 Overslaan naar inhoud
Overslaan naar inhoud 

Typisch, kunststof spuitgieten kan worden gecontroleerd tot op 0,005 inch nauwkeurig, waardoor het een van de meest betrouwbare fabricageprocessen is voor het produceren van onderdelen.
Bij spuitgieten gaat het om spuitgietmatrijzen, injectiematerialen en injectiemachines die allemaal een directe invloed hebben op de nauwkeurigheid van spuitgieten.
In dit artikel analyseren we de impact van spuitgieten van kunststof nauwkeurigheid van deze 3 aspecten in detail.
Factoren die de maatnauwkeurigheid van geïnjecteerde producten beïnvloeden
1. Spuitgietmatrijs precisie
2. Krimp van spuitgieten van kunststof materiaal
3. Uitrusting voor spuitgietmachines en spuitgieten proces

Nauwkeurigheid van spuitgietmatrijs
Om de spuitgietvorm maken verwerking tot een hoge nauwkeurigheid van de verwerking te bereiken en de fout van de producten te verminderen, is het niet alleen nodig om te voldoen aan de eisen van de spuitgietvorm verwerking nauwkeurigheid, maar ook een redelijke marge in te stellen in het verwerkingsproces, om de vlotte afronding van de spuitgietvorm verwerking uitgangspunt, voor zover mogelijk om de nauwkeurigheid van de spuitgietvorm verwerking.
Over de nauwkeurigheidseisen van matrijsverwerking, inclusief de verwerkingsnauwkeurigheid van spuitgietvorm verwerkingsafmetingen, verticaliteit, coaxialiteit, parallelliteit, enz.
a. Over het algemeen is de verwerkingsnauwkeurigheid van spuitgietvorm moet binnen 0,005-0,02 mm liggen, terwijl de verticaliteit binnen 0,01-0,02 mm moet liggen, de coaxialiteit binnen 0,01-0,03 mm moet liggen en het parallellisme van het bovenste en onderste vlak van de beweegbare en vaste vormoppervlakken binnen 0,01-0,03 mm moet liggen.
b. Tegelijkertijd zou de ontruiming tussen de het delen oppervlakten nadat de vorm wordt gesloten minder dan de overvloeiwaarde van het gevormde plastiek moeten zijn; terwijl het parallellisme van de rest van de het koppelen oppervlakten van de mal binnen 0.01-0.02mm wordt vereist te zijn; de het koppelen nauwkeurigheid van het vaste deel van het spuitgietvorm verwerking is over het algemeen binnen 0,01-0,02 mm.
c. Spuitgietmatrijs verwerking met het glijdende deel van de nauwkeurigheid van de algemene keuze van H7 / e6, H7 / f7, H7 / g6 drie, moet worden opgemerkt dat het spiegeloppervlak, zoals de inzetstukken gemaakt om te hangen op de stappen, dan is de eisen met kan niet te strak, anders in de inzetstukken van de voorkant terug kloppen tool gebruikt om te kloppen gemakkelijk om het spiegeloppervlak te raken, zonder dat de grootte van het product, kan bilaterale 0,01 ~ 0,02 mm Gap fit.
d. Een ander ding om op te merken is de warmtebehandeling verwerking van het werkstuk, waarbij de warmtebehandeling voor de grootte van de voorbereiding plus 0,25 mm slijpen machine marge aan de ene kant, en voor de mal kernel, inserts moeten CNC bewerking van het onderdeel, eenzijdige reserve marge, om te weten een redelijke marge zal ook van invloed op de nauwkeurigheid van het werkstuk.

