 Перейти к содержанию
Перейти к содержанию 

Как правило, пластик литьевая формаможет быть контролирована с точностью до 0,005 дюймов, что делает его одним из самых надежных производственных процессов для изготовления деталей.
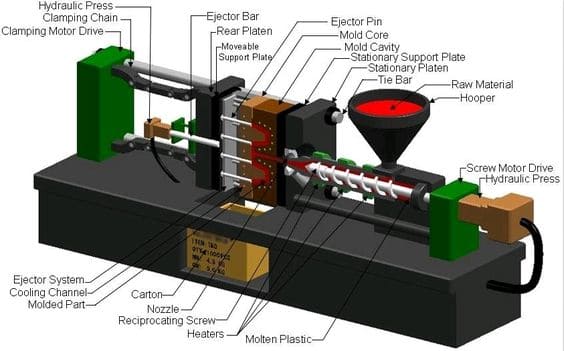
Литье под давлением включает в себя литьевые формы, материалы для литья под давлением и машины для литья под давлением, которые напрямую влияют на точность литья под давлением.
В этой статье мы подробно анализируем влияние точности литья под давлением пластика с учетом этих трех аспектов.
Факторы, влияющие на точность размеров литых изделий
1. Точность формы для литья под давлением
2. Коэффициент усадки пластикового материала для литья под давлением
3. Оборудование для литья под давлением и процесс литья под давлением

Точность пресс-формы для литья под давлением
Для достижения высокой точности обработки форм для литья под давлением и уменьшения ошибок изделий необходимо не только соответствовать требованиям точности обработки форм, но также установить разумный допуск в процессе обработки, чтобы обеспечить успешное завершение обработки форм и максимально повысить точность обработки.
О требованиях к точности обработки форм, включая точность обработки размеров форм для литья под давлением, вертикальность, соосность, параллельность и т.д.
a. Обычно точность обработки формы для литья под давлением должна быть в пределах 0,005-0,02 мм, вертикальность в пределах 0,01-0,02 мм, соосность в пределах 0,01-0,03 мм, а параллельность верхней и нижней плоскостей подвижной и неподвижной части поверхности разъема формы должна быть в пределах 0,01-0,03 мм.
b. Также зазор между поверхностями разъема после закрытия формы должен быть меньше значения перелива формованного пластика; параллельность остальных сопрягаемых поверхностей шаблона должна быть в пределах 0,01-0,02 мм; точность сопряжения неподвижной части обработки формы для литья под давлением обычно в пределах 0,01-0,02 мм.
c. Обработка форм для литья под давлением с подвижной частью обычно выбирает точность H7/e6, H7/f7, H7/g6; следует отметить, что для зеркальных поверхностей, таких как вставки, сделанные на ступенях, требования к посадке не должны быть слишком жесткими, чтобы при удалении вставок с помощью инструмента не повредить зеркальную поверхность; без влияния на размер изделия можно использовать двустороннюю посадку с зазором 0,01 ~ 0,02 мм.
d. Еще один момент, который следует отметить, это термическая обработка заготовки, требующая ее термической обработки до размера подготовки плюс 0,25 мм шлифовального станка маржа с одной стороны; и для ядра формы, вставки необходимо CNC обработки детали, односторонний запас маржи, чтобы знать разумный запас также повлияет на точность заготовки.

Как повысить точность литья под давлением?
Точность формы для литья под давлением зависит от точности размеров полости формы, точности позиционирования полости или точности поверхности разъема. Обычно допуск размеров точной формы для литья под давлением должен контролироваться ниже 1/3 допуска размеров изделия.
Обрабатываемость и жесткость, при проектировании структуры пресс-формы, количество полостей не должно быть слишком много, а базовая плита, опорная плита, стенки полости должны быть толще, чтобы избежать деталей в условиях высокой температуры, высокого давления под действием сильной упругой деформации.
При выпуске изделий в пресс-форме следует стараться делать меньше полостей, меньше и короче бегунков и более высокую степень отделки, чем в обычных пресс-формах, что способствует выпуску пресс-формы.
В качестве материала для пресс-формы выбирайте легированную сталь с высокой механической прочностью. Материалы для изготовления полостей и бегунков должны подвергаться строгой термической обработке, выбирайте материалы с высокой твердостью (твердость формовочных деталей должна составлять около HRC52), хорошей износостойкостью и сильной коррозионной стойкостью.

