 Przejdź do treści
Przejdź do treści 

Wprowadzenie: Kąt zanurzenia formy ma duże znaczenie przy projektowaniu formy. forma wtryskowa. Decyduje on o tym, jak trudno jest wyjąć produkt z formy. Jeśli masz dobry kąt zanurzenia, możesz bez problemu wyjąć produkt z formy.
Brak odpowiedniego kąta ciągu może spowodować uszkodzenie produktu lub jego zablokowanie w formie. W tym artykule dowiesz się, co musisz wiedzieć o kącie zanurzenia formy.
Jaka jest definicja kąta zanurzenia?
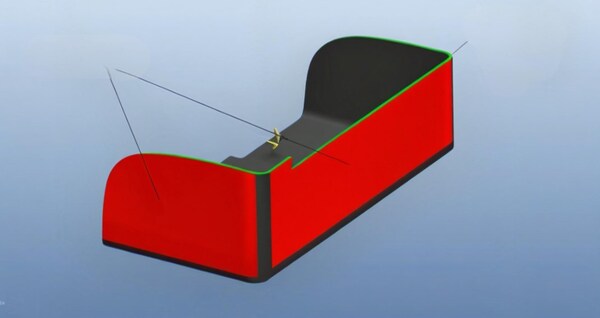
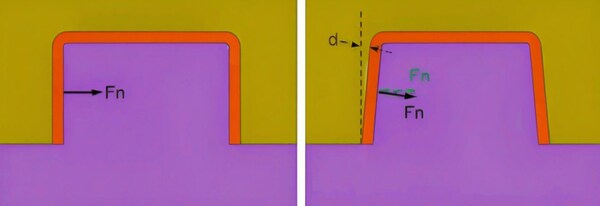
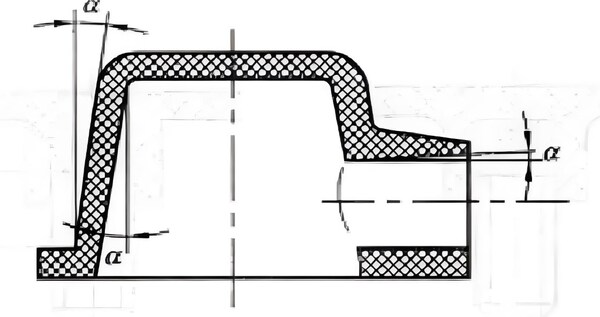
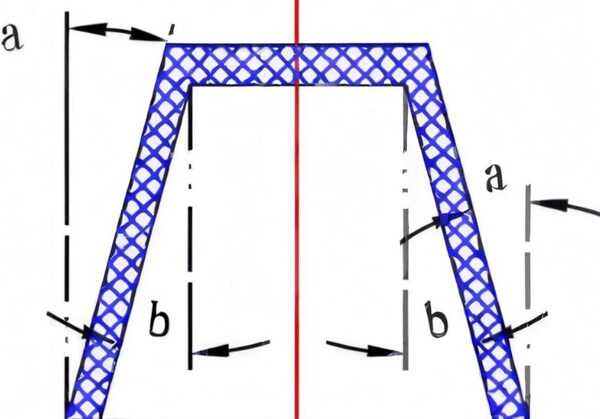
Kąt zanurzenia to kąt pomiędzy powierzchnią podziału formy a osią produktu. Wielkość tego kąta określa wielkość i kierunek siły zewnętrznej wymaganej do rozformowania produktu.
Kąt zanurzenia (znany również jako zanurzenie) to nachylenie zaprojektowane po obu stronach gniazda formy w celu ułatwienia rozformowania. Orientacja kąta pochylenia zależy od wewnętrznych i zewnętrznych wymiarów części z tworzywa sztucznego.
