 30′-1° cavity part between 35′-1°30°.
PMMA plastic melt temperature
Can be measured by air injection method: from 210℃~270℃, depending on the information provided by the supplier. Withdraw the back seat so that the nozzle of the injection molding machine leaves the main flow bushing, and then plasticize the injection manually, which is the counter-air injection.
PMMA plastic injection speed and dwell time
Available for fast injection molding production , but to avoid a high degree of internal stress, it is advisable to use multi-stage injection, such as slow-fast-slow, etc., and slow speed when injecting thick parts.
Note: If the temperature is 260℃, the retention time should not exceed 10 minutes at most, if the temperature is 270℃, the retention time should not exceed 8 minutes.
The advantages and disadvantages of PMMA material
Acrylic, also known as PMMA or Plexiglas advantages is the best new material to manufacture sanitary ware after the ceramic, compared with traditional ceramic materials, acrylic in addition to the unparalleled high brightness, there are the following advantages.
The advantages of PMMA material
1. Aesthetics of plexiglass: mirror effect, exquisite craftsmanship, no wrinkles, no seams;
2. The visual effect of plexiglass: various colors, strong visual impact.
3. Light transmission of plexiglass: light transmission rate can reach 96%, excellent light transmission rate, soft light.
4. Impact resistance of plexiglass: more than 200 times than ordinary glass products, almost no risk of breakage;
5. The durability of plexiglass: the product has very good protection for the built-in light source, extending the life of the light source products;
6. Plexiglass weather resistance: It can keep the color for a long time, and the good quality of the plate can be used for as long as 6-13 years;
7. Plexiglass is flame-resistant: no spontaneous combustion and self-extinguishing;
8. Energy-saving of plexiglass: very good light transmission, relatively reduce the light source, save electricity, reduce the cost of use;
9. Reasonability of plexiglass: reasonable design and rainproof and moistureproof, open structure, easy to clean and maintain, etc.

The disadvantages of PMMA material
Due to the difficulty of acrylic production, high cost, so there are many low-quality and low-cost substitutes on the market.
These substitutes are also known as “acrylic”, in fact, is the ordinary organic board or composite board also known as sandwich board.
Ordinary organic board with ordinary organic glass cracked material plus pigment casting and become, the surface hardness is low, easy to fade, with fine sanding polishing effect is poor.
Composite panels only a very thin layer of acrylic surface, the middle is ABS plastic, the use of thermal expansion and contraction is easy to delamination.
True or false acrylic, can be identified from the plate cross section of the subtle color difference and polishing effect.
Application areas of PMMA material
Plexiglass is widely used, not only in commerce, light industry, construction, chemical industry and so on. And plexiglass production, in advertising decoration, sand model is very widely used, such as: signs, billboards, light box panels and Chinese and English letter panels.
Material selection depends on the modeling design, what kind of modeling, with what kind of plexiglass, color, variety should be repeatedly tested to make the best effect. With a good modeling design, but also rely on careful processing and production, in order to become a beautiful craft.
1. Architectural applications: windows, soundproof doors and windows, light covers, telephone booths, etc.
2. Advertising application: light box, signboard, signage, display stand, etc.
3. Transportation applications: trains, automobiles and other vehicle doors and windows, etc.
4. Medical applications: baby incubators, various surgical medical instruments Civilian products: bathroom facilities, handicrafts, cosmetics, brackets, aquariums, etc.
5. Industrial applications: instrument surface plates and covers, etc.
6. Lighting applications: fluorescent lamps, chandeliers, street lamp shades, etc.
7. Household applications: fruit plates, tissue boxes, acrylic art paintings and other household daily use products.

Summary
This blog introduces the types of engineering plastics PMMA, its properties custom injection modling process, the selection of equipment, product modeling, and mold design considerations in actual production, and the solutions to common defects.
In the actual PMMA material selection and injection molding product production, it is recommended to choose an experienced injection mold manufacturer and injection molding product supplier to recommend a suitable PMMA material in terms of product usage and functional requirements, appearance, etc. to ensure the smooth implementation of the project.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






