 Przejdź do treści
Przejdź do treści 

Formowanie wtryskowe to proces tworzenia części ze stopionych tworzyw sztucznych. Proces ten może być wykorzystywany do tworzenia części z różnych materiałów, w tym tworzyw sztucznych, metali i ceramiki.
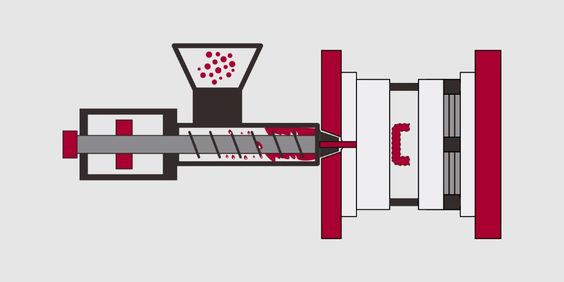
Aby stworzyć najlepszą możliwą część, ważne jest, aby użyć odpowiedniego rodzaju materiału. W tym wpisie na blogu omówimy najpopularniejsze materiały stosowane w formy wtryskowe.
Podstawowy materiał powszechnie używany do formy wtryskowe to stal formierska z tworzywa sztucznego, wymagane wskaźniki to twardość stali formierskiej, wydajność polerowania lustrzanego stali formierskiej, odporność stali formierskiej na rdzę, odporność stali formierskiej na zużycie i tak dalej.
Stal do form wtryskowych, znana również jako stal do form plastikowych, jest używana głównie do formowania tworzyw sztucznych. Forma z tworzywa sztucznego w produkcja form w pierwszej kolejności.

Oto sześć najważniejszych materiałów stosowanych w branży: Polipropylen (PP) Akrylonitryl-butadien-styren (ABS) Poliamid (Nylon) Polietylen o wysokiej gęstości (HDPE) Poliwęglan (PC) Mieszanka ABS + PC (stosowana głównie w obudowach urządzeń elektronicznych).
Klasyfikacja stali do form plastikowych jest większa. Są to głównie: wstępnie hartowana stal do form z tworzyw sztucznych, hartowana stal do form, odporna na korozję stal do form, łatwa do cięcia stal do form, martenzytyczna starzejąca się stal do form z tworzyw sztucznych, polerowana na lustro stal do form z tworzyw sztucznych. Polerowana na lustro stal do form plastikowych.
Powszechnie stosowana stal do form do tworzyw sztucznych
Stal formierska 2311, stal formierska P20, stal formierska 738H, stal formierska 718H, stal formierska NAK80, stal formierska 2083, stal formierska S136, stal oddychająca PM-35.
Wewnętrzne części matrycy (jądro matrycy, blok ślizgowy, pochylony blat, wkładka itp.) ze stali:
(1) Brak wymagań dotyczących formy, najtańsze lub nie wiele razy:
45# (C1045 standard amerykański CK40 standard niemiecki S45C standard dzienny), 50# (C1045 standard amerykański CK53 standard niemiecki S50C standard dzienny)
(2) Wymagania ogólne:
P20 wstępnie twarda stal matrycowa do tworzyw sztucznych (P20 amerykański standard 1.2311 niemiecki standard 618 Szwecja 3Cr2Mo norma krajowa)
(3) Forma o wysokim zapotrzebowaniu:
718 super twarda stal do form plastikowych (P20+Ni amerykańska norma 1.2738 niemiecka norma 718 szwedzka norma krajowa 3Cr2NiMo)
(4) Wyższe wymagania dotyczące formy:
738 (norma krajowa 4Cr2NiMnMo)
(5) Forma musi być wypolerowana do lustrzanego połysku:
NAK80 (P21H NAK80 standard dzienny 12Ni3 GB) lustrzana stal do form plastikowych
(6) Odporna na korozję forma z tworzywa sztucznego:
Jest stosowana, gdy gaz korozyjny powoduje korozję stali podczas wtryskiwania tworzywa sztucznego: M300 stal odporna na korozję (Austria) (norma krajowa 3Cr17Mo). Które muszą być polerowane na lustro S136H odporna na korozję lustrzana stal matrycowa (420 amerykański standard 1.2083 niemiecki standard S136H Szwecja 3Cr13 GB standard)

