 Przejdź do treści
Przejdź do treści 

Wprowadzenie: Cykl formowania wtryskowego, znany również jako cykl formowania, to czas potrzebny do zakończenia procesu formowania wtryskowego. Obejmuje on czas od zamknięcia formy do momentu uformowania produktu, jego schłodzenia, otwarcia formy, usunięcia produktu i przygotowania maszyny do kolejnego cyklu.

Cykl ten ma bezpośredni wpływ na wydajność produkcji i wykorzystanie sprzętu, ponieważ jest to całkowity czas potrzebny wtryskarce do wytworzenia części z tworzywa sztucznego.
Dokładna kontrola cyklu formowania wtryskowego ma kluczowe znaczenie dla przemysłu przetwórstwa tworzyw sztucznych i jest jednym z ważnych czynników wpływających na konkurencyjność firmy i jej wyniki rynkowe. W tym artykule szczegółowo omówimy, czym jest cykl formowania wtryskowego.

Jaki jest skład czasu cyklu formowania wtryskowego?
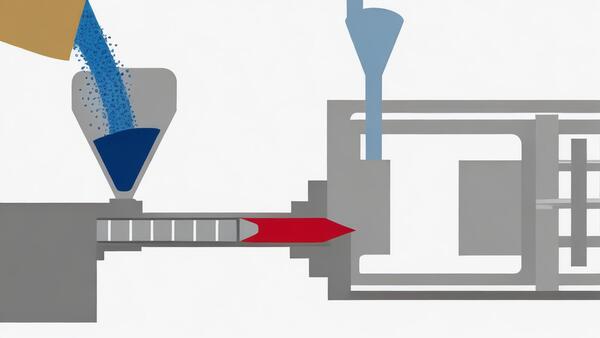
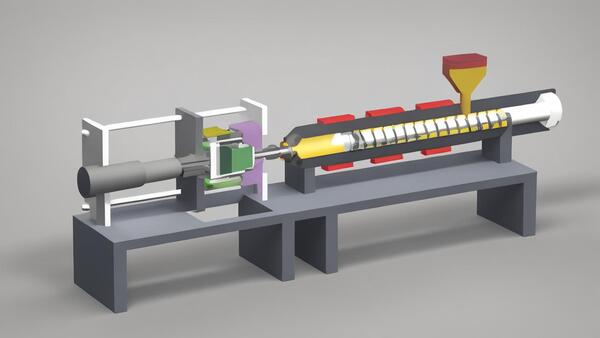
Cykl wtrysku składa się z wtrysku (napełniania formy), czasu utrzymywania, chłodzenia i podawania (w tym wstępnego uplastyczniania), otwierania formy (usuwania produktu), operacji pomocniczych (takich jak nakładanie środka antyadhezyjnego, umieszczanie wkładek itp.) oraz czasu zamykania formy.
W całym cyklu formowania, czas chłodzenia i czas wtrysku są najważniejsze i mają decydujący wpływ na wydajność i jakość produktu. Cykl wtrysku jest ważnym czynnikiem wpływającym na proces. formowanie wtryskowe.
Czas wtrysku
Proces wtrysku można podzielić na następujące etapy:
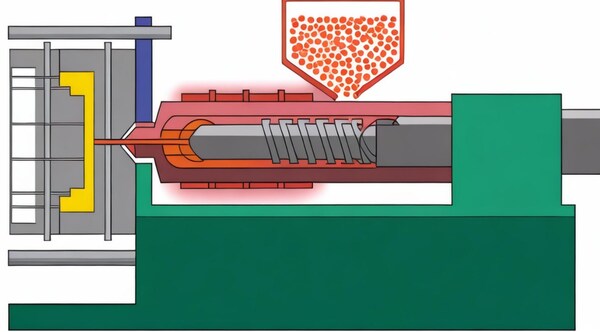
Okres bez obciążenia tłoka: W czasie t0~t1 materiał jest podgrzewany i uplastyczniany w cylindrze. Przed wtryskiem tłok (lub ślimak) zaczyna poruszać się do przodu, ale materiał nie wszedł jeszcze do gniazda formy.

