 Saltar para o conteúdo
Saltar para o conteúdo 

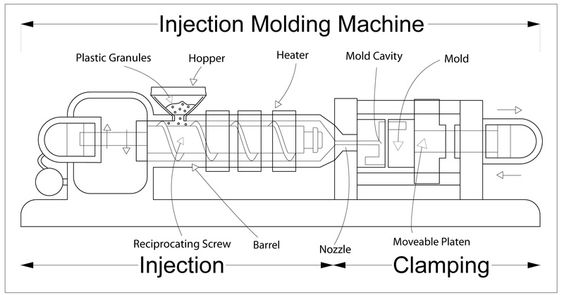
Moldagem por injeção de plástico é um processo em que as peças são fabricadas através da injeção de plástico fundido num molde.
Moldagem por injeção de plástico é o processo de injeção de material plástico fundido numa ferramenta metálica que depois arrefece e ejecta uma peça de plástico da ferramenta moldagem por injeção imprensa.
A resina plástica é introduzida no carregador sob a forma de pellets. O material é rodado para a frente pelo parafuso e entra em contacto com o cilindro aquecido. A fricção e o barril aquecido derretem o plástico, que se acumula em frente ao parafuso.
O plástico fundido é injetado no molde sob alta pressão, sendo depois deixado arrefecer e curar. O resultado é uma peça moldada por injeção. Para criar moldes que produzam produtos de qualidade, é importante compreender os diferentes tipos de estruturas utilizadas em moldes de injeção.
Antes de começarmos a processar e fabricar um molde de plásticoPara a construção do molde, é necessário projetar o molde de acordo com o desenho, que é o desenho estrutural do molde. Quando se trata da estrutura do molde, embora a estrutura específica de cada molde varie de acordo com o produto, no geral, ainda podemos fazer uma classificação geral.

Um molde completo é normalmente composto por duas partes principais
A parte de moldagem, também conhecida como o núcleo antigo, é a parte que se relaciona com a forma e o tamanho do produto plástico.
A peça da estrutura do molde, também conhecida como embrião do molde, é utilizada para instalar e fixar a peça de moldagem.
Os moldes de injeção de plástico dividem-se em dois tipos principais
(a) Molde de duas placas
O molde de duas placas não se aplica ao molde com deslizador de molde frontal e ao molde com porta pontual, exceto para estas duas estruturas, todas as outras estruturas e métodos de colagem podem ser utilizados.
(b) Três placas são de tipo molde
Também é chamado de molde de bico fino, de acordo com o tipo, e dividido em bico fino, bico fino simplificado e três placas falsas de três formas.
A estrutura do molde de boca de água fina de tipo simplificado não tem pilar de guia na placa lateral do molde posterior, não tem anilha de limite na barra de ligação, não pode conceber a estrutura da placa de pressão, normalmente utilizada em 500 mm sob o molde de pequena e média dimensão, o lote de produtos não é adequado para utilização.
(c) Molde falso de três placas
A estrutura do molde de três placas falsas foi especialmente concebida para o molde do mecanismo deslizante do molde frontal, não existe placa de descarga, não é adequada para o molde do jito pontual.