Wielkość kąta zanurzenia części z tworzywa sztucznego jest związana z właściwościami, skurczem, współczynnikiem tarcia, grubością ścianki i geometrią części z tworzywa sztucznego. Twarde tworzywa sztuczne mają większy kąt rozformowania niż miękkie tworzywa sztuczne; części z tworzyw sztucznych o bardziej złożonych kształtach lub większej liczbie otworów formierskich mają większy kąt rozformowania.
Plastikowe części o większych wysokościach i głębszych otworach mają mniejszy kąt rozformowania; wraz ze wzrostem grubości ścianki i większą siłą wewnętrznego otworu owijającego rdzeń, kąt rozformowania również powinien być większy.
Czasami, aby utrzymać plastikową część w matrycy lub na rdzeniu po otwarciu formy, celowo zmniejsza się nachylenie krawędzi lub zwiększa skos. Nie ma sztywnej i szybkiej reguły dotyczącej wielkości kąta ciągu, a większość z nich jest określana na podstawie doświadczenia i na podstawie głębokości części.
Jakie są rodzaje kątów zanurzenia?
Kąt zanurzenia formy dzieli się na kąt zanurzenia przedniej powierzchni formy i kąt zanurzenia tylnej powierzchni formy. Są one rozróżniane głównie przez powierzchnię podziału. Powierzchnia podziału dzieli rdzeń formy na przednią i tylną część. Kąt zanurzenia, który należy zaprojektować na powierzchni równoległej do kierunku rozformowania przedniej formy, nazywany jest kątem zanurzenia przedniej powierzchni formy.
Wręcz przeciwnie, nazywa się to kątem ciągu tylnej powierzchni formy. Ponadto, jeśli forma ma boczne ciągnięcie rdzenia (skos górny i suwak), nazywa się to ciągiem górnej powierzchni skosu, nachyleniem i kątem ciągu powierzchni suwaka, a kierunek ciągu jest oparty na kierunku ruchu suwaka.
Jakie są zasady projektowania kąta rozformowania?
W przypadku produktów o wysokich wymaganiach dotyczących wyglądu, kąt wyjmowania z formy powinien być mały: Aby zachować integralność i piękno wyglądu produktu, kąt wyjmowania z formy powinien być jak najmniejszy, aby zmniejszyć wpływ na wygląd produktu podczas procesu wyjmowania z formy.
W przypadku produktów wymagających wysokiej precyzji, kąt rozformowania powinien być mały: Duży kąt rozformowania wpłynie na dokładność wymiarową produktu. Dlatego w przypadku produktów wymagających wysokiej precyzji, kąt rozformowania powinien być jak najmniejszy.
Powierzchnia jest jasna, a kąt rozformowania powinien być odpowiednio zmniejszony: Produkty o jasnych powierzchniach często mają wyższe wymagania dotyczące wyglądu, więc kąt rozformowania powinien być również odpowiednio zmniejszony.
Tworzywa sztuczne mają właściwości samosmarujące, więc kąt rozformowania można zmniejszyć. Produkt ma złożony kształt, więc kąt rozformowania należy zwiększyć: Złożone kształty mogą utrudniać wyjmowanie z formy, dlatego należy zwiększyć kąt wyjmowania z formy, aby zapewnić płynne wyjmowanie z formy.
Tworzywa sztuczne o słabej płynności lub z dodatkowymi wzmocnieniami powinny mieć większy kąt rozformowania: Materiały te mają słabą płynność, co może utrudniać wypełnienie formy lub przyleganie do niej podczas wyjmowania z formy, dlatego należy zwiększyć kąt wyjmowania z formy.
Zwiększ grubość kleju i kąt rozformowania: Grubsze warstwy plastiku kurczą się bardziej, gdy stygną, a zwiększenie kąta rozformowania pomaga zmniejszyć naprężenia skurczowe i zapobiec deformacji.
W przypadku tworzyw sztucznych o dużym skurczu należy użyć większego kąta rozformowania: Tworzywa sztuczne o dużym skurczu bardzo się kurczą po schłodzeniu. Zwiększenie kąta rozformowania pomoże zrekompensować ten skurcz i upewnić się, że produkt ma odpowiedni rozmiar.
