 コンテンツへスキップ
コンテンツへスキップ 

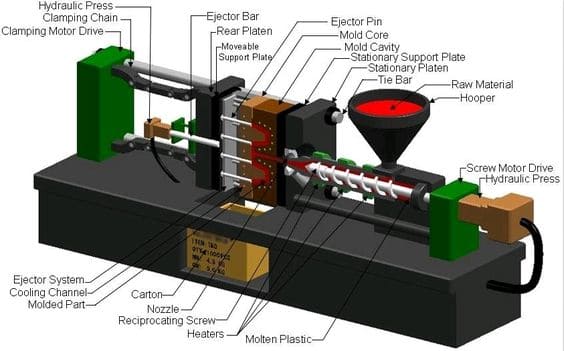
典型的な例だ、 プラスチック 射出成形金型精度を0.005インチ以内に制御でき、部品製造において最も信頼性の高い製造プロセスの一つとなっています。
射出成形には以下が含まれる。 射出成形金型、射出材料、および射出成形機は、すべて射出成形の精度に直接影響を与えます。
本記事では、これら3つの側面からプラスチック射出成形精度への影響を詳細に分析します。
射出製品の寸法精度に影響を与える要因
1. 射出金型の精度
2. 射出成形プラスチック材料の収縮率
3. 射出成形機設備と射出成形プロセス

射出成形の精度
射出金型加工を高加工精度で達成し、製品の誤差を減らすためには、射出金型加工精度の要求を満たすだけでなく、加工プロセスに合理的なマージンを設定し、射出金型加工の円滑な完了を確保する前提で、できるだけ射出金型加工の精度を向上させる必要があります。
金型加工の精度要求について、射出金型加工の寸法加工精度、垂直度、同軸度、平行度などを含みます。
a. 一般的に、射出金型の加工精度は0.005-0.02mm以内であるべきで、垂直度は0.01-0.02mm以内、同軸度は0.01-0.03mm以内、可動側と固定側のパーティング面の上下平面の平行度は0.01-0.03mm以内であるべきです。
b. 同時に、金型閉じ後のパーティング面間のクリアランスは、成形プラスチックのオーバーフロー値よりも小さくする必要があります。一方、テンプレートのその他の嵌め合い面の平行度は0.01-0.02mm以内であることが要求されます。射出金型加工の固定部の嵌め合い精度は、一般的に0.01-0.02mm以内です。
c. スライド部を持つ射出金型加工の精度は、一般的にH7/e6、H7/f7、H7/g6の3つから選択します。鏡面などのインサートを作成して段差に掛ける場合は、嵌め合いを厳しすぎないようにする必要があります。そうしないと、インサートを前面から背面へ叩く際に工具で叩くと鏡面に触れやすくなります。製品の寸法に影響を与えない範囲で、両側0.01〜0.02mmのすきまばめを採用できます。
d.注意すべきもう一つのことは、片側の準備プラス0.25ミリメートル研削盤のマージンの大きさの前に、その熱処理を必要とし、ワークの熱処理加工であり、金型カーネルのために、インサートは、合理的なマージンを知るために、部品のCNC加工、片側予備マージンを必要とし、また、ワークの精度に影響を与えます。

射出成形金型の精度を向上させるには?
射出金型の精度は、主に金型キャビティの寸法精度、正確なキャビティ位置決め、またはパーティング面の精度が要求を満たすかどうかに依存します。一般的に、精密射出金型の寸法公差は、製品の寸法公差の1/3以下に制御する必要があります。
機械加工性と剛性、金型の構造設計において、キャビティの数はあまり多くすべきではなく、ベースプレート、サポートプレート、キャビティの壁は、高温、高圧の激しい弾性変形の作用下にある部品を避けるために、厚くする必要があります。
製品リリースでは、金型は離型に資する通常の金型よりも少ないキャビティ、少なく短いランナー、高度な仕上げを取るようにする必要があります。
金型の材料は、機械的強度の高い合金鋼を選ぶ。キャビティとランナーを作る材料は、厳格な熱処理を受け、高硬度(成形部品はHRC52程度に達するべきである)、良好な耐摩耗性と強力な耐食性を持つ材料を選択する必要があります。

成形収縮率
溶けたプラスチックは、非常に高い圧力で金型に注入される。溶融プラスチックが金型の形になり、固まると、成形機から射出される。成形収縮率とは、金型から取り出された成形品が室温まで冷却された後、室温で成形された元の未冷却の大きさの収縮率を指す。
収縮は樹脂自体の熱膨張収縮だけでなく、様々なプラスチック成形要因にも関連しているため、プラスチック成形後の成形部品の収縮は成形収縮と呼ばれるべきです。
射出金型を設計する際には、各種プラスチックの収縮範囲、プラスチック部品の肉厚と形状、給入口の形状寸法と分布に応じてプラスチック部品の各部分の収縮率を決定し、経験に基づいてキャビティサイズを計算する必要があります。

射出成形金型の設計において収縮率を考慮するには?
a.外径の収縮率を小さく、内径の収縮率を大きくとり、金型試行後の修正に余裕を持たせる。
b.鋳型試験後、注湯システムの形状、サイズ、成形条件を決定する。
c.後加工後の成形品の寸法変化を測定する(注:測定は脱型後24時間経過後に行うこと)。
d.射出成形金型は実際の収縮率に応じて修正される。
e.金型を再試験する際、成形工程条件を適切に変更することで、収縮値をわずかに修正し、プラスチック部品の要求を満たすことができる。

