 Overslaan naar inhoud
Overslaan naar inhoud 

Spuitgieten is een belangrijk productieproces dat tegenwoordig wordt gebruikt om onderdelen voor een groot aantal producten te maken. Dit proces berust op de samenwerking van runners en poorten om efficiëntie en hoge kwaliteit te garanderen. Het begrijpen van deze componenten is een must voor iedereen die betrokken is bij spuitgieten, of je nu ontwerper, werktuigbouwkundig ingenieur of gewoon een fan bent. In deze blogpost gaan we dieper in op het onderwerp van runners en gates, waarbij we onderzoeken hoe ze werken, wat de verschillende types zijn, hoe ze ontworpen zijn en hoe ze een impact hebben op het algemene spuitgietproces. spuitgietproces.

Lopers
Lopers in een spuitgietproces zijn de kanalen waarin het kunststofmateriaal stroomt. De vaardigheden en het vakmanschap bij het maken van de runners hebben grote invloed op enkele belangrijke factoren zoals de kwaliteit van het spuitgieten, de gietcyclus en de kosten van de opstelling.

De runners zijn de hoofdkanalen die de gesmolten kunststof vanaf de spuitmond van de spuitgietmachine transporteren. Deze runners zijn de transportsystemen naar de gate en dienen als paden voor de gesmolten kunststof. Ze moeten kort zijn en minder bochten hebben, zodat ze minder weerstand bieden en minder warmte verliezen. De runners zijn meestal driehoekig of rond van vorm.
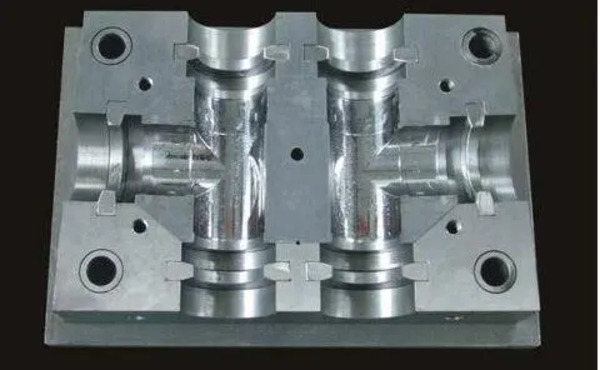
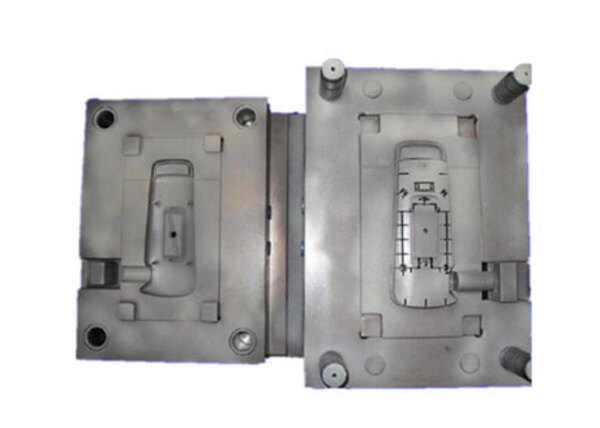
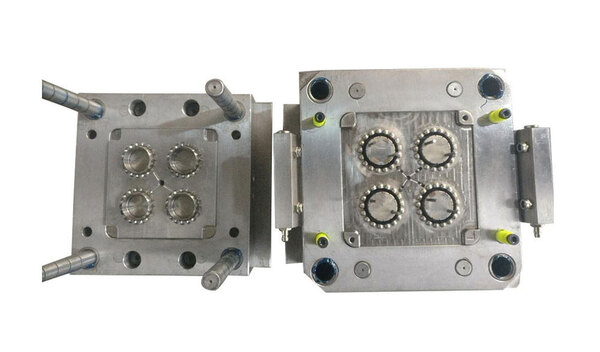
Voor matrijzen met meerdere caviteiten is de keuze van de loopwagens belangrijk om de maatnauwkeurigheid van de onderdelen te bereiken. De figuur hieronder toont een typische lay-out van de runners voor een mal met meerdere caviteiten.

