 Saltar para o conteúdo
Saltar para o conteúdo 

No processo de moldagem por injeção, não se pode confiar apenas em máquinas de moldagem por injeção e moldes sofisticados para obter uma boa qualidade do produto e estabilidade do processo. A temperatura do molde é também uma variável importante que é necessário controlar.
Quando se está a moldar por injeção, o plástico derretido no molde está constantemente a transferir calor para a superfície da cavidade, o que faz com que a temperatura do molde aumente. Se a temperatura do molde for elevada, é bom que o plástico derretido preencha a cavidade, mas também faz com que a peça de plástico demore mais tempo a arrefecer e abranda a produção; se a temperatura do molde for baixa, o plástico derretido solidifica rapidamente, o ciclo de moldagem é mais curto, mas o plástico não flui bem e a cavidade pode não ser completamente preenchida. Um sistema de controlo da temperatura do molde bem concebido pode encurtar o tempo de arrefecimento e melhorar a qualidade das peças de plástico; por outro lado, se o sistema de controlo da temperatura do molde for mal concebido, o ciclo de moldagem das peças de plástico será mais longo e as peças de plástico poderão ficar deformadas após a moldagem.

Nesta publicação do blogue, vou falar sobre a necessidade de controlar a temperatura da sua máquina de moldagem por injeção, como escolher a temperatura certa, como controlar a temperatura, problemas e soluções comuns, etc. Espero que, através desta publicação no blogue, possa compreender a importância da temperatura do molde na processo de moldagem por injeção e como controlar a temperatura do molde. Um controlo preciso pode otimizar o processo de produção de moldagem por injeção e reduzir os custos de produção e de funcionamento da empresa.
Ⅰ. Temperatura do molde
A temperatura do molde é a temperatura da superfície do molde que entra em contacto com a peça. A temperatura do molde depende das propriedades do plástico, do desenho e tamanho da peça, dos requisitos de desempenho e de outras condições do processo, como a temperatura de fusão, a velocidade de injeção, a pressão de injeção e o tempo de ciclo. A temperatura do molde afecta a forma como o plástico fundido se enche, solidifica e forma, a eficiência da produção e a forma e tamanho da peça de plástico.
A temperatura do molde tem um grande efeito na qualidade e eficiência da moldagem de peças de plástico. Quando o molde está mais quente, o material derretido flui melhor, o que ajuda a encher o molde e a dar um bom aspeto à peça de plástico. Mas o material demora mais tempo a arrefecer e a endurecer, pelo que é mais fácil estragar a peça quando a retira. Para os materiais que podem cristalizar, ajuda-os a cristalizar e a não mudar de tamanho quando se armazena ou utiliza a peça. Quando o molde está mais frio, é mais difícil para o material derretido encher o molde, pelo que a peça tem mais tensão no interior, parece baça e tem problemas como riscos prateados e marcas de soldadura.

Diferentes materiais requerem diferentes técnicas de processamento, e diferentes produtos têm diferentes requisitos e estruturas de superfície. Para produzir peças de plástico que cumpram os requisitos de qualidade no tempo mais eficiente possível, é necessário manter o molde a uma determinada temperatura. Quanto mais estável for a temperatura do molde, mais estáveis serão os produtos de plástico produzidos em termos de tamanho, forma, qualidade de aspeto, etc. Por conseguinte, para além dos factores de fabrico do molde, a temperatura do molde é um fator importante no controlo da qualidade das peças de plástico. O método de controlo da temperatura do molde deve ser totalmente considerado na conceção do molde.

