 Overslaan naar inhoud
Overslaan naar inhoud 

Inleiding: Schimmel spuitgieten is een manier om veel onderdelen met dezelfde vorm te maken. Het werkt als volgt: Je verhit plastic en duwt het dan met een machine in een mal. Het plastic koelt af en wordt hard, en dan heb je een onderdeel.
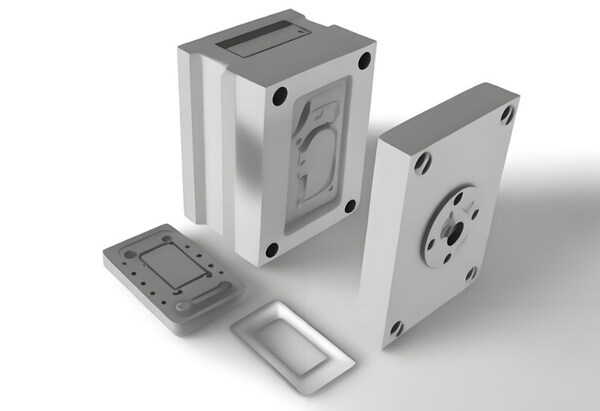
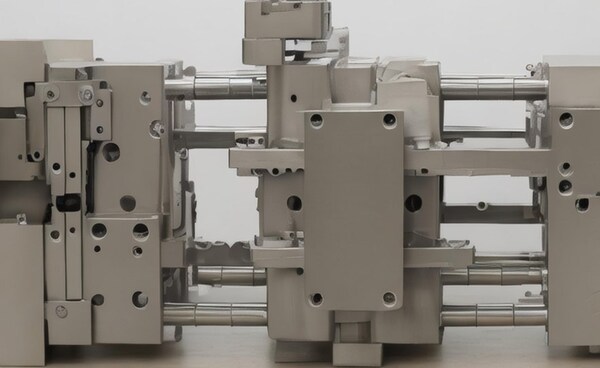
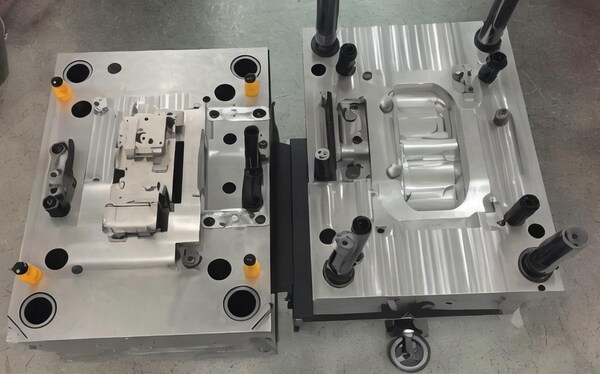
De spuitgietmatrijs bestaat uit twee delen: de bewegende matrijs en de vaste matrijs. De bewegende matrijs wordt geïnstalleerd op de bewegende mal van de spuitgietmachine en de vaste matrijs wordt geïnstalleerd op de vaste mal van de spuitgietmachine.

Bij het spuitgieten worden de bewegende matrijs en de vaste matrijs gesloten om een gietsysteem en een holte te vormen. Als de matrijs wordt geopend, worden de bewegende matrijs en de vaste matrijs van elkaar gescheiden om het kunststof product te verwijderen. In dit artikel wordt in detail besproken welke variabelen de kosten van spuitgietmatrijzen beïnvloeden en wat de oplossingen daarvoor zijn.
Waaruit bestaat een spuitgietmatrijs?
Plastic mallen zijn onderverdeeld in verschillende onderdelen op basis van hun functie, waaronder: gietsysteem, temperatuurregelsysteem, systeem voor spuitgietonderdelen, uitlaatsysteem, geleidingssysteem, uitwerpsysteem, enz.

Het gietsysteem en de vormdelen zijn de delen die in direct contact komen met de kunststof en veranderen mee met de kunststof en het product. Het zijn de meest complexe en variabele onderdelen in de matrijs en ze vereisen de hoogste verwerkingsgraad en precisie.
Het gietsysteem
Verwijst naar het deel van het stromingskanaal voordat de kunststof de caviteit binnenkomt vanuit de spuitmond, inclusief het hoofdkanaal, gat voor koud materiaal, aftakkanaal en poort, enz.