Classificatie van hardlopers
Het runnerontwerp voor plastic mallen omvat voornamelijk lineair, cirkelvormig, puntvormig en waaiervormig. Lineaire en cirkelvormige runners zijn de twee meest voorkomende types.
Lineaire runners zijn de gesmolten kunststof die via lineaire kanalen in de matrijsholte stromen. Ze worden gekenmerkt door hun eenvoud, zijn eenvoudig te maken en hebben een hoge productie-efficiëntie. Lineaire runners hebben echter de neiging om dode punten achter te laten, luchtbellen te veroorzaken en breekpunten te elimineren, zodat ze niet vaak worden gebruikt in producten met hoge precisie.
Cirkellopers zijn echter anders. Ze gaan helemaal rond de vormholte met lineaire runners die uit verschillende richtingen komen. Ze hebben voordelen. Het plastic smelt gelijkmatiger en de druk is gelijkmatiger. Maar ze zijn ingewikkelder te ontwerpen en te maken. En ze kunnen problemen veroorzaken. Ze passen niet goed. En ze kunnen een sprue maken.

Principes van het ontwerp van hardlopers
1. Vermijd te veel kronkels en bochten. Deze vergroten de defecten en stromingsweerstand die gepaard gaan met een te gecompliceerde onderdeelgeometrie en stroming in kunststoffen.
2. Gebruik een kortere schroeftrek zodat de injectiecyclus en de vultijd van de matrijs korter zijn.
3. Maak de loopwagen steeds smaller om luchtbellen te voorkomen en de kunststofstroom in stand te houden.
4. Zorg ervoor dat de aansluiting van de matrijsholte op de loopwagen goed is om schokken en samendrukkingen te minimaliseren wanneer het polymeer zich vult, waardoor u een mooier oppervlak krijgt en minder defecten.
Gebruikelijke soorten hardlopers
1. Type verstuiver (punt) Loper
Spuitkoppen gebruiken meerdere spuitkoppen die verbonden zijn met de matrijsholte, waardoor kleine puntjes worden gevormd bij de spuitkoppen. Deze spuitkoppen zijn geschikt voor het maken van kleine of zeer fijne kunststof producten.
2. Hete loper
Hotrunners verwarmen de kunststof met verwarmingsbuizen tot een vloeibare toestand en injecteren de kunststof vervolgens via een spuitmond in de matrijsholte. Ze voorkomen effectief problemen als luchtbellen en krimp, waardoor ze geschikt zijn voor de productie van kunststof producten met hoge precisie.

3. Loopgraaf
Sleufrunners zijn diepe groeven die in de matrijs worden gemaakt, waarbij gesmolten materiaal via aftakkingen naar verschillende holtes wordt geleid. Ze bieden voordelen zoals korte looplengten en een hoge gladheid, geschikt voor grote, lange of dikwandige producten.
4. Waaiervormige loper
Waaiervormige runners verdelen de runner in meerdere takken, elk met een andere hoek. Dit zorgt ervoor dat het gesmolten materiaal gelijkmatig over de verschillende caviteiten wordt verdeeld. Hij is geschikt voor de productie van kunststof spuitgietproducten met meerdere caviteiten.

Poorten
Bij poortsystemen is het ontwerp van het grootste belang. Je moet beslissen waar je de poorten gaat plaatsen, hoeveel het er worden, hoe ze eruit gaan zien en hoe groot ze worden. De belangrijkste functies van de poorten zijn:
Om te bepalen hoeveel gesmolten kunststof er in de vormholte komt en waar het naartoe gaat.
Om het plastic in de matrijsholte te houden en te voorkomen dat het terug de lopers in gaat voordat het hard is geworden.
Om warmte te maken door in het plastic te knijpen en het tegen zichzelf te laten wrijven.
Om het makkelijk te maken om je te ontdoen van de runners zodra het product hard is geworden en je ze niet meer nodig hebt.
Classificatie
Spuitgietmatrijs poorten worden onderverdeeld in niet-beperkende poorten en beperkende poorten.
1. Niet-beperkende poort
De afbeelding hieronder toont niet-beperkende poorten, die ook wel directe poorten worden genoemd. Dit soort poorten heeft een eenvoudig matrijsontwerp, is gemakkelijk te bedienen en te vormen en vermindert krimp. Maar dit type poort verlengt de cyclustijd en is gevoelig voor vormfouten zoals scheuren, kromtrekken en restspanning.

