 Saltar para o conteúdo
Saltar para o conteúdo 

Quanto tempo dura a vida de um ferramenta de moldagem por injeção? Se pensarmos bem, esta pergunta não é suficientemente rigorosa.
Todos sabemos que há muitos factores que afectam a vida de moldes de injeçãoe não há forma de responder à questão de saber por quanto tempo o molde de injeção de plástico a vida é quando as condições não são claras.
Como é medido o ciclo de vida de um bolor?
Mais caro moldes de injeção funcionam em condições adversas e, embora um bom molde deva durar nas condições em que funciona, mesmo os melhores moldes sofrerão algum desgaste.
O molde de injeção de plástico A vida útil depende de vários factores, e um molde com um ciclo de produção mais rápido pode completar mais ciclos num dia do que um molde com um ciclo mais lento.
Uma vez que a esperança de vida de um molde de injeção é medido exatamente pelo número de ciclos, em vez de considerar o tempo de funcionamento do molde, um molde que pode completar mais ciclos num período mais curto terá geralmente uma esperança de vida mais curta.
Embora uma esperança de vida mais curta possa parecer uma coisa má, a diferença entre um molde com uma rotação rápida e um molde com uma rotação lenta não é necessariamente significativa. Se ambos os moldes puderem completar aproximadamente 250.000 ciclos antes de se avariarem, então ambos os moldes são igualmente bons.
O que os proprietários de moldes devem entender é que a vida útil de um molde é medida em ciclos, não na quantidade de tempo que o molde funciona. Isto faz mais sentido porque saber quantas peças um molde irá produzir ao longo da sua vida útil ajuda os moldadores a determinar se um molde será capaz de completar a produção esperada de um projeto.

Factores que afectam a vida útil de um molde de injeção
O fim da vida do molde de injeção, com uma variedade de factores, os principais factores que afectam a vida do moldes de injeção de plástico são os seguintes.
Material do molde
A vida do molde tem uma grande relação com os seus materiais plásticos, quanto maior for o número de produção, maior será a carga sobre os requisitos materiais para o trabalho, que devem ser selecionados para materiais de molde de alto desempenho com forte capacidade de carga e longa expetativa de vida útil do molde
No entanto, deve notar-se que o material do molde no seu custo de produção representa cerca de 25% ~ 30%, por isso não se pode apenas escolher um bom material, as peças de molde de suporte de carga disponíveis materiais ligeiramente piores.
Estrutura do molde
A estrutura do molde tem uma grande relação com a vida útil do molde, e uma estrutura razoável pode ajudar a melhorar a capacidade de suporte do molde e melhorar a vida útil do molde.
Outro exemplo é a utilização de uma transição arredondada para evitar a estrutura de concentração de tensões, o que pode fazer com que o molde resista a uma forte pressão de moldagem, uma vez que é mais provável que o molde rache devido à concentração de tensões.
Por conseguinte, a seleção e o tratamento da estrutura do molde são adequados, e a vida do molde é muito influente.

Qualidade do processamento do molde
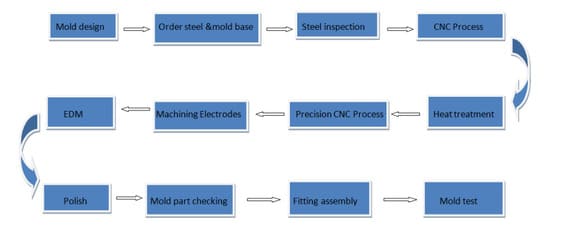
Existem muitas partes do molde, os métodos de processamento são diferentes, principalmente forjamento, processamento de corte, processamento EDM, tratamento térmico, retificação e polimento, etc.
Este processamento é suscetível de causar lesões nas peças e na vida do molde, tais como o arrefecimento por EDM impróprio e fissuras microscópicas; no tratamento térmico devido ao aquecimento desigual, de modo que o desempenho das peças é diferente; forjamento devido ao controlo impróprio da temperatura causado por fissuras dentro da organização metálica; moagem e polimento não são suficientes para que a rugosidade da superfície das peças seja demasiado grande e marcas de faca residuais, etc, os defeitos acima referidos na resistência ao desgaste do molde, capacidade anti-fratura Os defeitos acima referidos terão um impacto significativo na resistência ao desgaste, resistência à fratura, resistência à fadiga, etc., afectando assim a vida útil do molde.
Estado de funcionamento do molde
Molde de injeção no trabalho, frequentemente através da moldagem por injeção processo de fecho do molde, bloqueio, injeção, pressão de retenção, arrefecimento, abertura do molde, ejeção, etc., neste processo, é necessário garantir que cada mecanismo de trabalho é fiável e leve, e trabalho flexível.
Por esta razão, é necessário fazer com que as peças móveis se movam sem obstruções e tenham uma lubrificação fiável, o que exige que o operador preste atenção à manutenção e reparação do molde com frequência para o colocar nas melhores condições de funcionamento.
Estado do equipamento
O desempenho do moldagem por injeção A máquina tem um impacto maior na vida do molde de injeção, várias acções do molde de injeção são preenchidos pelas instituições competentes no moldagem por injeção máquina, se o moldagem por injeção A máquina na força de fixação do molde está inclinada, ou demasiada força ou ação imprecisa, de modo que a colisão do molde ou a força excêntrica, o molde será danificado, e a sua vida será grandemente afetada.