Het systeem voor spuitgietonderdelen
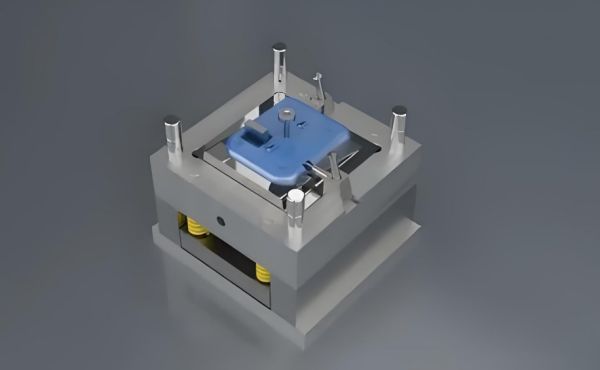
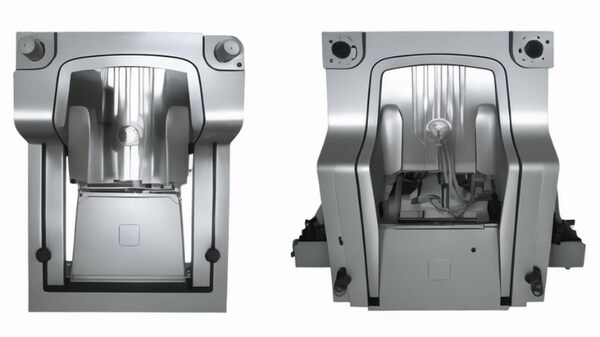
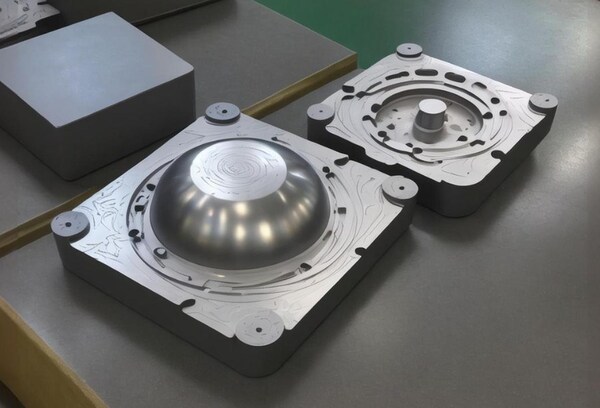
Verwijst naar de combinatie van verschillende onderdelen die de vorm van het product vormen, waaronder de beweegbare mal, vaste mal en holte (concave mal), kern (convexe mal), gietstaaf, enz.
De kern vormt de binnenkant van het product en de holte (holle vorm) vormt de buitenkant van het product. Nadat de mal gesloten is, vormen de kern en de holte de holte van de mal.

Afhankelijk van het proces en de productievereisten bestaan de kern en de holle vorm soms uit meerdere stukken en soms uit één stuk. Alleen inlegdelen worden gebruikt in onderdelen die gemakkelijk te beschadigen en moeilijk te bewerken zijn.
Thermostatisch systeem
Om aan de eisen van het injectieproces voor de matrijstemperatuur te voldoen, is een thermostatisch systeem nodig om de matrijstemperatuur te regelen. Voor spuitgietmatrijzen voor thermoplasten is het belangrijkste om een koelsysteem te ontwerpen om de matrijs te koelen (de matrijs kan ook worden verwarmd).
De gebruikelijke methode voor het koelen van matrijzen is om een koelwaterkanaal in de matrijs te openen en circulerend koelwater te gebruiken om de warmte van de matrijs af te voeren; naast het gebruik van koelwater om heet water of hete olie door te voeren, kunnen er ook elektrische verwarmingselementen in en rond de matrijs worden geïnstalleerd om de matrijs te verwarmen.
Uitlaatsysteem
Hij is ingesteld om de lucht in de holte en het gas dat ontstaat door het smelten van kunststof tijdens het spuitgietproces af te voeren naar de buitenkant van de matrijs.