2. Beperkende poort
Door de kleine doorsnede zijn restrictieve gates meestal ontworpen om snel te stollen. De voordelen van restrictieve gates zijn:
① Minder restspanning en vervorming rond de poort, waardoor er minder gietfouten zijn zoals scheuren, kromtrekken en vervorming.
② Lagere injectiedruk in de matrijsholte, waardoor een groter geprojecteerd oppervlak van het product mogelijk is.
Snellere sluitingstijd van de poort, waardoor de vormcyclus korter wordt.
④ Betere productkwaliteit door het elimineren van secundaire verwerking.
Zes soorten beperkende poorten
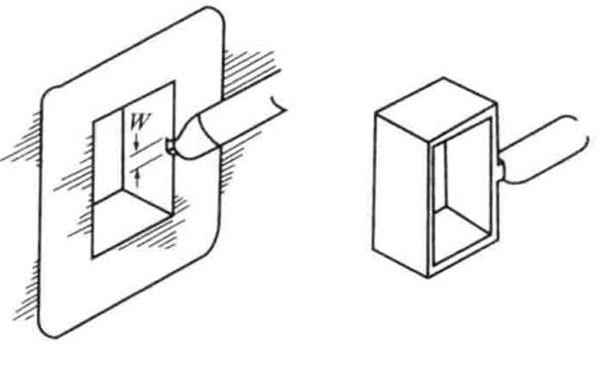
Zijpoort
De dikte van een zijpoort is meestal 30%-40% van de wanddikte van het onderdeel. De breedte is ongeveer drie keer de wanddikte van het onderdeel. Side gates kunnen voor bijna alle kunststoffen gebruikt worden. Overlappende poorten en spaakpoorten zijn variaties op zijpoortontwerpen.
Ventilatorpoort
Waaierhekken worden gebruikt voor vlakke producten en hebben een brede, vlakke dwarsdoorsnede die defecten in de poort effectief elimineert.

Film Gate
De afbeelding hieronder toont een typisch filmpoortontwerp. Hij is even breed als het onderdeel, maar veel dunner. Foliehekken, zoals waaierhekken, elimineren effectief spanning en vervorming van onderdelen.

Schijfpoort
Dunne disk gates worden gebruikt om schijf- of ringvormige onderdelen te omgeven om te voorkomen dat er laslijnen ontstaan. Een variatie op de disk gate is de ring gate.