射出成形の精度に影響する収縮率
熱収縮、相変化収縮、配向収縮、圧縮収縮である。
a.熱収縮は、成形材料と金型材料に固有の熱物理特性である。
金型温度が高いと、製品の温度も高くなり、実際の収縮率も高くなるので、精密成形の金型温度はあまり高くないほうがいい。
b.相変化収縮は、配向過程で高分子が結晶化し、比体積の減少を伴うため、相変化収縮と呼ばれる。
金型温度が高いと結晶化度が高くなり、収縮率が大きくなるが、一方で結晶化度が高くなると製品の密度が高くなり、線膨張係数が小さくなり、収縮率が小さくなる。したがって、実際の収縮率は両者の複合効果によって決定される。
c.配向収縮は、分子鎖が流れ方向に強制的に引き伸ばされることによるもので、冷却中の高分子は再カールして回復する傾向があり、これにより配向方向に収縮が生じる。
分子配向の度合いは、射出圧力、射出速度、樹脂温度、金型温度に関係する。しかし、主なものは射出速度である。
d.圧縮収縮と弾性復元、一般的なプラスチックは圧縮性である。つまり、高圧下では比容積が大きく変化する。
一般的な温度では、圧力成形品の比容積が減少し、密度が増加し、膨張係数が減少し、収縮が大幅に削減される増加する。
圧縮性に対応して、成形材料は弾性リセット効果を持つので、製品の収縮は減少する。製品成形の収縮率に影響を与える要因は、成形条件と運転条件に関係する。

射出成形材料選択の原則。
高い機械的強度、良好な寸法安定性、良好な耐クリープ性、幅広い環境適応性。
一般的に使用されるエンジニアリング・プラスチックには4種類ある。
1.POMと炭素繊維強化(CF)またはガラス強化(GF)。この材料は、良好な耐クリープ性、耐疲労性、耐候性、良好な誘電特性、難燃性、潤滑剤を添加することにより、リリースが容易であることを特徴とする。
2.PAとガラス強化PA66、その特徴:強い耐衝撃性と耐摩耗性、良好な流動性、製品の0.4ミリメートル肉厚を成形することができる。
ガラス繊維強化PA66は耐熱性(融点250℃)を持つが、その欠点は吸湿性があることで、一般的には成形後に調湿処理を行う。
3.PBT強化ポリエステルは、成形時間が短い。成形時間の比較は以下の通り:PBT≦POM≒PA66≦PA6。
4.PCとGFPC。特徴:良好な耐摩耗性、強化された剛性、良好な寸法安定性、耐候性、難燃性、良好な成形加工性。

射出成形機設備と射出成形工程
射出成形プロセスの五要素は、圧力、流動、温度、時間、位置を含みます。優れた射出成形機は、これらの五要素においてより正確かつ敏感に反映されます。
1.温度
温度は射出成形の最初のステップであり、温度は乾燥温度、材料温度、金型温度に分けることができ、これらはいくつかの重要な要因である。
乾燥温度は、ポリマーの乾燥と湿潤が一定量であることを保証するためにポリマーの成形品質と事前乾燥を確保することです。
2.スピード
射出速度、溶融温度、緩め、後退速度、金型の開閉速度、エジェクタの前方と後方の速度に分かれています。射出速度は、金型圧力の増加に影響を与える、射出速度を増加させると、製品の品質を確保するために、製品の品質の均一性、長い流れの製品の高速射出、低速制御製品のサイズを増加させることができます。
溶融速度は可塑化能力に影響し、プラスチック金型加工は可塑化品質の重要なパラメータです。速度が高いほど、溶融プラスチックの温度が高くなり、可塑化能力が強くなります。
後退速度を緩めることは、溶融比容積を減少させることであり、溶融キャビティ 金型の開閉速度は、機械の生産運転を確保するための重要な条件の一つである。
エジェクターの前方および後方の速度は、製品の円滑なリリースを確保するために、製品の変形、トップクラックを作ることはありません。

3.圧力
圧力は、射出圧力、保持圧力、背圧、クランプ圧力、金型保護圧力、射出圧力に分かれています。プラスチックシェル 射出成形 加工射出圧力は、ノズル-ランナー-ゲート-キャビティの圧力損失から溶融物を克服するために使用され、キャビティが確実に充填されるようにする。
圧力は、過度の射出圧力による部品の射出圧力を低減し、粘着性の金型の破裂や曲げにつながる;高速、高圧状態で金型内の異物や金型の押しつぶしにつながる回避するために押される;エジェクタ圧力は、不良による金型表面から製品が離れないようにすることです。
4.ポジション
位置は次のように分けられる:金型開位置、排出後方ストローク、計量ストローク、緩脚量、射出ストローク、緩衝量。開口位置は、金型が部品の正常な動作をオフにすることができることを確認することです。バネの一部に排出後方ストロークは、上限の保護の役割をリセットするために、計量ストロークは、製品の品質を確保するために金型を埋めるために十分なプラスチックがあることを確認することです。
5.時間
時間は、冷却時間、溶融時間、乾燥時間、冷却時間、溶融時間、乾燥時間、サイクル、注入時間、保持時間に分けられる。
プラスチックシェル噴霧製品は、成形の一定期間を必要とする。射出時間は、製品のサイズを決定するために、保持時間は、溶融物の逆流、冷却収縮の役割を防止することである、冷却時間は、変形を防止するために、製品の硬化を確保するために、溶融時間は、溶融物が十分であることを確認することです。

概要
そのためには 精密射出成形そのためには、製品の構造、原材料の選択、金型の精度、製造工程を考慮する必要がある。 精密射出成形 の設備と経験 射出成形工場 最終的に満足のいく製品を得るために、製品設計の最初から。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