Hoe de precisie van spuitgietmatrijzen verbeteren?
Spuitgietmatrijs De nauwkeurigheid hangt voornamelijk af van de nauwkeurigheid van de afmetingen van de matrijsholte, de nauwkeurige positionering van de matrijsholte of de nauwkeurigheid van het deellichaam om aan de eisen te voldoen. Over het algemeen is de maattolerantie van precisie spuitgietmatrijs moet onder 1/3 van de maattolerantie van het product blijven.
Bewerkbaarheid en stijfheid, in de mal structuur ontwerp, moet het aantal holten niet te veel, en de bodemplaat, steunplaat, holte wand moet dikker zijn, om te voorkomen dat delen in hoge temperatuur, hoge druk onder invloed van gewelddadige elastische vervorming.
Product release, moet de mal proberen om minder holten, minder en kortere lopers en een hogere mate van afwerking dan gewone mallen, die bevorderlijk is voor schimmel release te nemen.
Kies voor het materiaal van de mal het gelegeerde staal met hoge mechanische sterkte. De materialen voor het maken van holtes en lopers moeten een strenge warmtebehandeling ondergaan en kiezen voor materialen met een hoge hardheid (vormdelen moeten ongeveer HRC52 bereiken), goede slijtvastheid en sterke corrosiebestendigheid.

Krimpen bij het gieten
De gesmolten kunststof wordt met extreme druk in de mallen gespoten. Zodra de gesmolten kunststof de vorm van de matrijzen aanneemt en uithardt, wordt het uit de machine geworpen. Vormkrimp verwijst naar het percentage krimp van de oorspronkelijke ongekoelde grootte van een gevormd onderdeel bij kamertemperatuur nadat het uit de mal is gehaald en is afgekoeld tot kamertemperatuur.
Omdat krimp niet alleen de thermische uitzetting en inkrimping van de hars zelf is, maar ook te maken heeft met verschillende soorten krimp. plastic vormen factoren, de krimp van het vormdeel na kunststof vormen moet de vormkrimp worden genoemd.
Bij het ontwerpen van spuitgietmatrijzenis het vaak nodig om de krimpsnelheid van elk deel van de kunststof onderdelen te bepalen aan de hand van het krimpbereik van verschillende kunststoffen, de wanddikte en vorm van het kunststof onderdeel, de vormgrootte en verdeling van de invoeropening, en vervolgens de holtegrootte te berekenen op basis van ervaring.

Hoe rekening houden met de krimpsnelheid bij het ontwerpen van spuitgietmatrijzen?
a. Neem de kleinste krimpsnelheid voor de buitendiameter en de grootste krimpsnelheid voor de binnendiameter om ruimte te laten voor correctie na de matrijsproef.
b. Bepaal de vorm, grootte en vormcondities van het gietsysteem na de gietproef.
c. Bepaal de dimensionale verandering van het spuitgietproduct na de nabewerking (let op: de meting moet worden uitgevoerd na 24 uur ontvormen).
d. De spuitgietmatrijs wordt gecorrigeerd op basis van de werkelijke krimp.
e. Bij het opnieuw testen van de matrijs kunnen de omstandigheden van het gietproces worden aangepast om de krimpwaarde enigszins te corrigeren zodat deze voldoet aan de eisen van het kunststof onderdeel.