Zwiększenie kąta odformowania przezroczystych części plastikowych: Przezroczyste części plastikowe często mają wysokie wymagania dotyczące wyglądu i właściwości optycznych. Odpowiednie zwiększenie kąta rozformowania pomaga zmniejszyć naprężenia i odkształcenia podczas rozformowywania oraz zachować przezroczystość i właściwości optyczne produktu.
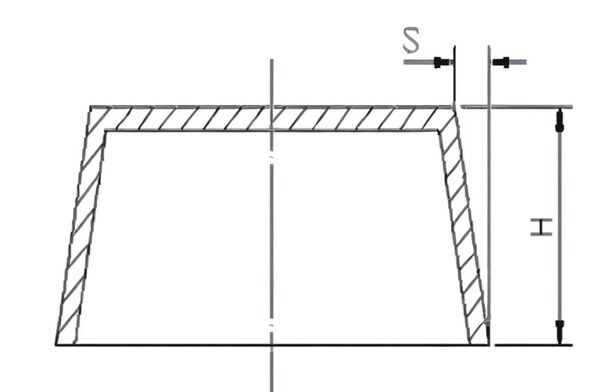
Kierunek rozformowywania jest zasadniczo oparty na powierzchni rozdzielającej do rozformowywania, zapewniając, że większy koniec znajduje się blisko powierzchni rozdzielającej po rozformowaniu, w przeciwnym razie nie można go płynnie rozformować.
Jak określić odpowiedni kąt rozformowania?
Wybór kierunku rozformowywania
Kierunek rozkładania forma wtryskowa nie tylko wpływa na rozmiar i jakość wyglądu gotowego produktu, ale także bezpośrednio wpływa na żywotność i wydajność produkcji formy.
Dlatego przed określeniem kąta rozformowania należy najpierw określić kierunek rozformowania. Ogólnie rzecz biorąc, kierunek rozformowania powinien umożliwiać naturalne oddzielenie gotowego produktu od formy bez powodowania nadmiernego uderzenia i zużycia formy.
Określenie kąta rozformowania
Po ustaleniu, w którą stronę należy wyciągnąć formę, należy określić, jak mocno należy ją wyciągnąć w oparciu o materiał i warunki produkcji. Ogólnie rzecz biorąc, im większy ciąg, tym łatwiej jest wyjąć część, ale wpłynie to na wykończenie powierzchni części.
Zbyt małe wyciągnięcie spowoduje zużycie formy i pogorszenie jakości części. Należy więc wyciągnąć tyle, ile się da, bez pogarszania jakości części lub żywotności formy.
Rozważ materiał
Różne tworzywa sztuczne mają różną płynność, kurczliwość i elastyczność. Określając kąt rozformowania, należy wziąć pod uwagę charakterystykę materiału, aby zapewnić płynne rozformowanie produktu.

Rozważ warunki produkcji
Przy określaniu kąta wyrzutu formy wtryskowej należy również wziąć pod uwagę warunki produkcji, takie jak prędkość wtrysku, ciśnienie wtrysku, temperatura formy itp.
Czynniki te wpływają na jakość powierzchni i dokładność wymiarową gotowego produktu, a następnie na wybór kąta wyrzutu. Należy stale gromadzić doświadczenie w rzeczywistej produkcji i znaleźć najlepsze parametry kąta wyrzutu poprzez próbne formy i regulacje.