Ⅱ. A necessidade de controlo da temperatura do molde
A temperatura do molde tem uma grande influência no encolhimento da peça moldada. Ao mesmo tempo, também afecta diretamente as propriedades mecânicas do produto moldado por injeção, e pode também causar defeitos de moldagem, tais como uma má superfície do produto. Portanto, a temperatura do molde deve ser mantida dentro da faixa especificada, e o molde deve ser A temperatura não muda com o tempo. A diferença de temperatura entre as cavidades de um molde multi-cavidades também não deve mudar. Para produtos acabados que são propensos a dobrar e deformar, a temperatura do molde é frequentemente usada para tornar a taxa de resfriamento uniforme.
1. requisitos de aparência
À medida que os clientes se tornam mais exigentes, têm requisitos cada vez mais elevados relativamente ao aspeto dos produtos. Ajustar a temperatura do molde é uma das formas eficazes de melhorar o aspeto dos produtos. Especialmente para produtos reforçados com fibra de vidro, se a temperatura do molde for baixa, as fibras flutuam facilmente na superfície. A maioria das peças de engrenagens actuais são reforçadas com fibra de vidro, e algumas até aumentam o teor de fibra até 50%.
2.Requisitos de estabilidade dimensional para produtos acabados
Para produtos de engrenagem mais precisos, além dos requisitos de aparência, eles também exigem estabilidade dimensional. Os factores que afectam a estabilidade dimensional do produto incluem principalmente: a estabilidade e a racionalidade do processo de conformação, a estabilidade da temperatura e da humidade do ambiente de produção e a uniformidade da relação do material. propriedades, o equilíbrio da temperatura e do volume da água de circulação da máquina, a precisão do controlo da temperatura da máquina da temperatura do molde, etc.

3.Propriedades físicas e mecânicas do produto acabado
Para materiais cristalinos, se utilizar uma temperatura de molde elevada, o produto irá armazenar muito calor, o processo de arrefecimento e de endurecimento será longo e a temperatura de cristalização será passada lentamente. O produto acabado terá alta cristalinidade, grande encolhimento e boas propriedades físicas e mecânicas. As matérias-primas cristalinas, como PA, PP, PE e POM, requerem um maior controlo da temperatura do molde.
O ciclo de moldagem também é afetado pela temperatura do molde. Se a temperatura do molde for elevada, o tempo de arrefecimento será mais longo para garantir o tamanho do produto acabado. Como resultado, o ciclo de moldagem será mais longo e os custos de produção aumentarão.

Para produtos acabados transparentes, a temperatura do molde tem de ser utilizada para controlar a cristalinidade. Tente usar uma temperatura de molde baixa para a moldagem para reduzir o grau de cristalização.
A utilização da temperatura do molde é útil para evitar a concentração de tensões internas. Por exemplo, ao moldar PC, ABS, PS e outros materiais, para evitar a concentração de tensões internas na peça, é normalmente necessário aumentar adequadamente a temperatura do molde, o que favorece a libertação de tensões internas na peça.

O Efeito da Temperatura do Molde no Controlo de Qualidade de Peças Moldadas por Injeção
1. efeito da temperatura do molde na aparência do produto
Quando a temperatura é mais elevada, a resina será mais fluida, o que tornará a superfície da peça mais lisa e brilhante, especialmente para a estética da superfície de peças de resina reforçada com fibra de vidro. Também melhorará a resistência e o aspeto da linha de fusão.
Quanto à superfície gravada, se a temperatura do molde for baixa, será difícil para a massa fundida preencher a raiz da textura, pelo que a superfície do produto parecerá brilhante e a textura real na superfície do molde não pode ser "transferida". Depois de aumentar a temperatura do molde e a temperatura do material, o efeito de gravação ideal pode ser obtido na superfície do produto.

2. efeito sobre a tensão interna dos produtos
A tensão interna que se forma durante a moldagem é causada principalmente pelas diferentes taxas de contração térmica durante o arrefecimento. Quando um produto é moldado, o arrefecimento começa na superfície e estende-se gradualmente para o interior. A superfície encolhe e endurece primeiro, e depois o interior encolhe gradualmente. Durante este processo, a diferença na velocidade de contração cria tensão interna.
Quando a tensão interna residual numa peça de plástico é superior ao limite elástico da resina, ou quando esta é corroída por um determinado ambiente químico, surgem fissuras na superfície da peça de plástico. A investigação sobre resinas transparentes, como o PC e o PMMA, mostra que a tensão interna residual se apresenta sob a forma de compressão na superfície e sob a forma de tensão no interior.