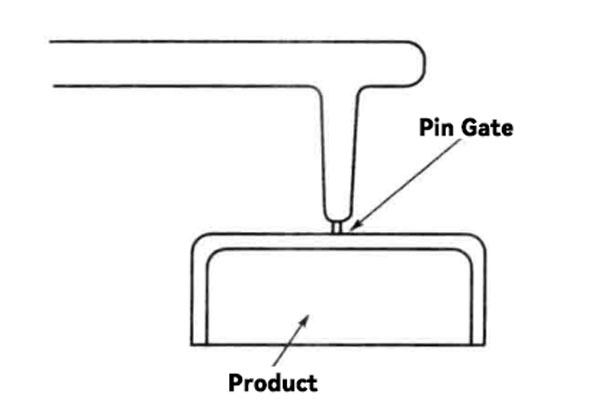
Pin Gate
Pin gates bevinden zich meestal in het midden van het onderdeel en worden vaak gebruikt voor meerpuntsgating. Door hun kleine diameter, meestal 0,8-1,2 mm, kan er een hoge stromingsweerstand optreden. Kunststoffen met een lage viscositeit of een hoge injectiedruk worden aanbevolen om ondervulling te voorkomen.
Kenmerken van Pin Gates:
- Minder strenge selectie van poortlocaties
- Lage restspanning rond de gate
- Gemakkelijker poortbalans voor mallen met meerdere caviteiten
- Voor producten met grote geprojecteerde oppervlakken verminderen meerdere pin gates effectief het kromtrekken van het product
- Pin gates zijn gemakkelijk te trimmen en voor mallen met drie platen is automatisch trimmen gemakkelijk, waardoor
- Product- en poortscheiding eenvoudig.
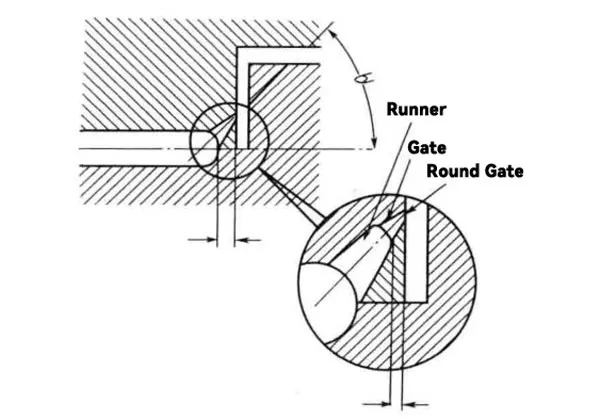
Onderzeese poort
Hier is een foto van onderzeese poorten. Normaal bevindt de poort zich op het scheidingsvlak van de mal. Terwijl de runner op het scheidingsvlak ligt, bevindt de gate zich meestal op de bewegende of vaste plaat van de mal en soms op de holte. Hoewel ze lijken op pin gates, is het goede aan submarine gates dat je ze zelfs kunt gebruiken met mallen met twee platen. De poort valt er automatisch af wanneer je het gevormde product uitwerpt.
Poortbalans
Voor mallen met meerdere caviteiten is het belangrijk om een gelijkmatige vulling van gesmolten kunststof in elke caviteit te krijgen. Omdat de polymeerdruk afneemt als de kunststofsmelt van de runner naar het einde van de caviteit stroomt, moet de gate balance de lengte, breedte en diepte van de gate optimaliseren.
Uitgebalanceerde gate- en runnerontwerpen kunnen gietfouten voorkomen, zoals vloeistrepen, krimp, ondervulling, dimensionale schommelingen en gewichtsvariaties tijdens het eigenlijke gieten.
Principes van het ontwerp van spuitgietmatrijzen
1. Het hek moet zo worden geplaatst dat het geen sporen achterlaat of belangrijke onderdelen van het product beschadigt.
2. Maak de poort eenvoudig zodat het plastic soepel vloeit en geen bubbels of gaten achterlaat.
3. Maak de poort de juiste maat voor het product. Als het te groot is, duurt het te lang om de mal te vullen. Als het te klein is, moet je te veel druk gebruiken om het plastic in de mal te krijgen.
4. De plaats waar het hekje en het product samenkomen moet zo glad mogelijk zijn om geen sporen achter te laten en geen materiaal te verliezen bij het trimmen.
5. Je wilt zo min mogelijk poorten gebruiken, omdat meerdere poorten ervoor kunnen zorgen dat het plastic ongelijkmatig vloeit, waardoor de onderdelen verschillende afmetingen krijgen.