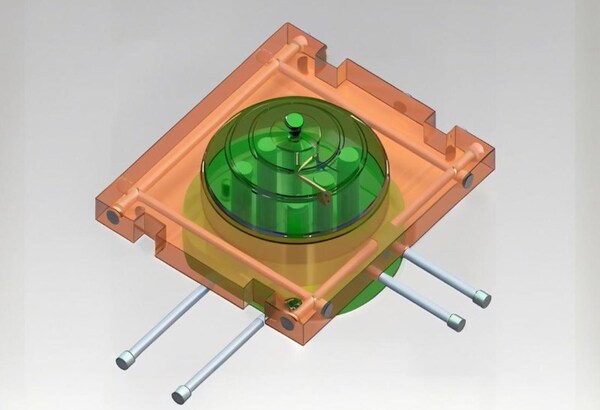
Struktura formy: Struktura i układ formy są również ważnymi czynnikami przy określaniu kąta zanurzenia. Na przykład, kąt zanurzenia formy wielogniazdowej zwykle musi być rozważany równomiernie, aby zapewnić równowagę i spójność każdej wnęki.
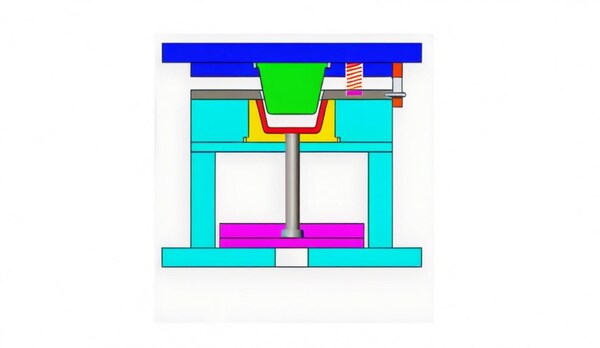
System wyrzutnika: Konstrukcja i układ systemu wyrzutnika również wpływają na wybór kąta ciągu. Wielkość i kierunek siły wyrzutu powinny odpowiadać kątowi ciągu, aby zapewnić płynne wyrzucanie produktu.
Jakie są kluczowe punkty przy określaniu kąta zanurzenia?
Nie ma sztywnej i szybkiej reguły dotyczącej wymaganego kąta zanurzenia. Większość z nich opiera się na doświadczeniu i głębokości części. Należy również wziąć pod uwagę proces formowania, grubość ścianki i rodzaj używanego tworzywa sztucznego.
Ogólnie rzecz biorąc, potrzebny jest pewien ciąg na każdej ścianie bocznej części, aby pomóc jej wyjść z formy. Wielkość zanurzenia może wahać się od zera do kilku stopni, w zależności od okoliczności, ale 0,5° do 1° jest zwykle dobrą zasadą.
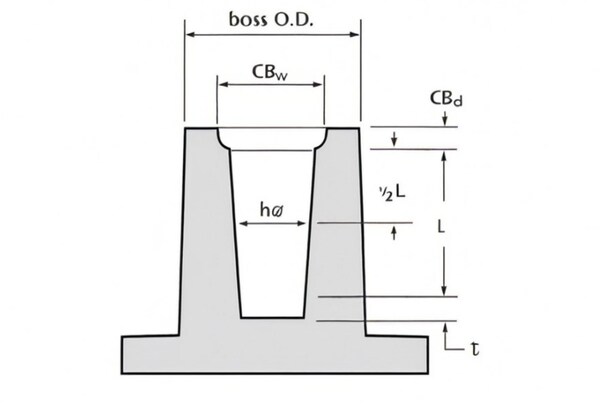
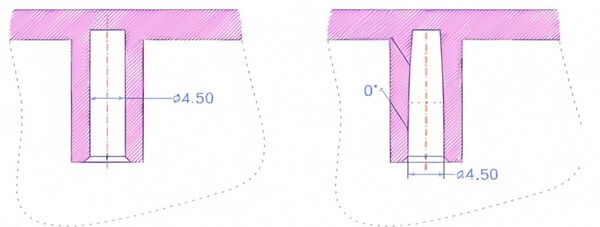
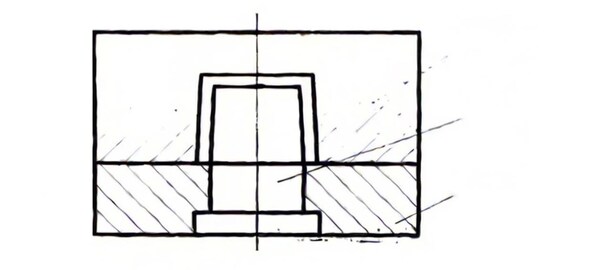
Kierunek nachylenia jest zasadniczo oparty na małym końcu otworu wewnętrznego, zgodnie z rysunkiem, a nachylenie uzyskuje się z kierunku rozszerzania. Kształt zewnętrzny opiera się na dużym końcu, a nachylenie uzyskuje się z kierunku redukcji.