Formas de melhorar a vida útil dos moldes de injeção de plástico
A vida útil dos moldes foi sempre um fator importante na rentabilidade da moldagem por injeção projectos de processos. Se conseguir que a vida útil do molde atinja um valor de apreciação superior ao requisito do projeto através de métodos razoáveis, a rentabilidade da empresa será significativamente melhorada.
Regulação razoável da força de aperto
É muito importante definir a força de aperto do moldagem por injeção processar a máquina corretamente para melhorar a vida útil do molde, uma força de aperto demasiado alta ou demasiado baixa prejudicará a vida útil do molde.
Se a força de aperto for demasiado baixa, a injeção de alta pressão pode exceder a força de aperto e o molde será aberto ou mesmo danificado durante todo o processo moldagem por injeção processo. Se a força de aperto for demasiado elevada, o moldagem por injeção A máquina aplicará uma pressão excessiva na linha de separação do molde, na área de escape e nas peças do molde, o que danificará o molde.
Para evitar estas situações, a força de aperto ideal para cada conjunto de molde pode ser calculada através da análise do fluxo do molde ou através da seguinte fórmula.
Força de aperto = área projectada x fator de força de aperto do material x fator de segurança
em que a área projectada inclui o produto e o corredor. O fator de força de aperto para o material pode ser obtido a partir da tabela de propriedades do material ou consultando o fornecedor da matéria-prima. O fator de segurança é selecionado de acordo com a situação real, que está relacionada com a estabilidade do moldagem por injeção máquina, a estrutura do molde, etc. É geralmente 1,5~2.

Ajuste de fixação de baixa pressão
Definir o aperto de baixa pressão no moldagem por injeção para proteger o molde. Defina a posição de fixação de alta pressão para não mais de 0,05 polegadas da posição real de contacto do molde. Reduza gradualmente a pressão de fixação de baixa pressão até que o molde não bloqueie.
Nesta altura, a pressão de fixação aumenta lentamente, permitindo que o molde passe gradualmente da fixação a baixa pressão para a fixação a alta pressão.
Além disso, defina o temporizador de fecho do molde para 0,5 segundos acima do tempo real de fecho do molde. Por exemplo, se o tempo real de fecho do molde for de 0,6 segundos, defina o temporizador de fecho do molde para 1,5 segundos.
Ajustes razoáveis de abertura e fecho do molde
A velocidade de fixação afecta o tempo de ciclo, mas quanto mais rápida for a velocidade de fixação, melhor. Isto porque uma velocidade de fixação demasiado rápida pode causar desgaste excessivo ou danos nos componentes do molde.
É importante garantir que a transição da fixação rápida para a lenta seja suave e que a fixação lenta ocorra antes do encaixe do pino e da peça. Certifique-se de que a transição entre as aberturas rápidas e lentas do molde também é suave e que as aberturas rápidas do molde ocorrem depois de todos os produtos e peças terem sido libertados do molde.