Als de uitlaat niet glad is, vormt het oppervlak van het product gassporen (gassporen), brandplekken en andere defecten; het uitlaatsysteem van de kunststof mal is meestal een groefvormige luchtuitlaat die in de mal wordt geopend om de oorspronkelijke holtelucht en het gas dat door het gesmolten materiaal wordt aangevoerd, af te voeren.
Als het gesmolten spul in het gat wordt geschoten, moet de lucht die in het gat zat en de lucht die erin kwam met het spul uit het gat door het gat aan het einde van het gat waar het spul in gaat, anders heeft het ding gaten, slechte verbindingen, niet genoeg spul en misschien wordt de lucht geplet en wordt heet en verbrandt het ding.
Meestal kan het gat zitten aan het uiteinde van het gat waar de spullen in gaan of op de plek waar de twee helften van het gat uit elkaar komen.
De tweede is het openen van een ondiepe groef met een diepte van 0,03-0,2 mm en een breedte van 1,5-6 mm aan één kant van de matrijs. Tijdens het injecteren zal er niet veel gesmolten materiaal uit het ontluchtingsgat lekken, omdat het gesmolten materiaal daar zal afkoelen en stollen en het kanaal zal blokkeren.
De ontluchtingsopening mag niet naar de operator gericht zijn om te voorkomen dat het gesmolten materiaal per ongeluk naar buiten spuit en mensen verwondt. Daarnaast kunnen de vrije ruimte tussen de uitwerpstang en de uitwerpopening, de vrije ruimte tussen het uitwerpblok en de stripplaat en de kern ook worden gebruikt om af te zuigen.
Gidssysteem
Om ervoor te zorgen dat de beweegbare mal en de vaste mal nauwkeurig uitgelijnd kunnen worden wanneer de mal gesloten is, moet er een geleidingscomponent in de mal worden geplaatst.
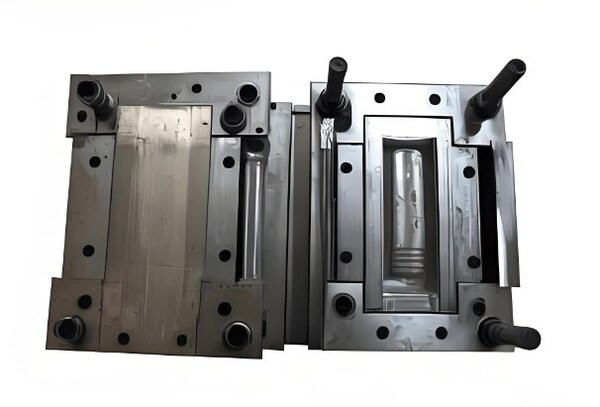
In de spuitgietmatrijs worden meestal vier sets geleidepennen en geleidehulzen gebruikt om de geleidingscomponent te vormen. Soms worden binnen- en buitenconische oppervlakken die bij elkaar passen op de beweegbare matrijs en de vaste matrijs geplaatst om te helpen bij het positioneren.
Uitwerpsysteem
Bevat meestal: uitwerper, voorste en achterste uitwerpplaten, geleiderstang voor uitwerper, retourveer voor uitwerper, borgschroef voor uitwerpplaat en andere onderdelen.

Nadat het onderdeel in de matrijs is gevormd en afgekoeld, worden de voorste en achterste helften van de matrijs gescheiden en geopend, en het uitwerpsysteem - de uitwerppen - duwt het plastic onderdeel en het gestolde materiaal in de loper uit de matrijsholte en de loperlocatie onder druk van de uitwerpstaaf van de spuitgietmachine, zodat de volgende loper wordt uitgeworpen. spuitgieten cyclus kan beginnen.