W przypadku części z tworzyw sztucznych wymagających wysokiej precyzji należy stosować mniejsze nachylenie. W przypadku wyższych i większych rozmiarów należy stosować mniejsze nachylenie. W przypadku części plastikowych o dużym skurczu należy zastosować większą wartość nachylenia. Gdy grubość ścianki części z tworzywa sztucznego jest większa, skurcz formowania wzrośnie, a nachylenie rozformowywania powinno mieć większą wartość.
Zwykle nachylenie przy rozformowywaniu nie wchodzi w zakres tolerancji części plastikowych. Nachylenie rozformowywania przezroczystych części należy zwiększyć, aby uniknąć zarysowań. Zwykle nachylenie rozformowywania materiałów PS powinno być większe niż 3°, a nachylenie rozformowywania materiałów ABS i PC powinno być większe niż 2°.
Ściana boczna części z tworzywa sztucznego z ziarnem skóry, piaskowaniem i innymi zabiegami estetycznymi powinna być dodana pod kątem 3°~5°, w zależności od konkretnej głębokości tekstury. Wymagany kąt rozformowania dla odniesienia jest wyraźnie wymieniony na ogólnej tabliczce tekstury. Im większa głębokość tekstury, tym większy powinien być kąt rozformowania. Zalecana wartość to 1°.
Nachylenie powierzchni wkładki wynosi zazwyczaj 1°~3°, a nachylenie powierzchni formowania zewnętrznej powłoki jest większe lub równe 3°. Nachylenie innych elementów powłoki, z wyjątkiem zewnętrznej powierzchni powłoki, wynosi 1° jako standardowe nachylenie przy wyjmowaniu z formy.
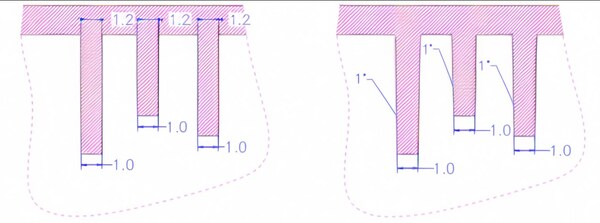
W szczególności można go również przyjąć zgodnie z następującymi zasadami: kąt rozformowania żeber wzmacniających o wysokości poniżej 3 mm wynosi 0,5°, 35 mm wynosi 1°, a reszta wynosi 1,5°; kąt rozformowania wnęki o wysokości poniżej 3 mm wynosi 0,5°, 35 mm wynosi 1°, a reszta wynosi 1,5°.

Jakie są metody regulacji kąta rozformowania formy?
Regulacja struktury mechanicznej
Naprawić strukturę mechaniczną w oparciu o wady konstrukcyjne formy. Dostosowanie kąta wyciągnięcia przy zachowaniu standaryzacji. Dostosuj kąt wyciągania rdzenia, zwiększ kąt wyciągania rdzenia lub zmień odstępy między szablonami.

Regulacja temperatury
Różne tworzywa sztuczne mają różne współczynniki skurczu i trudności z rozformowywaniem. Podgrzewanie formy podczas procesu formowania wtryskowego może zmniejszyć naprężenia wewnątrz formowanej wtryskowo części i poprawić płynność tworzywa sztucznego, aby uzyskać lepsze efekty formowania.