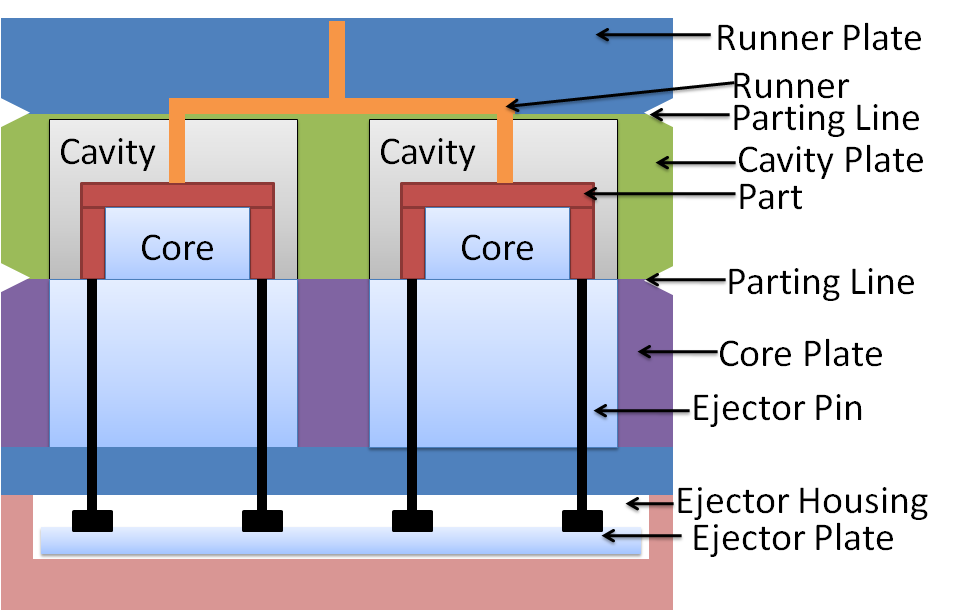
Sete sistemas principais constituem um molde de injeção de plástico completo
(1): O sistema de vazamento
Consiste em 4 partes: o canal de fluxo principal, o coletor, a comporta e a cavidade fria.
(2) Mecanismo de moldagem
A estrutura de moldagem é a parte que está em contacto direto com os produtos de plástico, incluindo o núcleo do molde dianteiro e traseiro, a inserção, a corrediça, a parte superior inclinada e outras instituições.
(3) Sistema de ejeção
O sistema de ejeção inclui os pinos ejectores, blocos ejectores, manga ejectora e elevadores, etc. para empurrar as peças moldadas por injeção para fora do núcleo da cavidade após o arrefecimento.
(4) Estrutura do guia
O mecanismo de guia inclui um pilar de guia, uma manga de guia, uma barra de reposição da placa ejectora, um casquilho de guia da placa ejectora e outras instituições.
Para os moldes mais exigentes, por vezes é necessário aumentar adicionalmente o mecanismo de orientação auxiliar, como o cone, a superfície reta, o posicionamento de precisão do cone, etc.
(5) Sistema de arrefecimento
O sistema de arrefecimento é principalmente um circuito de circulação de água, com arrefecimento de óleo, arrefecimento de água, arrefecimento de ar, etc.
Alguns moldes precisam de ser aquecidos, o circuito de água de arrefecimento pode ser utilizado para aquecimento.
O molde em si é um grande sistema de arrefecimento. Para conseguir um melhor efeito de arrefecimento, serão concebidos um ou mais grupos de canais de arrefecimento para o molde.
Normalmente, a distância entre o canal de arrefecimento e o produto é o dobro do diâmetro do canal.
(6) Sistema de escape
Inclui principalmente a ranhura de escape, a agulha de injeção de escape, o encaixe de escape, a válvula de escape e outras partes da instituição.
(7) Sistema de alimentação
O sistema de alimentação refere-se à passagem através da qual o plástico fundido passa do bocal da máquina de injeção para a cavidade do molde.
É composto por quatro partes: canal, corrediça, porta e poço de projétil frio.
De acordo com os requisitos do processo e do fabrico, alguns dos núcleos do molde e o molde fêmea são compostos por várias peças e outros são feitos num todo.
E os insertos de molde só são utilizados nas partes que são vulneráveis ou intratáveis.
Para cumprir os requisitos do moldagem por injeção processo para a temperatura do molde, é necessário instalar um sistema de regulação da temperatura para ajustar a temperatura do molde.

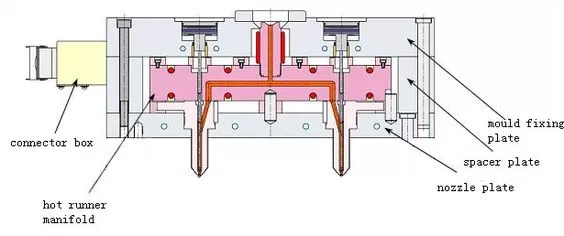
Introdução ao sistema de canais quentes para moldes de plástico
(1) Sistema de canal quente é uma ferramenta muito utilizada moldagem de plástico sistema de fundição, principalmente com a ajuda de dispositivos de aquecimento e de um sistema eletrónico de controlo da temperatura, para que o plástico fundido no sistema de fundição não solidifique.