Krimp die de nauwkeurigheid van spuitgieten beïnvloedt
Er zijn vier factoren die krimp beïnvloeden: thermische krimp, krimp door faseverandering, oriëntatiekrimp en compressiekrimp.
a. Thermische krimp is een thermofysische eigenschap die inherent is aan het vormmateriaal en het matrijsmateriaal.
De matrijstemperatuur is hoog, de temperatuur van het product is ook hoog en de werkelijke krimpsnelheid zal toenemen, dus de matrijstemperatuur voor precisiegieten mag niet te hoog zijn.
b. Faseveranderingskrimp wordt faseveranderingskrimp genoemd als gevolg van de kristallisatie van macromoleculen in het oriëntatieproces, wat gepaard gaat met de vermindering van het specifieke volume.
Hoge matrijstemperatuur, hoge kristalliniteit, grote krimp; maar aan de andere kant zal de toename in kristalliniteit de dichtheid van het product verhogen, de lineaire uitzettingscoëfficiënt verlagen, de krimpsnelheid wordt verlaagd. Daarom wordt de werkelijke krimpsnelheid bepaald door het gecombineerde effect van beide.
c. Oriëntatiekrimp wordt veroorzaakt door het geforceerd uitrekken van molecuulketens in de vloeirichting, zodat de macromoleculen in de koeling de neiging hebben om opnieuw te krullen en zich te herstellen, wat krimp in de oriëntatierichting zal veroorzaken.
De mate van moleculaire oriëntatie is gerelateerd aan de injectiedruk, de injectiesnelheid, de harstemperatuur en de matrijstemperatuur. Maar de belangrijkste is de injectiesnelheid.
d. Compressiekrimp en elastisch herstel, algemene kunststoffen hebben een compressief karakter. Dat wil zeggen dat het specifieke volume aanzienlijk verandert onder hoge druk.
In het algemeen temperatuur, verhoging van de druk spuitgieten producten specifieke volume zal afnemen, dichtheid zal toenemen, uitzettingscoëfficiënt zal afnemen, krimp zal aanzienlijk worden verminderd.
Als gevolg van de samendrukbaarheid heeft het vormmateriaal een elastisch reset-effect, zodat het product minder krimpt. De factoren die de krimp van het spuitgietproduct beïnvloeden, hebben te maken met de spuitgietomstandigheden en de bedrijfsomstandigheden.

Principes voor de selectie van spuitgietmaterialen.
Hoge mechanische sterkte, goede maatvastheid, goede kruipweerstand en breed aanpassingsbereik aan de omgeving.
Er zijn vier soorten technische kunststoffen die vaak worden gebruikt
1. POM en koolstofvezel versterkt (CF) of glas versterkt (GF). Dit materiaal wordt gekenmerkt door goede kruipweerstand, weerstand tegen vermoeiing, weerbestendigheid, goede diëlektrische eigenschappen, vlamvertragend, gemakkelijk los te maken door toevoeging van smeermiddel.
2. PA en glasversterkt PA66, de kenmerken: sterke slagvastheid en slijtvastheid, goede stroombaarheid, kan worden gegoten 0,4 mm wanddikte van het product.
Glasvezel versterkt PA66 heeft een hittebestendigheid (smeltpunt van 250 ℃), het nadeel is dat het vocht absorbeert, over het algemeen na het gieten worden verwerkt door vocht conditionering.
3. PBT versterkt polyester, vormtijd is kort. De vergelijking van de vormtijd is als volgt: PBT ≤ POM ≈ PA66 ≤ PA6.
4.PC en GFPC. kenmerken: goede slijtvastheid, verbeterde stijfheid, goede maatvastheid, weerbestendigheid, vlamvertragend en goede vormbaarheid.