Typowy materiał do formowania wtryskowego tworzyw sztucznych
PC jest powszechnie stosowany w szklarniach, dyskach cyfrowych, takich jak DVD, soczewkach okularowych, urządzeniach medycznych, komponentach samochodowych i telefonach komórkowych.
Poliamid (nylon) Materiał nylonowy jest używany w wielu różnych zastosowaniach ze względu na jego właściwości elektryczne, wytrzymałość, odporność na zużycie i odporność chemiczną, które są imponujące.
Nylon charakteryzuje się wysokim poziomem stabilności (wspomaga wytrzymałość) i jest odporny na wiele czynników zewnętrznych, takich jak ścieranie, uderzenia i chemikalia.
Niektóre tworzywa termoplastyczne są bardzo wytrzymałe i sztywne, podczas gdy inne są elastyczne i przypominają gumę. Niektóre są przezroczyste, a inne nieprzezroczyste. To właśnie ta różnorodność sprawia, że tworzywa termoplastyczne są tak atrakcyjnym materiałem dla producentów.
ABS nie jest jednak tak odporny chemicznie, jak inne popularne tworzywa sztuczne stosowane do formowania z rozdmuchiwaniem. Polietylen o wysokiej gęstości (HDPE) Pożądane właściwości fizyczne HDPE - w tym odporność chemiczna, odporność na temperaturę i wysoki stosunek wytrzymałości do gęstości - sprawiają, że jest to jeden z najpopularniejszych materiałów do formowania z rozdmuchiwaniem.
HDPE jest łatwy do formowania i nadaje się zarówno do towarów konsumpcyjnych, jak i zastosowań przemysłowych, w tym do szerokiej gamy butelek i pojemników.
Części sprzętu telewizyjnego i audiowizualnego (AV), przyczepy rowerowe, zabawki, zbiorniki na benzynę, kubki do gorących i zimnych napojów oraz obudowy komputerów. Chociaż HIPS jest łatwopalny, dostępne są odmiany trudnopalne. LDPE Najbardziej elastyczny rodzaj polietylenu, polietylen o niskiej gęstości (LDPE) oferuje doskonałą odporność na wilgoć, wysoką udarność, dobrą odporność chemiczną i przezroczystość.

Żywica z kauczuku termoplastycznego (TPR) jest mieszanką plastiku i gumy i jest łatwa w użyciu w procesie formowania wtryskowego. Charakteryzuje się wyjątkową odpornością chemiczną i pogodową oraz wysoką udarnością. Z tego powodu TPR jest stosowany w wielu rodzajach dozowników płynów, elastycznych wężach, cewnikach i innych miejscach zawierających różne płyny, w tym kwasy.
Stalowa rama formy
Ogólne wymagania minimalne:
45# (C1045 standard amerykański, CK40 standard niemiecki, S45C standard japoński)
Powszechnie używane:
50# (amerykański standard C1045, niemiecki standard CK53, japoński standard S50C)
Wspólne wymagania dużej ramy formy:
55# (amerykański standard C1045, niemiecki standard CK56, krajowy standard S55C)
Wysokie wymagania, duża rama formy:
GS638 (amerykańska norma P20 GS638 niemiecka norma krajowa 42CrMo)
Stal na akcesoria:
Słup prowadzący:
20# (S20C) lub 20Mn2B (SMn420), obróbka: nawęglanie i hartowanie, twardość po obróbce większa niż 55HRC
T8A, T10A, leczenie:
hartowanie powierzchniowe, twardość po obróbce jest mniejsza niż równa 55HRC
Obróbka 45#: odpuszczanie, hartowanie powierzchniowe, odpuszczanie w niskiej temperaturze, twardość większa niż 55HRC po obróbce
Tuleja prowadząca:
mosiądz H62 lub stop brązu
Tuleja:
45#, 50#, 55# obróbka: hartowanie powierzchniowe, twardość powyżej 55HRC
Popychacz, naparstek, dyszel itp:
T8, T8A, T10, T10A Obróbka: hartowanie, odpuszczanie w niskiej temperaturze, twardość większa niż równa 55HRC
45#, 50#, 55# obróbka: hartowanie, twardość większa lub równa 45HRC