Tłok znajduje się w stanie bez obciążenia. Gdy materiał przepływa przez dyszę i zasuwę z dużą prędkością, temperatura wzrasta z powodu tarcia ścinającego, a ciśnienie na tłoku i dyszy wzrasta z powodu oporów przepływu.
Etap napełniania formy: W czasie t1 stopione tworzywo sztuczne zaczyna być wtryskiwane do gniazda formy, a ciśnienie w formie szybko rośnie. W czasie t2 gniazdo zostaje wypełnione, a ciśnienie w gnieździe formy osiąga najwyższy punkt. Jednocześnie wzrasta temperatura materiału, ciśnienie tłoka i dyszy.
Okres utrzymywania ciśnienia: Od t2 do t3 tworzywo sztuczne jest nadal stopione. Tłok musi utrzymywać nacisk na tworzywo sztuczne, aby upakować i ukształtować tworzywo sztuczne w gnieździe formy i powoli wpychać nieco więcej tworzywa sztucznego do gniazda formy, aby nadrobić kurczenie się tworzywa sztucznego podczas chłodzenia.
Gdy materiał w gnieździe formy stygnie, ciśnienie w formie również zaczyna spadać, ponieważ tworzywo sztuczne stygnie i kurczy się.

Okres powrotu (okres ciśnienia powrotnego lub okres przepływu wstecznego) Tłok stopniowo cofa się od t3, a nowy materiał (wstępna plastyfikacja) jest dostarczany do przedniego końca cylindra podczas procesu.
Ze względu na spadek ciśnienia na dyszy cylindra i zasuwie oraz wysokie ciśnienie w gnieździe formy, niezamrożone stopione tworzywo sztuczne jest wypychane z powrotem do zasuwy i dyszy przez wewnętrzne ciśnienie formy, co powoduje przepływ wsteczny.
Okres krzepnięcia
W czasie od t4 do t5 temperatura materiału we wnęce nadal spada. Gdy osiągnie temperaturę krzepnięcia i twardnienia, brama zamarza, a przepływ wsteczny zatrzymuje się. Czas krzepnięcia to określony czas między t4 i t5.
Kolejny okres chłodzenia to czas po zamarznięciu bramy. W rzeczywistości chłodzenie tworzywa sztucznego we wnęce rozpoczyna się po zakończeniu napełniania (czas t2). Kolejny okres chłodzenia ma na celu dalsze chłodzenie produktu we wnęce do temperatury zbliżonej do temperatury zeszklenia tworzywa sztucznego, a następnie rozformowanie.
Czas utrzymywania
Podczas etapu pakowania do stopionego materiału przykładane jest ciśnienie w celu ściśnięcia polimeru i wepchnięcia większej ilości materiału do formy. Ten etap służy do kompensacji kurczenia się polimeru podczas procesu chłodzenia od temperatury topnienia do temperatury otoczenia (pokojowej).
Na etapie pakowania do formy można dodać kolejne 5% do 25% materiału. Brama powinna być zamrożona podczas etapu pakowania, aby zapobiec wypływaniu materiału z formy.

Jeśli chodzi o czas wtrysku i pakowania, czas napełniania wtryskowego produktów ogólnych jest bardzo krótki i wynosi od około 2 do 10 sekund, co różni się w zależności od kształtu i rozmiaru tworzywa sztucznego i produktu.
Czas napełniania dużych i grubościennych produktów może wynosić ponad 10 sekund. Czas pakowania produktów ogólnych wynosi od 20 do 100 sekund, a produktów dużych i grubościennych może wynosić od 1 do 5 minut lub nawet więcej.