Zmiana metody wyjmowania z formy
Aby lepiej rozwiązać problem formy w procesie wyjmowania z formy, możemy zmienić metodę wyjmowania z formy. Na przykład, możemy zastosować metodę rozformowywania translacyjnego, zwiększyć długość sworznia wypychacza itp.
Przetwarzanie formy
Stopień zanurzenia jest ponownie przetwarzany przez obróbkę formy. Czasami kąt zanurzenia formy wtryskowej musi być dostosowany do charakteru i wymagań produktu. W tym czasie można zastosować obróbkę mechaniczną lub metody obróbki cieplnej.

Jakie są środki ostrożności dotyczące nachylenia przy wyjmowaniu z formy?
Nie używaj zbyt dużego ciągu: Zbyt duży przeciąg może sprawić, że część będzie przechylona lub skręcona po wyjściu z formy, co może wpłynąć na jakość części.
Zwracaj uwagę na koordynację między tym, co lokalne, a tym, co całościowe: W przypadku złożonych struktur produktu może być konieczne lokalne dostosowanie nachylenia rozformowywania w celu uzyskania płynnego rozformowywania.
Zastanów się, co będzie dalej: Niektóre produkty wymagają obróbki po formowaniu wtryskowym, takiej jak gięcie na gorąco, gięcie itp. Podczas ustawiania kąta rozformowania należy pomyśleć o tym, co nastąpi później, aby nie zepsuć procesu przetwarzania.
Jakie są funkcje kąta zanurzenia?
Ciągłe doskonalenie: W rzeczywistej produkcji konstrukcja kąta rozformowania formy jest stale optymalizowana i ulepszana zgodnie z rzeczywistą sytuacją, aby poprawić wydajność produkcji i jakość produktu.
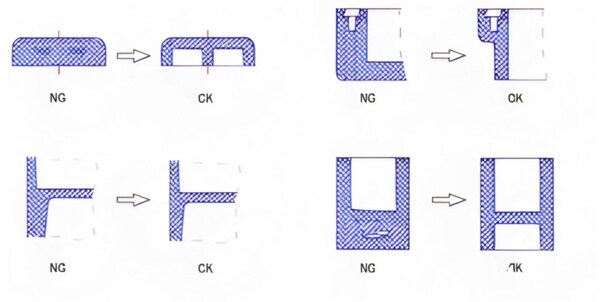
Kąt rozformowania powinien być jednolity i spójny, aby uniknąć miejscowych ostrych narożników lub rowków.
Kąt rozformowania powinien być zgodny z kierunkiem rozformowania części formowanej wtryskowo. Kąt rozformowania powinien uwzględniać szybkość kurczenia się materiału. Część formowana wtryskowo. Kąt rozformowania powinien być tak duży, jak to możliwe, bez wpływu na wygląd i wydajność części formowanej wtryskowo.
Właściwości materiału: Różne tworzywa sztuczne mają różne współczynniki skurczu i rozszerzalności cieplnej. Twarde tworzywa sztuczne, takie jak ABS i PC, mogą wymagać większego kąta rozformowania, podczas gdy miękkie tworzywa sztuczne, takie jak TPR i TPU, mogą być zaprojektowane z mniejszym kątem rozformowania.

Struktura części z tworzywa sztucznego: W przypadku części z tworzyw sztucznych o złożonej strukturze, takich jak części z głębokimi otworami lub wąskimi rowkami, kąt rozformowywania należy nieco zwiększyć, aby uniknąć kurczenia się części z tworzywa sztucznego i utknięcia w formie podczas chłodzenia.
Gładka powierzchnia Wymagania: Produkty z powierzchniami o wysokim połysku wymagają wyższych kątów formowania, aby upewnić się, że gładka powierzchnia plastikowych części nie zostanie uszkodzona podczas ich wyjmowania.