A tensão de compressão da superfície depende da condição de arrefecimento da superfície. Um molde frio arrefece rapidamente a resina fundida, resultando numa elevada tensão interna residual no produto moldado. A temperatura do molde é a condição mais básica para controlar a tensão interna. Uma ligeira alteração na temperatura do molde alterará significativamente a sua tensão interna residual. De um modo geral, cada produto e resina tem o seu limite mínimo de temperatura do molde para uma tensão interna aceitável. Quando se moldam paredes finas ou longas distâncias de fluxo, a temperatura do molde deve ser mais elevada do que o limite mínimo para a moldagem geral.

3. melhorar o empeno do produto
Se a conceção do sistema de arrefecimento do molde não for razoável ou se a temperatura do molde for mal controlada, a peça de plástico não arrefecerá o suficiente, provocando a sua deformação.
Para controlar a temperatura do molde, é necessário calcular a diferença de temperatura entre o molde macho e o molde fêmea, o núcleo do molde e a parede do molde, e a parede do molde e a inserção. É necessário calcular a diferença de temperatura de acordo com as caraterísticas estruturais do produto. Isto é para controlar a diferença na velocidade de contração de arrefecimento de cada parte da moldagem. Depois de a peça de plástico ser desmoldada, tende a dobrar-se na direção de tração no lado com temperatura mais elevada. Isto é para compensar a diferença na retração de orientação. Isto é para evitar que a peça de plástico se deforme e se deforme de acordo com as regras de orientação.

Para peças de plástico com uma estrutura de corpo completamente simétrica, deve manter a temperatura do molde consistente. Isto irá garantir que todas as partes da peça de plástico arrefecem uniformemente.
4. afeta o encolhimento de moldagem de produtos
Quando a temperatura do molde é baixa, as moléculas congelam mais rapidamente, o que torna mais espessa a camada congelada de fusão na cavidade do molde. Ao mesmo tempo, a baixa temperatura do molde abranda o crescimento dos cristais, o que reduz o encolhimento do produto durante a moldagem. Por outro lado, se a temperatura do molde for elevada, a massa fundida arrefece lentamente, o tempo de relaxamento é longo, a orientação é baixa e é fácil de cristalizar, pelo que a contração real do produto é maior.

5. afecta a temperatura de distorção térmica dos produtos
Para plásticos cristalinos, se moldar o produto a uma temperatura de molde mais baixa, a orientação molecular e a cristalização ficam congeladas no lugar. Quando se utiliza um ambiente de utilização a uma temperatura mais elevada ou condições de processamento secundário, as cadeias moleculares reorganizar-se-ão e o processo de cristalização, fazendo com que o produto se deforme mesmo muito abaixo da temperatura de distorção térmica (HDT) do material.
A abordagem correta é utilizar a temperatura do molde recomendada próxima da sua temperatura de cristalização para a produção, de modo a que o produto possa ser totalmente cristalizado durante o moldagem por injeção e evitar a pós-cristalização e a pós-encolhimento em ambientes de alta temperatura.

Ⅳ.Métodos para controlar a temperatura do molde
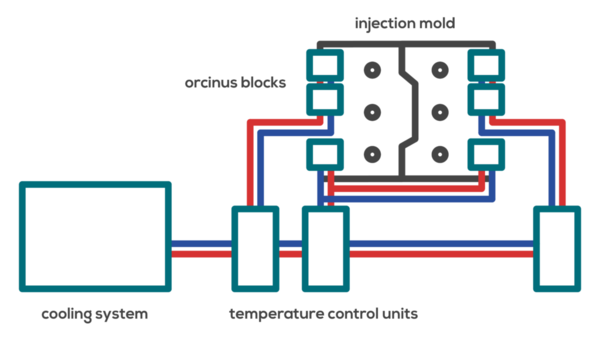
1. A cavidade e o núcleo do molde devem ter os seus próprios circuitos de arrefecimento. Ao projetar os circuitos de arrefecimento, tenha em conta que a cavidade e o núcleo absorvem o calor de forma diferente, pelo que a resistência térmica da estrutura do circuito será diferente. A temperatura da água (ou do óleo) à entrada da cavidade e do núcleo terá uma grande diferença de temperatura. Assim, ao conceber os circuitos de arrefecimento para a cavidade e o núcleo, é possível ajustar e controlar a temperatura separadamente.
2. Por outro lado, quando está a tentar impedir que as suas peças moldadas por injeção fiquem todas deformadas, precisa de manter a cavidade e o núcleo a temperaturas diferentes, ou a parte da frente e de trás do molde a temperaturas diferentes.