Wat zijn de categorieën van spuitgietmatrijzen?
Er zijn een paar verschillende soorten spuitgietmatrijzen. De meest voorkomende zijn tweeplaatspuitgietmatrijzen, drieplaatspuitgietmatrijzen, hot runner-spuitgietmatrijzen en injectiematrijzen met een rechte hoek.
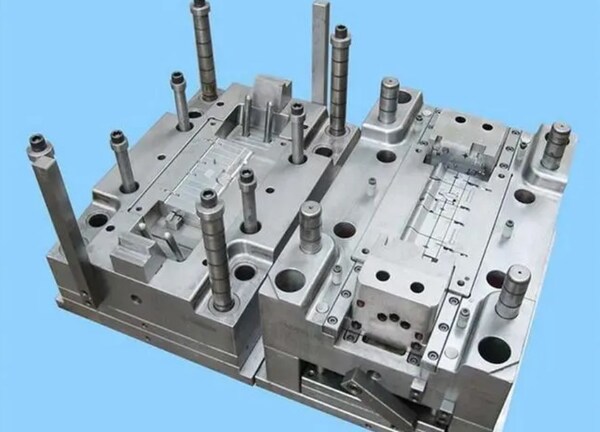
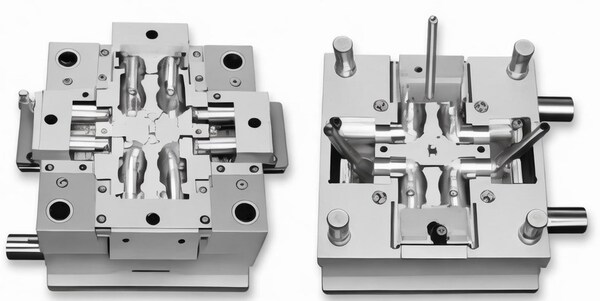
Vorm met twee platen
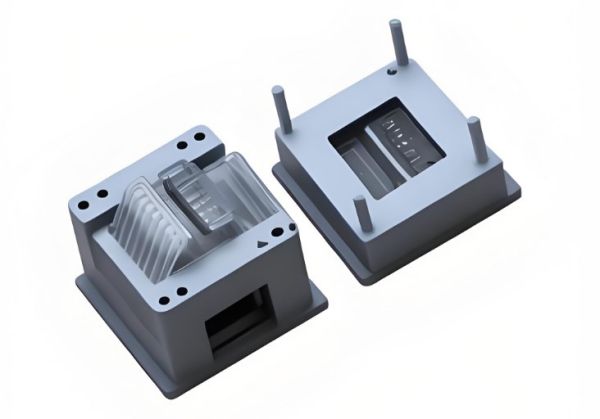
De matrijs met twee platen wordt ook wel een oppervlakte spuitgietmatrijs met één deel genoemd. Het is de eenvoudigste en meest basale matrijs. Hij wordt veel gebruikt en kan worden ontworpen als een schimmel met één holte of met meerdere holtes, afhankelijk van de productvereisten.

Vorm met drie platen
De matrijs met drie platen is ook een tweedelige spuitgietmatrijs. Hij verschilt van de spuitgietmatrijs met één deel. In het vaste matrijsdeel is de drieplaatmatrijs van deze matrijs ontworpen met een stripplaat die gedeeltelijk kan worden verplaatst.

In dit ontwerp wordt de loopwagen tussen de eerste en tweede plaat uitgeworpen en wordt de stripplaat tussen de tweede en derde plaat uitgeworpen om het onderdeel en de loopwagen van elkaar te scheiden.
Injectiematrijzen met een dubbel delend oppervlak zijn niet geschikt voor het spuitgieten van grote spuitgietproducten omdat ze complexe structuren, hoge productiekosten en een moeilijke verwerking van de onderdelen hebben.
Hot Runner Mallen
Hot runner mallen zijn vergelijkbaar met traditionele cold runner mallen. Het verschil is dat hot runner-mallen rechtstreeks kunststof in de holte injecteren via een spuitmond. Er is geen runner tijdens het vormproces, wat het gebruik van grondstoffen sterk verbetert en verspilling voorkomt.

Over het algemeen zijn de productiekosten van hot runner mallen hoger dan die van cold runner mallen, maar als de gevormde onderdelen erg klein zijn, vooral als de onderdelen kleiner zijn dan de runner, zijn hot runner mallen een voordeligere keuze.
Injectiespuiten met rechte hoek
Rechthoekige spuitgietmatrijzen zijn niet algemeen toepasbaar en zijn alleen geschikt voor haakse spuitgietmachines. In tegenstelling tot andere spuitgietmatrijzen moet de voedingsrichting van de matrijs tijdens het spuitgieten loodrecht staan op de openings- en sluitingsrichting en is de dwarsdoorsnede meestal onveranderd.