Czas chłodzenia opiera się na zasadzie kontrolowania produktu, aby nie zginał się podczas rozformowywania, a czas jest krótki. Zwykle wynosi on od 30 do 120 sekund, a duże i grubościenne produkty można odpowiednio wydłużyć.
Czas chłodzenia
Czas chłodzenia jest etapem w formowanie wtryskowe cykl, w którym na tworzywo sztuczne nie jest wywierany nacisk. Forma pozostaje zamknięta, a tworzywo sztuczne chłodzi się aż do momentu, gdy część może zostać wyrzucona. Etap chłodzenia jest zwykle najdłuższym etapem cyklu formowania i często stanowi 80% całkowitego czasu cyklu.
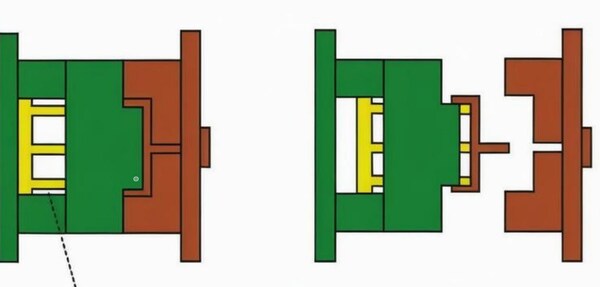
Czas otwarcia formy
Jest to czas potrzebny na otwarcie formy przed rozpoczęciem kolejnego cyklu formowania. Czas ten obejmuje: otwarcie formy, wyrzucenie części, przygotowanie do następnego cyklu, np. załadowanie wkładki (nie zawsze jest to część cyklu) i zamknięcie formy.

Ile części składa się na cykl formowania wtryskowego?
Czas potrzebny do ukończenia procesu formowania wtryskowego nazywany jest cyklem formowania, znanym również jako czas cyklu. W rzeczywistości składa się on z następujących części:
Cykl formowania
Cykl formowania jest ważny dla wydajności pracy i wykorzystania sprzętu. Dlatego producenci form z tworzyw sztucznych powinni starać się skrócić odpowiedni czas w cyklu formowania przy jednoczesnym zapewnieniu jakości.

W całym cyklu formowania czas wtrysku i czas chłodzenia są najważniejsze i mają decydujący wpływ na jakość produktu. Czas napełniania w czasie wtrysku jest proporcjonalny do szybkości napełniania, a czas napełniania w produkcji wynosi zwykle około 3-5 sekund.
Czas mieszkania
Czas, w którym tworzywo sztuczne znajduje się pod ciśnieniem w formie, nazywany jest czasem utrzymywania. Stanowi on dużą część całkowitego czasu wtrysku, zwykle 20-120 sekund (w przypadku grubych części może wynosić nawet 5-10 minut). Czas utrzymywania wpływa na dokładność wymiarową części do momentu zamarznięcia materiału na wlocie.

Jeśli jest zbyt krótki, nie przyniesie żadnego efektu. Czas utrzymywania ma również optymalną wartość, która zależy od temperatury materiału, temperatury formy, rozmiaru i lokalizacji bramy. Jeśli rozmiar i położenie bramy oraz warunki procesu są normalne, wartość ciśnienia, która daje najmniejszy zakres skurczu dla części, jest zwykle używana jako standard.
Czas chłodzenia
Czas chłodzenia zależy głównie od grubości produktu, właściwości termicznych i krystalizacyjnych tworzywa sztucznego oraz temperatury formy. Koniec czasu chłodzenia powinien opierać się na zasadzie zapewnienia, że produkt nie zmieni się podczas wyjmowania z formy. Czas chłodzenia wynosi zazwyczaj od 30 do 120 sekund.

Jeśli czas chłodzenia jest zbyt długi, jest to niepotrzebne, co nie tylko zmniejsza wydajność produkcji, ale także wpływa na złożone części. Rozformowywanie jest trudne, a podczas wymuszonego rozformowywania mogą nawet powstawać naprężenia. Inne czasy w cyklu formowania są związane z tym, czy proces produkcji jest w sposób ciągły zautomatyzowany i jaki jest stopień ciągłej automatyzacji.
Jak oszacować cykl formowania wtryskowego?
Formowanie wtryskowe jest procesem cyklicznym. Cykl formowania składa się głównie z czasu przechowywania materiału, czasu utrzymywania wtrysku, czasu chłodzenia, czasu otwierania i zamykania formy, czasu wyrzucania i usuwania.