Isto permite que o plástico seja colocado na cavidade do molde de uma forma suave e ordenada.
Na ausência de pressão de injeção, o plástico fundido não fluirá automaticamente e não será puxado, transbordado e outros fenómenos com a libertação de produtos de plástico, pelo que o molde de canal quente também é designado por molde sem canal ou com menos canal.
(2) Moldes de canal quente têm uma vasta gama de temperaturas de fusão plástica. Boa fluidez a baixa temperatura: boa estabilidade térmica a alta temperatura.
Sensível à pressão, sem fluxo sem pressão, fluxo imediatamente após a pressão; boa condutividade térmica, aquecimento rápido, arrefecimento rápido.
As desvantagens são que o mecanismo ocupa muito espaço, tem um custo elevado, tem grandes perdas de calor, é difícil de controlar e tem uma grande expansão térmica após o aquecimento.
O material termoplástico, pelo contrário, é um material plástico que pode ser fundido, arrefecido, solidificado e novamente fundido sem queimar.
Os materiais termoplásticos podem ser reciclados e utilizados novamente. Por vezes, isto acontece diretamente no chão de fábrica.
(3) A conceção do molde de canal quente deve prestar atenção ao sistema de canais quentes e ao molde entre eles, deve deixar espaço suficiente para uma expansão da rosca, tentar evitar o contacto de grandes áreas, o molde e a moldagem por injeção A máquina deve ser aumentada entre a almofada de isolamento térmico para reduzir a perda de calor.
A almofada de isolamento deve ser de um material isolante, normalmente utilizado como baquelite, várias placas de plástico ou fibra de vidro, etc.
(4) O sistema de canais quentes é composto principalmente por quatro partes: termóstato principal, manga de cruzamento, coletor e bocal quente. A forma da entrada de cola pode ser dividida em tipo de ponto único e tipo de ponto múltiplo.
Mecanismo deslizante e mecanismo de topo inclinado
a. Mecanismo deslizante
(1) O mecanismo deslizante, também designado por mecanismo de separação lateral e de extração do núcleo, é uma forma de lidar com as farpas dos produtos de plástico que não podem ser libertadas suavemente no molde.
Quando o lado do produto de plástico tem um lado côncavo, como um orifício redondo, orifício de libertação, patilha, ranhura, barra, etc., e não pode ser libertado suavemente de acordo com a direção de abertura do molde, a separação lateral e o mecanismo de extração do núcleo devem ser utilizados, e o mecanismo deslizante é a forma mais comum.
(2) Ao conceber a corrediça, para que a coluna inclinada conduza o movimento da corrediça com segurança e suavidade, e para não fazer com que a coluna inclinada e a corrediça se autobloqueiem ou mordam no processo de abertura e fecho do molde, o ângulo da coluna inclinada deve ser maior do que o ângulo do bloco de bloqueio da corrediça 1-3 graus.
(3) O ângulo do cursor não deve ser superior a 25 graus. Quando sujeito à forma do produto deve ser superior a 25 graus, deve ser utilizado com precaução.
b. Mecanismo de topo inclinado
(1) O papel do topo inclinado é o mesmo que o do deslizador. O seu princípio de movimento é também o movimento vertical de abertura e fecho do molde em movimento horizontal, para completar a extração lateral do núcleo.
O topo inclinado baseia-se principalmente no movimento da placa ejectora e no movimento. É uma extensão do sistema ejetor e pertence ao mecanismo de extração lateral do núcleo.
Durante o movimento do topo inclinado, não só pode extrair as farpas, como também pode ajudar o mecanismo ejetor a ejetar os produtos de plástico do molde, pelo que não é necessário dispor o ejetor num raio de 10-20 mm à volta do topo inclinado.
(2) Curso de ejeção: Na conceção do topo inclinado, o curso do ejetor deve garantir a ejeção segura dos produtos de plástico do molde de injeção.