3. Do ponto de vista da eficiência da troca de calor, certifique-se de que o fluxo do meio de arrefecimento é turbulento (fluxo turbulento). Existem duas formas principais de ligar o circuito de controlo da temperatura da cavidade e do núcleo: em série e em paralelo. Num circuito paralelo, o caudal de um circuito de derivação é menor do que o do circuito de arrefecimento em série. Isto pode causar um fluxo laminar, e o caudal que entra em cada circuito não é necessariamente o mesmo.
Como resultado, a temperatura de cada cavidade do molde não pode ser consistente. Desvantagens da utilização da ligação em série: A resistência ao fluxo da água de arrefecimento (óleo) é grande, e a temperatura da água de arrefecimento (óleo) à entrada da cavidade frontal é significativamente diferente da temperatura à entrada da última cavidade. A diferença de temperatura entre a entrada e a saída da água de arrefecimento (óleo) varia consoante o caudal. Geralmente não pode exceder 5 ℃. Se o desempenho do controlador de ajuste de temperatura do molde (máquina) usado pode controlar o fluxo de água de resfriamento (óleo) dentro de 2 ° C, a diferença máxima de temperatura de cada cavidade pode ser mantida dentro da faixa de 2 ° C.

4. A distribuição do gradiente de temperatura do molde deve geralmente envolver a cavidade e assumir a forma de círculos concêntricos com o canal principal como centro. Por conseguinte, medidas como o equilíbrio do canal de fluxo, a disposição das cavidades e a disposição circular concêntrica centrada no canal de fluxo principal são necessárias para reduzir o erro de contração entre cada cavidade, expandir a gama permitida de condições de moldagem e reduzir os custos.
5. Recomenda-se a colocação de termómetros magnéticos na parte da frente e na parte de trás do molde para medir e registar frequentemente a temperatura real do molde.

6. Utilizar a produção totalmente automática, se possível. A temperatura do molde é mais exacta quando se utiliza o funcionamento totalmente automático. Com o funcionamento totalmente automático, um robot retira o produto, pelo que o tempo é consistente. Com o funcionamento semi-automático, é uma operação manual, e o operador tem um desvio no tempo de abertura e fecho da porta e na recolha das peças, o que afecta o equilíbrio térmico. Também afecta a temperatura no interior do tambor.
7. Controlar a temperatura da água para controlar a temperatura do molde. Este método é muito preciso.
8. Utilizar um sistema de canais quentes para controlar a temperatura do molde. Este método é rápido e exato.
9. Utilizar gás para aquecer o molde. Este método é muito preciso.
10. Isolar o molde. Utilize painéis de isolamento ou outros materiais para reduzir a perda de calor. A temperatura do molde também afecta o tamanho e a cristalinidade do produto, o que afecta o desempenho do produto. Ajuste a temperatura do molde conforme necessário durante a produção.

Ⅴ. Quais são os princípios para selecionar e controlar a temperatura do molde?
1. Diferentes materiais necessitam de diferentes temperaturas de moldagem.
2. São necessárias diferentes temperaturas de molde para moldes com diferentes acabamentos de superfície e estruturas, pelo que o sistema de controlo de temperatura tem de ser concebido em conformidade.
3. O molde da frente é mais quente do que o molde de trás. Normalmente, a diferença é de cerca de 2-3 graus Celsius.
4. O molde frontal precisa de estar mais quente para as linhas de faísca do que para uma superfície lisa. Quando o molde frontal precisa de passar água quente ou óleo quente, a diferença é normalmente de cerca de 40 graus Celsius.
5. Se a temperatura atual do molde não conseguir atingir a temperatura necessária, o molde tem de ser aquecido. Assim, ao projetar o molde, é necessário pensar se o calor do material pode satisfazer os requisitos de temperatura do molde.