Chłodzenie produktu i dozowanie ślimaka oraz przechowywanie materiału są wykonywane w tym samym czasie. Przy obliczaniu cyklu formowania należy przyjąć większą wartość z tych dwóch (czas chłodzenia zazwyczaj obejmuje czas przechowywania materiału).
Przechowywanie materiału i czas utrzymywania wtrysku
Czas przechowywania i wtryskiwania materiału należy określić zgodnie z właściwościami tworzywa sztucznego, kształtem produktu i wymaganiami jakościowymi (wygląd, rozmiar itp.). Jest to związane z wieloma czynnikami, takimi jak ciśnienie wtrysku, szybkość wtrysku, prędkość ślimaka, ciśnienie wsteczne i temperatura.
Zgodnie z założeniem zapewnienia jakości, należy dążyć do jak najkrótszego czasu. Przy szacowaniu czasu przechowywania materiału części formowanych wtryskowo, jest on zazwyczaj obliczany między 65% a 85% maksymalnej wydajności plastyfikacji (g/s) wtryskarki. Proces wtrysku jest zwykle podzielony na 3 etapy (wolny-szybki-wolny).
Podczas szacowania; T=W/20~50%V + t. T: całkowity czas wtrysku; W: całkowita objętość wtrysku (waga pojedynczego produktu x liczba + waga dyszy); V: maksymalna prędkość wtrysku wtryskarki; t: podstawa czasu wymagana do uruchomienia i zatrzymania ślimaka; 80T~200T zajmuje 1~2S; 200T~500T zajmuje 2~3S; 500T~1000T zajmuje 3~4S.
Czas utrzymywania ciśnienia
Czas utrzymywania ciśnienia to czas od momentu wypełnienia gniazda formy do końca utrzymywania ciśnienia. Wybór czasu utrzymywania ciśnienia zasadniczo zależy od wymagań produktu dotyczących skurczu, rozmiaru i deformacji.
Czas chłodzenia
Czas chłodzenia to czas od zakończenia utrzymywania ciśnienia do otwarcia formy. Na długość czasu chłodzenia mają wpływ takie czynniki, jak kształt i grubość ścianki produktu, konstrukcja wody chłodzącej formę, temperatura formy i właściwości stopu.

Zgodnie z założeniem zapewnienia dobrej jakości produktu, czas chłodzenia powinien zostać maksymalnie skrócony. Gdy produkt jest stały, kluczowym czynnikiem wpływającym na długość czasu chłodzenia jest konstrukcja wody chłodzącej formę.
Czas otwarcia i zamknięcia formy
Na czas otwierania i zamykania formy mają wpływ takie czynniki jak rozmiar maszyny i struktura formy.

Na czas otwierania i zamykania formy wpływają m.in. konstrukcja rdzenia (suwak) formy, mechanizm otwierania i zamykania zębatki, mechanizm trójpłytowej formy (drobny wylot wody) itp. Ogólnie rzecz biorąc, 80T ~ 200T zajmuje 4 ~ 8S, 200T ~ 500T zajmuje 6 ~ 10S, a 500T ~ 1000T zajmuje 8 ~ 15S.
Czas wyrzucenia i odbioru
Na czas wyrzucania i wyjmowania ma wpływ prędkość wyrzucania, skok wyrzucania i metoda wyjmowania (automatyczna, ręczna, robot). Automatyczne wyjmowanie jest zwykle używane tylko w przypadku małych produktów o niskich wymaganiach dotyczących wyglądu (części wewnętrzne), a czas wyjmowania wynosi zwykle 0,5 ~ 2S.