Усадка литья
Расплавленный пластик впрыскивается в формы под сильным давлением. Как только расплавленный пластик примет форму форм и затвердеет, он будет выброшен из машины. Формовочная усадка - это процент усадки от первоначального неохлажденного размера формованной детали при комнатной температуре после того, как она была извлечена из формы и охлаждена до комнатной температуры.
Поскольку усадка не только является тепловым расширением и сжатием самого материала, но также связана с различными факторами формования пластика, усадка формованной детали после формования пластика должна называться формованной усадкой.
При разработке форм для литья под давлением часто необходимо определить степень усадки каждой части пластиковых деталей в соответствии с диапазоном усадки различных пластиков, толщиной стенки и формой пластиковой детали, размером и распределением отверстия подачи, а затем рассчитать размеры полости на основе опыта.

Как учесть скорость усадки при проектировании пресс-формы для литья под давлением?
a. Возьмите меньшую величину усадки для внешнего диаметра и большую величину усадки для внутреннего диаметра, чтобы оставить возможность для корректировки после испытания пресс-формы.
b. Определите форму, размер и условия формовки заливочной системы после испытания формы.
c. Определите изменение размеров формованной детали после последующей обработки (примечание: измерение должно быть выполнено через 24 часа после распалубки).
d. Пресс-форма для литья под давлением корректируется в соответствии с фактической усадкой.
e. При повторном испытании пресс-формы можно соответствующим образом изменить условия процесса формования, чтобы немного скорректировать величину усадки для удовлетворения требований к пластиковой детали.

Усадка, влияющая на точность литья под давлением
На усадку влияют четыре фактора: термическая усадка, усадка с изменением фазы, ориентационная усадка и усадка при сжатии.
a. Термическая усадка - это теплофизическое свойство, присущее формовочному материалу и материалу формы.
Температура пресс-формы высока, температура продукта также высока, и фактическая скорость усадки увеличится, поэтому температура пресс-формы для точного литья не должна быть слишком высокой.
b. Усадкой с изменением фазы называют усадку с изменением фазы, обусловленную кристаллизацией макромолекул в процессе ориентации, что сопровождается уменьшением удельного объема.
Высокая температура пресс-формы, высокая кристалличность, большая усадка; но с другой стороны, повышение кристалличности увеличивает плотность продукта, уменьшает коэффициент линейного расширения, скорость усадки снижается. Таким образом, фактическая скорость усадки определяется комбинированным эффектом обоих факторов.
c. Ориентационная усадка обусловлена принудительным растяжением молекулярных цепей в направлении потока, поэтому макромолекулы при охлаждении стремятся вновь свернуться и восстановиться, что приводит к усадке в ориентационном направлении.
Степень молекулярной ориентации зависит от давления впрыска, скорости впрыска, температуры смолы и температуры пресс-формы. Но главным является скорость впрыска.
d. Усадка при сжатии и восстановление упругости, в общем, пластмассы сжимаются по своей природе. То есть удельный объем значительно изменяется под высоким давлением.
При общей температуре, повышении давления удельный объем формовочных изделий уменьшится, плотность увеличится, коэффициент расширения уменьшится, усадка значительно уменьшится.
В соответствии со сжимаемостью формовочный материал обладает эффектом упругого возврата, благодаря чему уменьшается усадка изделия. Факторы, влияющие на усадку формованного изделия, связаны с условиями формования и условиями эксплуатации.

Принципы выбора материалов для литья под давлением.
Высокая механическая прочность, хорошая стабильность размеров, хорошее сопротивление ползучести и широкий диапазон адаптации к окружающей среде.
Существует четыре вида инженерных пластмасс, которые обычно используются
1. POM и армированный углеродным волокном (CF) или армированный стеклом (GF). Этот материал характеризуется хорошим сопротивлением ползучести, усталостной прочностью, атмосферостойкостью, хорошими диэлектрическими свойствами, огнестойкостью, легко разрыхляется при добавлении смазки.
2. PA и армированный стеклом PA66, его характеристики: сильная ударопрочность и износостойкость, хорошая текучесть, можно формовать изделия с толщиной стенки 0,4 мм.
Армированный стекловолокном PA66 обладает термостойкостью (температура плавления 250 ℃), его недостатком является то, что он поглощает влагу, обычно после формовки он должен быть обработан кондиционером.
3. Полиэстер, армированный PBT, время формования короткое. Сравнение времени формования выглядит следующим образом: PBT ≤ POM ≈ PA66 ≤ PA6.
4.PC и GFPC. характеристики: хорошая износостойкость, повышенная жесткость, хорошая стабильность размеров, погодоустойчивость, огнестойкость и хорошая технологичность при формовке.

