 Overslaan naar inhoud
Overslaan naar inhoud 

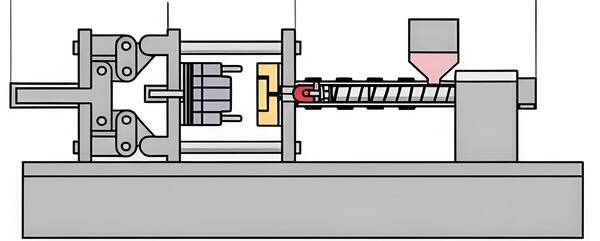
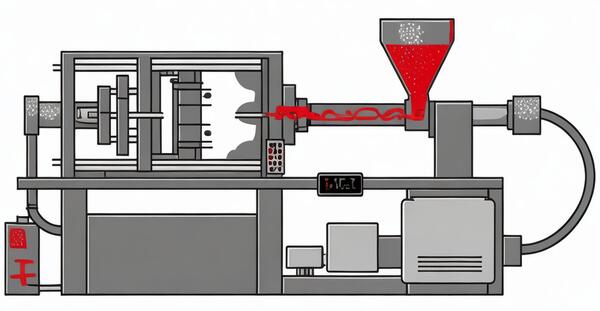
Inleiding: In het spuitgietproces is snelheid een zeer belangrijke parameter. De injectiesnelheid, die wordt bepaald door parameters zoals injectiecilinder, injectiedruk p, schroeftoerental, pompdruk en vulfase, heeft een directe invloed op de productkwaliteit en de productie-efficiëntie.

De injectiesnelheid, die wordt bepaald door parameters zoals injectiecilinder, injectiedruk p, schroefsnelheid, pompdruk en vulstadium, heeft een directe invloed op de productkwaliteit en de productie-efficiëntie. Hier volgt wat basisinformatie over injectiesnelheid:
Wat is injectiesnelheid ?
Injectiesnelheid is de verplaatsing van de injectieschroef per tijdseenheid. Dit heeft een directe invloed op de kwaliteit en de productie-efficiëntie van het product.

Om het gesmolten materiaal in de vormholte te vullen en producten met uniforme dichtheid en hoge precisie te verkrijgen, moet het gesmolten materiaal binnen een bepaalde tijd in de vormholte worden gevuld voor een snelle vormvulling.
Als de injectiesnelheid laag is, is de vultijd van het gesmolten materiaal lang en is het product gevoelig voor koude verbindingen, ongelijke dichtheid, hoge spanning en andere nadelen.
Injectie met hoge snelheid kan het temperatuurverschil van het gesmolten materiaal in de vormholte verminderen, het effect van de drukoverdracht verbeteren en precisieproducten met een uniforme dichtheid en lage spanning opleveren.
Maar als de injectiesnelheid te hoog is, zal het gesmolten materiaal gemakkelijk onregelmatig door de poort en andere plaatsen stromen, waardoor het materiaal zal verbranden, er gas zal worden opgenomen, de uitlaat slecht zal zijn en de oppervlaktekwaliteit van het product direct zal worden beïnvloed.
Tegelijkertijd is het bij een te hoge injectiesnelheid niet eenvoudig om een stabiele omschakeling tussen injectiedruk en houddruk te bereiken, waardoor het product vaak overloopt als gevolg van overdruk.
Bij het injecteren is de snelheid van elk punt op de poort en de dwarsdoorsnede van de holte ongelijk. In het injectieproces moet de vloeistof langzaam worden geïnjecteerd nadat deze de holte is binnengegaan.

In de laatste fase moet de injectiesnelheid worden versneld om volheid te garanderen, dus moet de injectiesnelheid in stappen worden geregeld.
Door de injectiesnelheid te verhogen, zal de vullingsdruk toenemen. Vullen met hoge snelheid kan de smelt op een hogere temperatuur houden, de viscositeit en het weerstandsverlies van de vloeistof verminderen en zo de holtedruk verhogen.

Tegelijkertijd kan het ook het koelen vertragen en is het product uniform en dicht. Als de snelheid echter te hoog is, zal de smeltstroom onstabiel zijn en zal de mal uitpuilen.
Bovendien moet de bepaling van de injectiesnelheid gebaseerd zijn op verschillende matrijsstructuren, groottes, runnersystemen en polymeereigenschappen.