Gdy robot wyjmie produkt, forma może rozpocząć zamykanie formy po tym, jak produkt opuści zakres formy. Czas wyrzucania i wyjmowania wynosi zazwyczaj 3~8S, a ręczne wyjmowanie zajmuje zazwyczaj 1~3S więcej niż w przypadku robota. Ogólnie rzecz biorąc, podobne produkty są wykorzystywane jako punkty odniesienia do oszacowania cyklu formowania.
Jakie są główne sposoby na skrócenie formowania wtryskowego?
Głównym powodem stosowania szybkich automatycznych form wtryskowych jest skrócenie cyklu formowania wtryskowego i osiągnięcie limitu prędkości wtrysku. formowanie wtryskowe Wydajność plastyfikacji maszyny w celu poprawy jakości części z tworzyw sztucznych, oszczędności pracy i poprawy wydajności produkcji. Główne metody skracania cyklu formowania są następujące.

Skrócenie czasu wtrysku
Aby skrócić czas wtrysku, można zwiększyć ciśnienie wtrysku, aby skrócić czas potrzebny na wypełnienie formy stopionym materiałem. Wymaga to użycia wlewów o mniejszym przekroju poprzecznym, takich jak wlewy punktowe i boczne.
Ponieważ bramy te mają mały przekrój poprzeczny, gdy stopiony materiał przepływa przez nie, generuje bardzo wysoką szybkość ścinania i nowe ciepło z powodu tarcia przy dużej prędkości, co zwiększa płynność stopionego materiału i pozwala mu szybko wypełnić gniazdo formy. Aby to osiągnąć, prowadnica powinna być jak najkrótsza.

W przypadku korzystania z bezkanałowego lub gorącokanałowego systemu wlewowego, przedni koniec dyszy może bezpośrednio stykać się z wlewem, co znacznie zmniejsza opory przepływu i bardziej sprzyja skróceniu czasu wtrysku.
Należy utrzymywać różne części wypraski w odpowiedniej temperaturze. Podczas procesu wtrysku, ze względu na rozpraszanie ciepła przez prowadnicę i korpus formy, gdy stopione tworzywo sztuczne osiąga koniec procesu, jego temperatura stopniowo spada, powodując niewypełnienie wnęki końcowej.

Aby uniknąć tego zjawiska, temperatura formy powinna być wyższa pod koniec procesu. Temperatura formy powinna być również nieco wyższa w obszarach, w których mogą wystąpić ślady spoin, aby uniknąć śladów spoin.
Z tego powodu czasami stosuje się lokalne metody ogrzewania lub gęste rozmieszczenie kanałów wody obiegowej w celu zrównoważenia ciepła, to znaczy wylot kanału wody obiegowej jest ustawiony na końcu procesu (temperatura wody na wylocie kanału wodnego jest wyższa niż na wlocie), aby wyregulować równowagę temperatury formy i zapewnić płynność stopionego materiału na końcu zalewania.

Zainstalować niezbędne urządzenia wydechowe i przelewowe. Podczas formowania z dużą prędkością, ponieważ stopiona żywica z tworzywa sztucznego jest wtryskiwana pod wysokim ciśnieniem i wypełnia gniazdo formy w krótkim czasie, jeśli powietrze w gnieździe nie może zostać szybko i na czas usunięte, wpłynie to na jakość części z tworzywa sztucznego i spowoduje wady wtrysku.
Dlatego podczas projektowania formy należy w pełni rozważyć ustawienie rowków wylotowych. Ogólnie rzecz biorąc, odpowiednie rowki wylotowe i niezbędne urządzenia przelewowe są ustawiane na powierzchni podziału i na końcu każdego procesu.

Skrócenie czasu chłodzenia i krzepnięcia stopionego materiału
Czas chłodzenia i krzepnięcia stopu podczas procesu wtrysku stanowi dużą część tego procesu. Tak więc poprawa wydajności chłodzenia formy i skrócenie czasu chłodzenia i krzepnięcia są jednym z najskuteczniejszych sposobów na skrócenie cyklu formowania.
Poprawa ogólnej wydajności chłodzenia formy. Ogólnie rzecz biorąc, chłodzenie korpusu formy jest osiągane przez wodę w kanale wody obiegowej, która odbiera ciepło w celu osiągnięcia chłodzenia formy.