6. O material não é apenas consumido por radiação térmica e condução de calor, mas a maior parte do calor precisa de ser retirada do molde pelo meio de transferência de calor em circulação.
7. A temperatura do molde deve ser equilibrada e não deve haver sobreaquecimento ou sobrearrefecimento local.
8. A base para a definição da temperatura do molde é que a temperatura do molde deve ser inferior à temperatura de deformação térmica do material plástico da peça.
9. Para plásticos com maior viscosidade, como PC, PSU, PPO, etc., a fim de melhorar o fluxo de fusão e as propriedades de enchimento do molde durante o enchimento e obter produtos densos, uma temperatura de molde mais alta deve ser usada. Pelo contrário, PE, PP, PA, etc. podem usar temperaturas de molde mais baixas (PA + fibra de vidro pode usar altas temperaturas de molde de 80 ~ 120 ℃).
10. Não é aconselhável utilizar uma temperatura de molde mais baixa para peças de paredes espessas para evitar bolhas de vácuo e maior tensão no interior das peças.

Ⅵ. Requisitos de diferentes materiais na temperatura do molde
Controlar a temperatura do seu moldes de moldagem por injeção é super importante para fazer boas peças de plástico. Cada tipo de plástico tem uma gama de temperaturas que funciona melhor para fazer boas peças. O objetivo é que o plástico flua bem e encha o molde. O objetivo é que a peça encolha e se deforme o menos possível quando a retirar do molde. Pretende-se que o tamanho permaneça o mesmo e que a peça seja forte e tenha um bom aspeto. Por exemplo:
A temperatura do molde de PP (polipropileno) é controlada entre 40 e 80 graus Celsius, sendo recomendados 50 graus Celsius.
A temperatura do molde de PPS (sulfureto de polifenileno) é de 120 a 180 graus Celsius.

A temperatura do molde de PE-HD (polietileno de alta densidade) situa-se entre 50 e 95 graus Celsius.
A temperatura do molde de PC (policarbonato) é de 70 a 120 graus Celsius.
A temperatura do molde de PBT (polibutileno tereftalato) é de 40 a 60 graus Celsius.
PA6 (poliamida 6 ou nylon 6) Para componentes de paredes finas ou de grande área, a temperatura do molde situa-se entre 80 e 90 graus Celsius. Para materiais reforçados com vidro, a temperatura do molde deve ser superior a 80 graus Celsius.
PA12 (Poliamida ou Nylon 12) A temperatura do molde é de 30 a 40 graus Celsius para materiais não reforçados, 80 a 90 graus Celsius para componentes de parede fina ou de grande área e 90 a 100 graus Celsius para materiais reforçados.
A temperatura do molde de ABS (copolímero de acrilonitrilo-butadieno-estireno) situa-se entre 25 e 70 graus Celsius.

Ⅶ. Conclusão
A gestão da temperatura do molde está diretamente relacionada com a fiabilidade da qualidade das peças. Ao compreenderem a importância da temperatura do molde, utilizando as técnicas corretas, desenvolvendo estratégias de controlo cuidadosas e enfrentando os desafios de frente, os fabricantes podem libertar todo o potencial das suas operações de moldagem por injeção.
A temperatura do molde é um dos parâmetros de controlo mais básicos no processo de moldagem por injeção. É também a principal consideração no projeto do molde. O seu impacto na moldagem, no processamento secundário e na utilização final do produto não pode ser subestimado. O controlo da temperatura do molde é um processo contínuo que melhora a qualidade das peças, aumenta a eficiência e proporciona uma vantagem competitiva no mercado. indústria de moldagem por injeção. Depois de compreender os princípios do controlo da temperatura do molde, deverá ser muito mais simples lidar com o impacto da temperatura nos moldes de moldagem por injeção.