Оборудование для термопластавтоматов и процесс литья под давлением
Пять элементов процесса литья под давлением включают: давление, поток, температура, время, положение; хорошая машина для литья под давлением в этих пяти элементах должна отражать более точную и чувствительную работу.
1. Температура
Температура - это первый этап литья под давлением, температуру можно разделить на: температуру сушки, температуру материала, температуру пресс-формы, это некоторые жизненно важные факторы.
Температура сушки обеспечивает качество формования и предварительную сушку полимера, чтобы убедиться, что полимер сухой и влажный находятся в определенном количестве; температура материала обеспечивает нормальную пластификацию полимера и плавное заполнение формы, формование.
2. Скорость
Скорость подразделяется на: скорость впрыска, температуру расплава, скорость разрыхления и отхода, скорость открытия и закрытия пресс-формы, скорость движения выталкивателя вперед и назад. Скорость впрыска влияет на увеличение давления в пресс-форме, увеличение скорости впрыска может увеличить длину потока, равномерность качества продукта для обеспечения качества продукта, высокая скорость впрыска для длинных продуктов потока, низкая скорость контроля размера продукта.
Скорость плавления влияет на способность пластификации; обработка пластиковых форм является важным параметром качества пластификации; чем выше скорость, тем выше температура плавления и способность пластификации.
Скорость отвода расплава уменьшает удельный объем расплава, благодаря чему полость расплава Скорость открытия и закрытия пресс-формы является одним из важных условий обеспечения производственной работы машины.
Скорость движения выталкивателя вперед и назад обеспечивает плавное высвобождение продукта, не допуская его деформации, растрескивания верха.

3. Давление
Давление подразделяется на: давление впрыска, давление удержания, противодавление, давление смыкания, давление защиты пресс-формы, давление выталкивания. Пластиковая оболочка литьё под давлением Давление впрыска при обработке используется для преодоления потерь давления расплава на участке сопло - бегунок - затвор - полость, чтобы обеспечить заполнение полости.
Давление предназначено для снижения давления впрыска деталей из-за чрезмерного давления впрыска, что приводит к разрыву или изгибу липкой формы; давление необходимо для предотвращения попадания посторонних предметов в форму при высокой скорости и высоком давлении, что приводит к разрушению формы; выталкивающее давление предназначено для предотвращения выхода продукта из поверхности формы из-за плохой работы.
4. Позиция
Позиции можно разделить на: позицию открытия пресс-формы, обратный ход выталкивания, ход дозирования, объем свободной ноги, ход впрыска, объем буфера. Позиция открытия обеспечивает нормальную работу деталей пресс-формы; обратный ход выталкивания на части пружины для сброса роли защиты верхнего предела; ход дозирования обеспечивает достаточное количество пластика для заполнения пресс-формы для обеспечения качества продукции.
5. Время
Время делится на: время охлаждения, время плавления, время сушки, время охлаждения, время плавления, время сушки, цикл, время впрыска, время выдержки.
Пластиковая оболочка распыления продуктов необходимо определенный период литья; время впрыска, чтобы определить размер продукта; время удержания, чтобы предотвратить обратный поток расплава, роль охлаждения усадки; время охлаждения, чтобы убедиться, что продукт отверждения, чтобы предотвратить деформацию; время расплава, чтобы убедиться, что расплав достаточно; время сушки, чтобы убедиться, что продукт не становится вытянутым, плохо и другие факторы.

Резюме
Для того чтобы получить прецизионное литье под давлениемПри этом следует учитывать структуру изделия, выбор сырья, точность пресс-формы, а также прецизионное литье под давлением оборудование и опыт завод литья под давлением с самого начала разработки продукта, чтобы в итоге получить удовлетворительную продукцию.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