Regulação correta do ejetor
Ajustes incorrectos do mecanismo de ejeção podem comprometer a vida útil do molde por excesso de ejeção ou por ejeção incorrecta do produto, o que pode levar a problemas na prensa e danificar o molde
A peça tem de ser ejectada corretamente do molde com base na quantidade de separação necessária para o produto real. Um volume demasiado ejectado pode resultar em demasiada pressão no pino ejetor. Para além do volume ejectado, a regulação da pressão do ejetor não deve ser demasiado elevada e deve basear-se nas necessidades reais do produto.
Regulação razoável do canal quente
O método de arranque e fecho da câmara quente pode afetar a vida útil do molde. Um arranque incorreto pode causar a subida do molde, resultando na necessidade de remoção e reparação do molde. Opere manualmente a porta da válvula para verificar se as definições estão corretas e em boas condições de funcionamento antes da produção total.
Exportar o material no canal quente através do tabuleiro guia e medir a sua temperatura para verificar se a temperatura do material é a desejada. A temperatura do canal quente deve ser reduzida imediatamente durante o fecho do canal quente para reduzir o risco de degradação do material plástico.
Definições razoáveis de arrefecimento do molde
As temperaturas excessivas do molde podem afetar negativamente a vida útil do molde, pelo que limitar as temperaturas do molde ao mínimo necessário para um aspeto aceitável da peça é uma forma eficaz de melhorar a vida útil do molde.
Para além disso, é importante assegurar que a diferença de temperatura entre os lados móvel e fixo do molde não excede os 6 graus Celsius. Diferenças de temperatura acima deste intervalo podem causar deformação térmica excessiva entre os dois lados do molde, resultando em problemas de abertura e fecho do molde, levando a desgaste ou danos no molde.
Limpeza e inspeção de bolores
Os moldes no ambiente de produção devem ser inspeccionados, limpos e lubrificados pelo menos uma vez por turno. Sinais de desgaste do molde de alumínio, tais como arranhões, desgaste da linha de separação, rebarbas e lascas de metal devem ser observados durante o processo.
Estabelecer um calendário de manutenção preventiva regular, manter registos de manutenção dos moldes de alumínio e analisar os eventos de manutenção recorrentes para estabelecer a frequência da manutenção preventiva ajudará a reduzir os eventos de manutenção não programados.
Verifique se as corrediças estão lubrificadas e se estão a funcionar corretamente. Verifique se há sinais de falha nos travões e ganchos soltos.
Manutenção de moldes de injeção
A manutenção correta do molde de plástico é mais importante do que a reparação do molde de plástico. Quanto mais frequentemente o molde de injeção Quanto melhor for a manutenção do molde, maior será o seu tempo de vida útil.
A manutenção dos moldes divide-se essencialmente em três pontos
a. Plástico molde de injeção Manutenção diária: várias partes móveis, como o pino ejetor, a posição da linha, o pilar guia, o reabastecimento do casquilho guia, a limpeza da superfície do molde, o transporte de água do canal de evacuação, que é a manutenção diária da produção do molde.
b. Plástico molde de injeção manutenção regular: manutenção regular completa do molde, incluindo a manutenção diária, para além da limpeza da ranhura de escape, da parte preta que queima os gases e do escape, dos danos, da correção das peças de desgaste, etc.
c. Manutenção da aparência do molde de injeção de plástico: o lado exterior do embrião do molde é pintado para evitar a ferrugem, o molde inferior, o molde fixo em movimento deve ser revestido com óleo anti-ferrugem, a preservação do molde deve ser bem fechada para evitar que o pó entre na cavidade.

Resumo
Existem muitos tipos de molde de plástico O aço endurecido, que envolve uma vasta gama de preços, de algumas dezenas a várias centenas de dólares, é importado, também é nacional, pelo que a sua qualidade, caraterísticas, utilização do ambiente são diferentes, pelo que a vida útil varia muito.
Para além disso, molde de plástico O aço é transformado num molde quando a produção começa a calcular a vida útil, o fabrico de moldes é feito a partir da conceção, processamento, montagem, colocação em funcionamento e outras etapas antes de ser colocado em uso, portanto, no processo de processamento de moldes devido ao nível de diferenças de conceção e processo de fabrico, a vida útil do molde também será muito afetada.
O fator decisivo na qualidade do aço, a escolha do molde de aço correto é o mais importante. Por exemplo, com diferentes materiais de injeção, o aço do molde correspondente não será o mesmo, como requisitos de polimento elevado, requisitos de resistência à corrosão, etc.
Além disso, a origem de diferentes qualidades também será diferente, a vida geral do aço para moldes P20 produzido por grandes fábricas em cerca de 300.000 matrizes, 1.2738 aço para moldes 500.000 matrizes, aço para moldes H13 e 1.2344 aço para moldes geralmente em um milhão de matrizes, você pode optar por usar uma grande fábrica ou aço de pequena fábrica de acordo com a situação.