Bovendien is het hoofdkanaal van de haakse spuitgietmatrijs geopend aan beide zijden van het bewegende en vaste matrijsdeeloppervlak. Aan het einde van het hoofdkanaal wordt een vervangbaar runnerinzetstuk geplaatst om slijtage en vervorming tussen het spuitmondstuk van de spuitgietmachine en het inloopeinde van het hoofdkanaal te voorkomen.
Welke variabelen beïnvloeden de kosten van spuitgietmatrijzen?
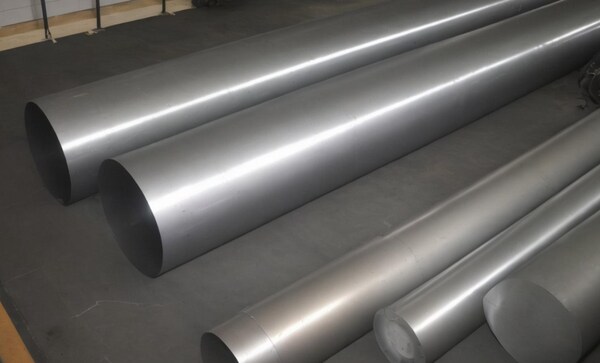
Materiaal
Het soort materiaal dat je gebruikt voor je spuitgietonderdelen heeft een grote invloed op de kosten van je spuitgietmatrijzen. Voor bepaalde materialen zijn specifieke matrijskenmerken, koelkanalen of oppervlaktebehandelingen nodig vanwege hun unieke eigenschappen en vereisten.

Sommige kunststofmaterialen, vooral die met een hoge temperatuur of die schuren, slijten de spuitgietmatrijzen en verkorten de levensduur van het gereedschap. Om dit te voorkomen zijn hardere matrijzen van specifieke staalsoorten nodig, waardoor de kosten van kunststof spuitgietmatrijzen toenemen.
Afwerking
Vanuit mijn jarenlange ervaring in het produceren van gespecialiseerde spuitgegoten onderdelen voor luxe consumentenproducten, heb ik ontdekt dat de hoeveelheid afwerking die nodig is voor deze onderdelen altijd een enorme invloed heeft op de kosten van kunststof spuitgieten zelf kunststof spuitgietproces.
Naarmate de afwerking van onderdelen complexer wordt, wordt spuitgieten moeilijker. Om het te laten werken, moet je nadenken over afwerking wanneer je de matrijs ontwerpt en de productie plant. Om elke keer de afwerking te krijgen die je wilt, heb je de juiste matrijsmaterialen nodig en moet je mooie matrijskenmerken inbouwen. Dat alles kost meer geld om de mal te maken.
Verwerkingskosten
Bij het maken van spuitgietmatrijzen komen veel processen kijken, zoals frezen, draaien, slijpen, draadsnijden, enz. Elk proces kost tijd en mankracht, wat van invloed is op de kunststof spuitgieten kosten van de matrijs. De berekening van de verwerkingskosten is meestal gebaseerd op het uitrustings- en technologieniveau van de fabrikant en de benodigde verwerkingstijd.
Ontwerp- en engineeringkosten
Het ontwerp en de engineering van spuitgietmatrijzen brengen ook bepaalde kosten met zich mee. Dit omvat het salaris van matrijsontwerpers, de kosten van ontwerpsoftware en engineeringapparatuur en de kosten voor het testen en controleren van matrijzen. Deze gereedschapskosten zijn ook een belangrijk onderdeel van de berekening van de matrijskosten.
Levensduur en duurzaamheid
De levensduur en duurzaamheid van de mal is een grote factor in de prijs van de mal. Over het algemeen bepalen het ontwerp en de kwaliteit van de mal hoe lang deze meegaat. Matrijzen van hoge kwaliteit kunnen meestal langer worden gebruikt, maar ze kosten meer.