Po skonfigurowaniu dobrego obiegu chłodzenia, najważniejszym problemem jest zwiększenie przepływu wody chłodzącej i próba zmniejszenia różnicy temperatur między wylotem a wlotem wody chłodzącej, szczególnie w przypadku zautomatyzowanych form do szybkiego formowania, różnica temperatur między wylotem a wlotem powinna być kontrolowana w granicach 3°C.

Bardziej efektywne jest stosowanie metody równoległej do chłodzenia kanałów wodnych, zwłaszcza latem, gdy używana jest woda z kranu, należy skonfigurować specjalne urządzenie do chłodzenia i dostarczania wody chłodzącej. Jego funkcja polega na tym, że woda wypływająca z wylotu kanału wodnego korpusu formy ma określoną temperaturę.
Po schłodzeniu przez urządzenie chłodzące, wody te wpływają do wlotu kanału wodnego za pomocą specjalnej pompy wodnej, która może poprawić wydajność chłodzenia i może być poddana recyklingowi w celu oszczędzania wody.

Obieg wody chłodzącej jest ustawiony jak najbliżej formowanej części z tworzywa sztucznego, a na ścianie bocznej przetwarzana jest struktura blokująca przepływ, taka jak stopień lub gruby gwint. W tym czasie przepływ wody chłodzącej zderzy się z częścią schodkową podczas powrotu i odbierze ciepło z rdzenia.
Woda chłodząca, która odbiera ciepło, rozpryskuje się na części stopnia i zderza się z napływającą wodą chłodzącą, zwiększając w ten sposób powierzchnię styku między wodą chłodzącą a korpusem rdzenia i zwiększając efekt chłodzenia.

Gdy kształt rdzenia jest smukły, ze względu na mały rozmiar rdzenia, temperatura łatwo wzrasta podczas formowania i nie jest łatwo ją rozproszyć i schłodzić, co ma duży wpływ na cykl formowania i należy ustawić urządzenie chłodzące.
Jeśli jednak nie można ustawić kanału wody chłodzącej od wewnątrz, można wybrać stop miedzi berylowej o dobrej przewodności cieplnej.
Czasami, aby osiągnąć zrównoważone chłodzenie, należy schłodzić i podgrzać określoną część zautomatyzowanej formy szybkobieżnej. W zautomatyzowanych formach szybkobieżnych nie można ignorować problemu chłodzenia kanału.
W przypadku korzystania z systemu zimnokanałowego do formowania odlewów, kanał główny i kanał odgałęziony są stosunkowo grube, więc ich czas chłodzenia będzie stosunkowo wydłużony, co oznacza, że cykl formowania zostanie wydłużony w tym samym czasie. W związku z tym konieczne jest skonfigurowanie obwodu chłodzenia na kanale.

KrótkieCzas pomocniczy
Czas pomocniczy odnosi się do czasu w cyklu formowania, z wyjątkiem utrzymywania ciśnienia wtrysku oraz procesu chłodzenia i utwardzania, czyli czasu od otwarcia do zamknięcia formy.
W tym czasie plastikowe części i odlany kondensat są rozformowywane, aby automatycznie wypaść z formy, zanieczyszczenia w obszarze formowania korpusu formy są usuwane, a ruchome części są resetowane podczas procesu zamykania formy.

Odsetek czasu, jaki zajmują, nie jest duży, ale w zautomatyzowanym procesie szybkiego formowania liczy się każda sekunda. Aby skrócić czas pomocniczy, przedmuchiwanie sprężonym powietrzem jest często używane do automatycznego usuwania zanieczyszczeń przed zamknięciem formy.
Wnioski
Niniejszy artykuł omawia głównie składowe czasowe plastiku formowanie wtryskowe cykl, w tym czas wtrysku, czas utrzymywania ciśnienia, czas chłodzenia, czas otwarcia formy i czas wyrzutu. Okresy te nie tylko wpływają na wydajność produkcji i wykorzystanie sprzętu, ale także bezpośrednio określają jakość produktu i wydajność produkcji.

Optymalizując działanie i parametry techniczne każdego etapu, można skutecznie skrócić cykl formowania, poprawić wydajność produkcji oraz zapewnić stabilność i spójność jakości produktu.