Żywotność i rozformowanie formy: Żywotność formy ulegnie skróceniu, jeśli kąt rozformowania będzie zbyt duży, ponieważ im większy kąt, tym bardziej nierównomierna siła działająca na formę. Dlatego też, aby spełnić wymagania dotyczące rozformowywania produktu, należy starać się stosować jak najmniejszy kąt rozformowywania.
Wymagania dotyczące dokładności wymiarowej: W przypadku części z tworzyw sztucznych, które wymagają wysokiej dokładności wymiarowej, kąt rozformowania musi być ustawiony bardzo precyzyjnie, w przeciwnym razie łatwo jest spowodować odchylenie wymiarowe.
Grubość części z tworzywa sztucznego: Cienkościenne części z tworzyw sztucznych zwykle wymagają większego kąta rozformowania, aby uniknąć deformacji, podczas gdy grubościenne części z tworzyw sztucznych wymagają mniejszego kąta rozformowania, aby zaoszczędzić materiały.
Warunki procesu produkcyjnego formowania wtryskowego: Odkształcenie skurczowe części z tworzyw sztucznych zależy od parametrów procesu, takich jak prędkość wtrysku, ciśnienie, temperatura i czas utrzymywania, dlatego wielkość kąta rozformowania należy dostosować do określonych warunków procesu.

Względy estetyczne: W przypadku niektórych produktów o ważnym wyglądzie, projekt kąta rozformowania musi również uwzględniać ogólną estetykę produktu. Czasami kątownik musi być sprytnie ukryty, aby nie wpływał na wygląd produktu.
Wymagania funkcjonalne: W przypadku konstrukcji z funkcjami takimi jak przesuwanie i zatrzaskiwanie, ustawienie kąta pochylenia musi zapewniać, że funkcje te mogą działać prawidłowo i nie zostaną naruszone z powodu niewłaściwego projektu rozformowania.
Jakie są środki ostrożności przy rozformowywaniu zbocza?
Nie używaj zbyt dużego ciągu: Zbyt duży przeciąg może sprawić, że część przechyli się lub skręci, gdy wyjdzie z formy, co może zepsuć część.
Zwracaj uwagę na koordynację między tym, co lokalne, a tym, co całościowe: W przypadku złożonych struktur produktu może być konieczne lokalne dostosowanie nachylenia rozformowywania w celu uzyskania płynnego ogólnego rozformowywania.

Weź pod uwagę potrzeby późniejszego przetwarzania: Niektóre produkty wymagają obróbki po formowaniu wtryskowym, takiej jak gięcie na gorąco, gięcie itp. Podczas ustawiania kąta rozformowania należy wziąć pod uwagę potrzeby późniejszego przetwarzania, aby uniknąć wpływu na efekt przetwarzania.
Wnioski
Podczas procesu projektowania specjaliści od formowania wtryskowego muszą wziąć pod uwagę jak największy kąt zanurzenia, w tym kąt zanurzenia równy zero stopni i kąt zanurzenia równy pół stopnia, aby zapewnić płynne uwalnianie formy, optymalizując w ten sposób linię podziału i podejście do wnęki rdzenia w celu osiągnięcia wysokiej jakości procesu produkcyjnego.
Rozsądny kąt pochylenia formy wtryskowej jest kluczem do wysokiej jakości procesu produkcji. Dodając kąty pochylenia, szczególnie w przypadku złożonych powierzchni pionowych, można skutecznie poprawić efekt rozformowywania.
Podczas produkcji plastikowych części z formowanie wtryskoweKąt nachylenia boków części jest naprawdę ważny. Jeśli dobrze go ustawisz, części wyjdą z formy naprawdę łatwo. Jeśli źle go ustawisz, części utkną w formie i będziesz musiał je wyrzucić. Właściwe ustawienie kąta jest więc bardzo ważne. Jeśli zrobisz to dobrze, wyprodukujesz więcej części w krótszym czasie i będą one lepszej jakości.