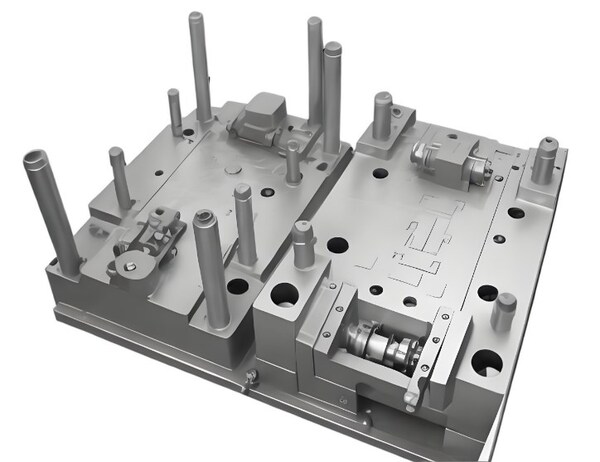
Complexiteit en omvang
De prijs van de mal wordt ook beïnvloed door de complexiteit en grootte. Hoe complexer het ontwerp en de productie van de mal, hoe meer tijd en middelen het kost en hoe hoger de kosten. Daarnaast is de grootte van de mal ook van invloed op de hoeveelheid materiaal die nodig is en de moeilijkheidsgraad van de verwerking, wat weer van invloed is op de kosten.
Hoeveelheid en batch
Het aantal spuitgietmatrijzen en de productiebatch zijn ook factoren die de kosten beïnvloeden. Over het algemeen zullen de matrijskosten van massaproductie lager zijn omdat de kosten per eenheid kunnen worden verlaagd door vaste kosten toe te wijzen. De matrijskosten van productie in kleine series zullen relatief hoog zijn omdat de schaalvoordelen niet volledig kunnen worden benut.
Productontwerp
Productontwerp kan de mal veranderen. Bijvoorbeeld, nadat het ontwerp van de mal is voltooid, moet het frame worden besteld na het plaatsen van een bestelling, en het ontwerp van de klant verandert. Als de verandering relatief klein is, heeft dit geen invloed op de algehele structuur.

Als er veel veranderingen zijn, heeft dit invloed op de producten die door de mal worden geproduceerd en moet zelfs het frame opnieuw worden besteld. De kosten zullen sterk toenemen.
Is het ontwerp van de mal geschikt, redelijk en haalbaar?
Er zijn veel simulatiemethoden, zoals productieprocesanalyse, structurele dynamiekanalyse, driedimensionale vergelijkende analyse van testproducten en ontwerpproducten, enz. Als het matrijsontwerp onredelijk is, zullen de kosten stijgen.
Bepaal het aantal proeven voor het maken van mallen
De meeste fabrikanten berekenen de kosten voor het maken van een mal met het aantal dagen dat het duurt om de mal naar de klant te sturen. Als de mal na meerdere inspecties niet geleverd kan worden, zullen naast de boetes die in het contract staan, de verwerkingskosten toenemen naarmate de mal langer in de fabriek blijft. Natuurlijk zullen de kosten voor het testen van de schimmel ook relatief hoog zijn.
Hoe de kosten van spuitgietmatrijzen verlagen?
Kies het juiste materiaal
Het eerste wat je moet doen om de kosten van de productie van kunststof mallen te verlagen, is het juiste materiaal kiezen.
Kies eerst het juiste materiaal op basis van de vereisten van de matrijs en het verwachte productievolume.
Ten tweede, vergelijk en evalueer verschillende materialen om materialen te vinden die redelijk geprijsd zijn en stabiele prestaties leveren.
Zorg er ten slotte voor dat de materialen die je kiest van goede kwaliteit zijn, zodat de mal lang meegaat en kosteneffectief is.

Ontwerp optimaliseren
Ontwerpoptimalisatie is een van de belangrijkste manieren om de kosten van de productie van kunststof matrijzen te verlagen. Door optimalisatie van het ontwerp kan materiaalafval worden verminderd en kunnen de levensduur en kwaliteit van het product worden verbeterd.

Tegelijkertijd kan voor mallen die zijn ontworpen, door het verbeteren van de details en het optimaliseren van het structurele ontwerp, het doel worden bereikt om de levensduur van de mal te verlengen en de productiekosten te verlagen.
Management versterken
De sleutel tot het verlagen van de kosten van de productie van kunststof mallen is het versterken van het management. In het proces van het maken van mallen is het noodzakelijk om een compleet kwaliteitsmanagementsysteem op te zetten, het leveranciersmanagement, het productieplanmanagement en het kostenbeheer te versterken en alle schakels in het productieproces van mallen volledig te controleren om de kwaliteit en efficiëntie van het productieproces te garanderen.