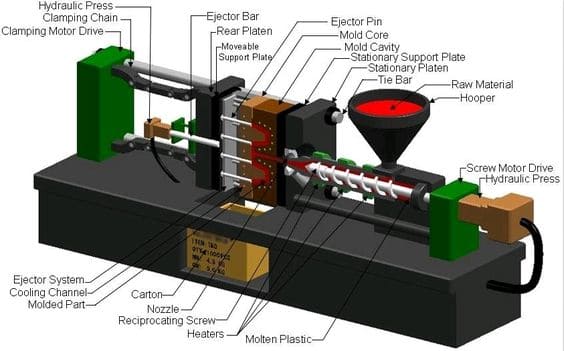
Uitrusting voor spuitgietmachines en spuitgietproces
De vijf elementen van spuitgieten proces omvatten: druk, debiet, temperatuur, tijd, positie, een goed spuitgieten machine in deze vijf elementen om nauwkeuriger en gevoeliger weer te geven.
1. Temperatuur
Temperatuur is de eerste stap van het spuitgieten, temperatuur kan worden onderverdeeld in: droogtemperatuur, materiaaltemperatuur, matrijstemperatuur, dit zijn enkele vitale factoren.
Droogtemperatuur is om ervoor te zorgen de molding kwaliteit en voorafgaande drogen van polymeer om ervoor te zorgen dat het polymeer droog en nat zijn in een bepaalde hoeveelheid; materiaal temperatuur is om ervoor te zorgen dat het polymeer weekmaking normaal is, en glad schimmel vullen, gieten.
2. Snelheid
De snelheid is onderverdeeld in: injectiesnelheid, smelttemperatuur, los- en terugtreksnelheid, openen en sluiten van de matrijssnelheid, voorwaartse en achterwaartse snelheid van de uitwerper. De injectiesnelheid heeft invloed op de toename van de matrijsdruk, de injectiesnelheid kan de stroomlengte doen toenemen, de uniformiteit van de productkwaliteit om de productkwaliteit te garanderen, injectie met hoge snelheid voor producten met een lange stroom, controle met lage snelheid van de productgrootte.
De smeltsnelheid beïnvloedt het plastificeervermogen, plastic vorm verwerking is een belangrijke parameter van de plastificeerkwaliteit, hoe hoger de snelheid, hoe hoger de temperatuur van het plastificeervermogen van de smelt sterker is.
De snelheid van het openen en sluiten van de mal is een van de belangrijke voorwaarden om de productiewerking van de machine te garanderen.
De snelheid van voorwaarts en achterwaarts van de uitwerper is om ervoor te zorgen de soepele release van het product niet het product vervorming, top scheur te maken.

3. De druk
De druk is onderverdeeld in: injectiedruk, houddruk, tegendruk, klemdruk, druk voor matrijsbescherming, uitwerpdruk. Plastic omhulsel spuitgieten De verwerkingsinjectiedruk wordt gebruikt om het drukverlies van de smelt van de spuitmond - runner - gate - caviteit te overwinnen om ervoor te zorgen dat de caviteit wordt gevuld.
Druk is om de injectiedruk van de onderdelen te verminderen als gevolg van overmatige injectiedruk en leiden tot kleverige schimmel barsten of buigen; worden ingedrukt om vreemde voorwerpen te voorkomen in de mal bij hoge snelheid en hoge druk staat en leiden tot schimmel verpletteren; ejector druk is om te voorkomen dat het product van het verlaten van de mal oppervlak veroorzaakt door slechte.
4. Positie
Positionkan worden onderverdeeld in: schimmel opening positie, uitwerpen terug slag, metering slag, losse been volume, injectie slag, buffer volume. De openingspositie is om ervoor te zorgen dat de mal kan worden genomen uit de normale werking van de onderdelen; uitgeworpen achterwaartse slag op het deel van de veer om de rol van de bovengrens bescherming opnieuw in te stellen; metering slag is om ervoor te zorgen dat er genoeg plastic om de mal te vullen om de kwaliteit van het product te waarborgen.
5. Tijd
De tijd is onderverdeeld in: afkoeltijd, smelttijd, droogtijd, koeltijd, smelttijd, droogtijd, cyclus, injectietijd, wachttijd.
Plastic shell spuiten producten moeten een bepaalde periode van het gieten; injectie tijd om de grootte van het product te bepalen; holding tijd is om de smelt terugstroming te voorkomen, de rol van koeling krimp; koeltijd om ervoor te zorgen dat het product uithardt, om vervorming te voorkomen; smelttijd is om ervoor te zorgen dat de smelt voldoende is; droogtijd om ervoor te zorgen dat het product niet langwerpig, slecht en andere factoren.

Samenvatting
Om precisie spuitgietenmoeten we rekening houden met de structuur van het product, de keuze van grondstoffen, de precisie van de mal, de precisie spuitgieten apparatuur en de ervaring van de spuitgietfabriek vanaf het begin van het productontwerp, om uiteindelijk bevredigende producten te krijgen.