Para garantir a libertação segura do molde ao mesmo tempo, deve também tentar encurtar o curso do ejetor, quanto maior for o curso do ejetor, mais fácil será fatigar o topo inclinado, mais curta será a vida útil.
(3) O ângulo do tampo inclinado não deve ser superior a 12 graus. Um ângulo superior a 12 graus deve ser utilizado com precaução. Quanto maior for o ângulo do topo inclinado, pior será a resistência e mais fácil será a sua rotura.
O mecanismo de deslizamento do molde traseiro, de topo inclinado, é a estrutura mais comum e uma das mais básicas em molde de plástico.

c. Estrutura deslizante do molde frontal
Tal como o controlo deslizante do molde posterior, é um sistema importante no molde de plástico. O mecanismo deslizante do molde frontal é necessário quando o produto apresenta as seguintes condições.
(1) Produtos de casca com elevados requisitos de aparência, quando há buracos ou ranhuras nas paredes laterais, a utilização de um deslizador de molde traseiro afectará a aparência.
(2) A altura do produto é muito elevada, quando a posição da fivela está longe do núcleo da matriz traseira, o deslizador da matriz traseira é mais difícil de fazer, é necessário considerar a utilização de
(3) Alguns produtos de casca, a localização da fivela na parte da frente do molde interno, simplesmente não pode fazer o controle deslizante do molde traseiro
(4) Em alguns produtos, devido ao aparecimento de restrições, a aparência do produto da inclinação de libertação é pequena, fácil de colar ao molde frontal
(5) Para alguns produtos de cavidade profunda redondos, quase redondos ou rectangulares, quando todo o exterior tem um chanfro, tente considerar a utilização do cursor do tipo Haff.
Existem muitos tipos de barras deslizantes frontais, e a moldagem por injeção o custo de processamento é muito mais elevado e o processamento é muito mais difícil, por isso, na conceção do molde, tente não utilizar os cursores frontais.
A injeção do produto tem o rebaixo ou o orifício lateral, o molde de plástico personalizado precisa de conceber o mecanismo de tração do núcleo lateral (também designado por corrediça), o mecanismo de tração do núcleo inclinado (também designado por elevadores), o cilindro de óleo (quando a distância de tração do núcleo lateral é longa).

Controlo deslizante da matriz frontal comparado com o controlo deslizante da matriz posterior
(1) A parte da frente do molde com o deslizador frontal do molde precisa de mais um corte (exceto o deslizador frontal), e todo o molde precisa de pelo menos dois ou três cortes. Se for um molde com alimentação por porta pontual, precisa de três vezes; se for um molde com alimentação por porta não pontual, precisa de duas vezes.
(2) Quer sejam duas ou três vezes, a superfície de separação principal deve ser aberta na última vez
(3) A superfície de corte principal tem mais mecanismo de fixação
(4) O pilar guia da estrutura do molde encontra-se normalmente na parte frontal do molde
(5) O molde individual do mecanismo deslizante do molde frontal não pode realizar a estrutura da placa de pressão do molde traseiro
Ao conceber o molde do mecanismo de deslizamento do molde frontal, devem ser tidas em conta as seguintes questões
(1) Ao projetar o molde do mecanismo de deslizamento do molde frontal, se o método de alimentação de cola for a alimentação de porta de ponto, deve ser utilizado o suporte de molde de bico fino ou o suporte de molde de bico fino simplificado.
Se o método de colagem for o de não colagem pontual, é necessário utilizar o suporte de molde de três placas falsas, porque o suporte de molde de três placas falsas foi concebido para o molde do mecanismo deslizante do molde frontal.
(2) A superfície de separação principal deve ter um mecanismo de fixação muito seguro e fiável, normalmente utilizado como abridor de nylon, máquina de fecho de mola, máquina de fecho mecânico, etc.
(3) Deve existir um mecanismo limitador muito seguro entre o gabarito do código superior e algumas placas, normalmente utilizadas com parafusos do ombro (parafusos limitadores).
(4) A manga da porta do molde do mecanismo deslizante do molde frontal e o núcleo do molde frontal estão num estado de fricção violenta durante muito tempo, pelo que a extremidade frontal da manga da porta deve ser chanfrada para encaixar.