Verbeter het niveau van het proces.
Het verbeteren van het procesniveau is ook een belangrijke maatregel om de kosten van de productie van kunststof mallen te verlagen. Door geavanceerde productieprocessen en technische apparatuur te introduceren, kunnen we de productie-efficiëntie en het kwaliteitsniveau verbeteren.

Tegelijkertijd kunnen we de werktijd en de verliezen verminderen die worden veroorzaakt door handmatige omissies in het productieproces. Met effectieve technische middelen kunnen we de stijging van de productiekosten beheersen en de ontwikkelingsstrategie van de onderneming optimaliseren.
Lean productiebeheer
Het gebruik van slank productiemanagement is een goede manier om de kosten voor het maken van kunststof mallen te verlagen. Als je lean production management gebruikt, kun je alle middelen van je bedrijf gebruiken om mallen te maken, verspilling in het productieproces tegengaan en sneller en beter meer mallen maken.
Je kunt je bedrijf ook beter laten werken, de kosten voor het runnen van je bedrijf verlagen en sneller en beter meer mallen maken.
Kortom, elk productiebedrijf moet het probleem van het verlagen van de kosten voor de productie van kunststof mallen oplossen. Alleen als het bedrijf geleidelijk zijn eigen management en technische systeem verbetert en een stabiel kostenreductiesysteem opzet, kan het bedrijf zijn productie-efficiëntie en concurrentievermogen verbeteren en duurzame ontwikkeling bereiken.
Effectief gebruik van kunststof mallen
Voordat goederen worden geproduceerd, is het zorgvuldig selecteren van plastic mallen met wetenschappelijke en redelijke ontwerpschema's de meest fundamentele manier om de spuitgietkosten te beheersen. Verschillende soorten spuitgietmatrijsstructuren hebben natuurlijk verschillende vereisten voor productgrondstoffen. Uitstekende matrijzen hebben een hoge output, wat resulteert in minder afval en natuurlijk lage productiekosten.
Met behulp van wetenschappelijke en redelijke verwerkingstechnologie .

Voor hetzelfde product worden verschillende soorten productie- en verwerkingstechnologieën gebruikt en zijn verschillende grondstoffen nodig. Afhankelijk van de producteigenschappen kan de toepassing van verbeterde verwerkingstechnologieën, als aan de kwaliteitsnormen wordt voldaan, de materiaal- en productiekosten effectief verlagen.
Een effectief kwaliteitsbeheersysteem opzetten
Het opzetten van een goed kwaliteitsmanagementsysteem is een andere manier om lage kosten te realiseren. spuitgieten van het maken van spuitgietmatrijzen. Als je een goed kwaliteitsmanagementsysteem hebt, kun je fouten en dubbel werk bij de productie voorkomen, waardoor je productie efficiënter en beter wordt.

U kunt bijvoorbeeld software voor kwaliteitsborging gebruiken om de kwaliteit te beheren en fouten en dubbel werk bij de productie te voorkomen. Met een goed kwaliteitsbeheersysteem kunt u ook uw klanten tevredener maken, waardoor u meer kunt verkopen en meer geld kunt verdienen.
Conclusie
Dit artikel gaat over de factoren die de kosten van spuitgieten beïnvloeden en hun oplossingen. Ten eerste zijn de kosten van het spuitgietmateriaal de belangrijkste factor die de kosten beïnvloeden. Verschillende soorten en complexiteiten van matrijzen vereisen verschillende metalen materialen, dus de kosten zijn verschillend.

Ten tweede hebben de verwerkings- en ontwerpkosten ook een grote invloed op de kosten. Elke verwerkingsstap in het matrijzenproductieproces vereist tijd en middelen.
Daarnaast hebben de complexiteit, de grootte en de verwachte productiebatch van de matrijs ook een directe invloed op het kostenniveau.

Het artikel wijst erop dat door het kiezen van geschikte materialen, het optimaliseren van het ontwerp, het versterken van het management, het verbeteren van het procesniveau en het toepassen van slank productiemanagement, de fabricage spuitgietmatrijs kosten kan effectief worden verminderd, de productie-efficiëntie en het kwaliteitsniveau kunnen worden verbeterd, waardoor de duurzame ontwikkeling van ondernemingen wordt bevorderd.Als u een spuitgietproject hebt, neem dan contact op met Zetar Mold