Wymagania dotyczące wyboru stali do form wtryskowych
(1) Wysoka odporność na korozję
Wiele żywic i dodatków ma działanie korozyjne na powierzchnię wnęki, co powoduje korozję powierzchni metalu wnęki, łuszczenie się, pogorszenie warunków powierzchni, pogorszenie jakości części z tworzyw sztucznych.
Dlatego najlepiej jest stosować stal odporną na korozję lub chromowanie i obróbkę niklem cyjankowym na powierzchni wnęki.
(2) Dobra odporność na zużycie
Połysk i precyzja powierzchni części formowanych wtryskowo są bezpośrednio związane z odpornością na zużycie powierzchni wnęki formy wtryskowej, zwłaszcza gdy do niektórych tworzyw sztucznych dodaje się włókno szklane, wypełniacze nieorganiczne i niektóre pigmenty.
One i polimer z tworzywa sztucznego topią się razem w prowadnicy, wnęka formy płynie z dużą prędkością, tarcie powierzchni wnęki jest bardzo duże, jeśli materiał nie jest odporny na zużycie, wkrótce się zużyje, tak że jakość części plastikowe przez uszkodzenia.
Im większa gęstość użytego materiału polietylenowego, tym mocniejsze, sztywniejsze i bardziej odporne na ciepło jest tworzywo sztuczne. Podstawowe zastosowania polietylenu to plastikowe torby, folie, pojemniki, w tym butelki, i geomembrany. Poliwęglan Poliwęglan jest naturalnie przezroczystym, amorficznym tworzywem termoplastycznym.
(3) Doskonała stabilność wymiarowa
W niestandardowe formowanie wtryskoweTemperatura wnęki formy wtryskowej powinna osiągnąć 300 ℃ lub więcej.
Z tego powodu najlepiej jest stosować odpowiednią obróbkę cieplną stali narzędziowej (stal do obróbki cieplnej).
W przeciwnym razie tworzywo sztuczne o wysokiej temperaturze topnienia spowoduje zmiany w mikrostrukturze materiału, powodując zmiany w rozmiarze materiału. formy wtryskowe.

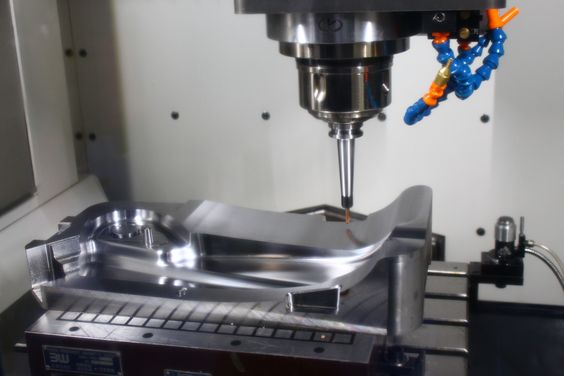
(4) Łatwość przetwarzania
Części formy są w większości wykonane z materiałów metalowych, niektóre kształty konstrukcji są również bardzo złożone, aby skrócić cykl produkcyjny, poprawić wydajność, wymagają materiałów formy łatwych do przetworzenia w kształt i precyzję wymaganą na rysunkach.
(5) Dobra wydajność polerowania
Części formowane wtryskowo zwykle wymagają dobrego połysku i stanu powierzchni, więc chropowatość powierzchni wnęki jest bardzo mała, więc powierzchnia wnęki musi być poddana obróbce powierzchniowej, takiej jak polerowanie, szlifowanie itp. Dlatego wybrana stal nie powinna zawierać szorstkich zanieczyszczeń, porowatości itp.
(6) Niski wpływ obróbki cieplnej
Aby poprawić twardość i odporność na zużycie, forma wtryskowa powinna być poddana obróbce cieplnej, ale ta obróbka powinna sprawić, że jej rozmiar zmieni się bardzo nieznacznie. Dlatego najlepiej jest używać wstępnie hartowanej stali, którą można obrabiać.
Podsumowanie
Dzięki temu artykułowi masz pewną wiedzę na temat formowania wtryskowego stali.
Chociaż wymaga to pewnej praktyki, aby wiedzieć, kiedy użyć reakcji formowanie wtryskoweKiedy nadejdzie czas, należy użyć termoplastycznego poliuretanu. Miękki i elastyczny, termoutwardzalny poliuretan jest idealnym rozwiązaniem do tego typu formowania, ponieważ tworzywo sztuczne zestala się i rozszerza po wtrysku.
Akrylonitryl-butadien-styren Akrylonitryl-butadien-styren, zwykle skracany do ABS, jest termoplastem znanym ze swojej wytrzymałości i odporności na uderzenia. Ze względu na swoje właściwości fizyczne, ABS można znaleźć w takich przedmiotach jak klawiatury komputerowe, gniazdka elektryczne i deski rozdzielcze samochodów.

Przy wyborze formy wtryskowej stal powinna być połączona z charakterystyką tworzywa sztucznego projektu, obróbką powierzchni produktu, liczbą produktów kompleksowo uwzględniających stal formy.
Aby zapewnić jakość produktu, założeniem okresu eksploatacji formy jest uzyskanie maksymalnych korzyści ekonomicznych.
Jeśli masz projekt formy wtryskowej, który planujesz wykonać, a nie masz dużej wiedzy na temat branży, możesz poprosić Zetarmold o pomoc, po prostu powiedz nam powyższe podstawowe informacje i dostarcz rysunki projektu, możemy dostarczyć Ci wycenę w najbardziej rozsądny sposób.