Overwegingen
Basisfactoren waarmee rekening moet worden gehouden bij het plaatsen van poorten zijn onder andere het onderdeelontwerp, de stroming en de vereisten voor het eindgebruik van het product. Onthoud de volgende punten:
1. Om ervoor te zorgen dat het drukverlies zo klein mogelijk is, moet de poort zo dicht mogelijk bij het grote onderdeel worden geplaatst. Hierdoor koelt het snijpunt van de harsstroom minder af, wat resulteert in een betere laslijn. De poortgrootte moet goed gekozen worden zodat de hars de mal kan vullen met een redelijke druk en snelheid.
2. De overgangslengte van de poort moet zo kort mogelijk zijn.
3. De botsingspoort zorgt ervoor dat de inkomende vloeistof direct tegen de wand of kern van de vormholte stroomt, zodat wervelingen worden voorkomen.
4. Om te voorkomen dat er lucht in de hars komt, moet je ervoor zorgen dat de lucht uit de harsstroom van de poort naar de ontluchtingsgroef gaat.
5. Plaats de poort waar de hars van de dikwandige gebieden naar de dunwandige gebieden kan stromen; houd de laslijnen laag; en blijf uit de buurt van de stoot- en spanningsgebieden.
6. Om de wervelingen, stralingsvlekken en halo's van de poort te beperken, moet je ervoor zorgen dat de poort de juiste hoek met de loper maakt.

7. Als je recht op de decoratieve oppervlakken hekelt, kun je oppervlaktedefecten krijgen.
Ontwerpcontroles voor lopers en poorten
(1) Is balanceren van de loopwagen vereist?
(2) Is de diameter van de punt van de poort afgestemd op de diameter van de spuitgieten sproeier?
(3) Voldoet de dikte van de poort aan de doorstroomvereisten?
(4) Is de vorm van de dwarsdoorsnede van de loopwagen geschikt?
(5) Wat is de doorsnede van de loper?
(6) Wat is de gemiddelde hydraulische straal van de loper?
(7) Wat is het gewicht van de loper?
(8) Is het trekken van een loper vereist?

(9) Is de relatie tussen het trekken van de loper en de poort correct?
(10) Kan de loopwagen soepel worden ontvormd?
(11) Kan de loper soepel worden uitgeworpen?
(12) Wat is de verwijderingsmethode van de loper? (Vrije val, verwijderingsrobot (richting))
(13) Is de positie van het hek geschikt?
(14) Is het aantal poorten geschikt?
(15) Is de poortmethode geschikt?
(16) Kunnen de laslijnposities worden voorspeld?
(17) Kunnen de posities waar kuiltjes voorkomen worden voorspeld?
(18) Wat is de doorsnede van de poort?

(19) Is de snijmethode van de poort duidelijk?
(20) Is kwaliteitsbeheer mogelijk na gate cutting?
(21) Wat is de ontwerplevensduur van de poort?
(22) Moet het poortgedeelte vooraf in afzonderlijke delen worden verdeeld?
(23) Is de meetmethode voor de bewerkingsafmetingen van het poortdeel duidelijk?
(24) Wat is het matrijsmateriaal van het poortdeel?
(25) Wat is de hardheid van het poortgedeelte?

Conclusie
Lopers en poorten in spuitgietmatrijzen zijn belangrijk voor de spuitgietprocesmaar het is belangrijk om het verschil tussen de twee te weten. Runners zijn wikkelkanalen die worden gebruikt om het gesmolten plastic van de spuitgietmachine in de matrijsholte te leiden om er producten van te maken. Gates zijn kanalen die rechtstreeks van de injectiemachine naar de matrijs gaan. Ze worden gebruikt om de kunststofkorrels in de injectiemachine te smelten en vervolgens het gesmolten materiaal in de matrijs te injecteren om er producten van te maken. Het juiste ontwerp van de runner en de poortcontrole zijn belangrijk bij spuitgieten om ervoor te zorgen dat de producten van goede kwaliteit zijn en de productie efficiënt verloopt. Ze zijn noodzakelijk bij de productie van kunststof producten.
Ook, ontwerp van spuitgietmatrijzen moet rekening houden met het poort- en runnerontwerp. Dit omvat productvereisten, materiaaleigenschappen en vereisten voor het spuitgietproces om de beste productkwaliteit te bereiken. In het praktische ontwerp moeten we aanpassen en optimaliseren op basis van de werkelijke omstandigheden om de ontwerpvaardigheid voortdurend te verbeteren en te vergroten.