Wat zijn de factoren die de injectiesnelheid beïnvloeden?
Vormontwerp
Verschillende kunststoffen stellen verschillende eisen aan de injectiesnelheid. Over het algemeen hebben kunststoffen met een hoge viscositeit een lagere injectiesnelheid nodig. Polyethyleen met een lage dichtheid heeft bijvoorbeeld een lagere injectiesnelheid nodig om overmatige warmteontwikkeling, vervorming of krimp te voorkomen.
Bij het injecteren van ABS-kunststof is een hogere injectiesnelheid nodig om ervoor te zorgen dat het oppervlak van het kunststofdeel glad is en geen hete lijnen of emulsie produceert.
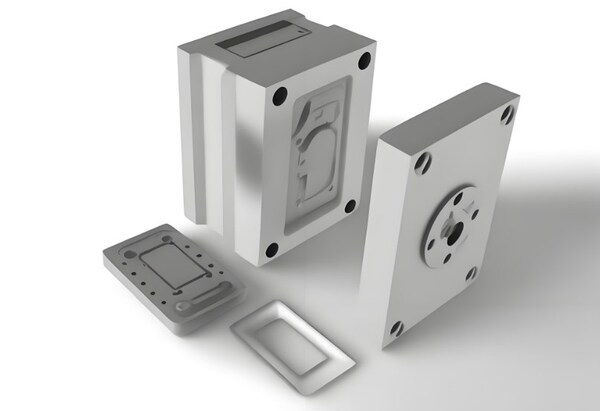
Vormgeometrie
De geometrie van de mal is ook een factor: dunwandige onderdelen hebben de hoogste injectiesnelheid nodig; dikwandige onderdelen hebben een langzaam-snel-langzaam snelheidsverloop nodig om defecten te voorkomen; om ervoor te zorgen dat de kwaliteit van het onderdeel goed is, moet de injectiesnelheid zo worden ingesteld dat de smeltsnelheid gelijk blijft.

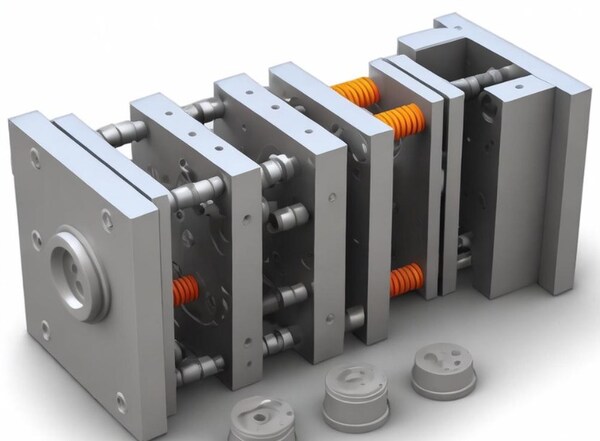
De structuur en constructie van de matrijs zijn direct gerelateerd aan de vormkwaliteit en de injectiesnelheid van het kunststof onderdeel.
Als de mal bijvoorbeeld een grote holte heeft, moet je de kunststof op hoge snelheid inspuiten om de hele holte te vullen. Als de mal een kleine holte heeft, moet je de kunststof op een lage snelheid inspuiten om beschadiging van de mal te voorkomen.

Materiaaleigenschappen
Materiaaleigenschappen zijn superbelangrijk omdat polymeren kunnen afbreken door verschillende spanningen.
Als je de temperatuur van de mal verhoogt, oxideer je misschien en breek je de chemische structuur af, maar tegelijkertijd breek je het minder af door afschuiving omdat de hoge temperatuur het materiaal minder stroperig maakt en de afschuifspanning vermindert.

Het lijdt geen twijfel dat een meertraps injectiesnelheid zeer nuttig is voor het spuitgieten van warmtegevoelige materialen zoals PC, POM, UPVC en hun formuleringen.
Model injectiemachine
De injectiesnelheid wordt rechtstreeks beïnvloed door de parameters van de injectiemachine, zoals tonnage, oliedruk en injectievolume.

Over het algemeen hebben grote injectiemachines een hogere druk en een hoger injectievolume nodig en is de injectiesnelheid hoger. Kleine injectiemachines zijn gevoelig voor barsten of defecten in kunststofonderdelen door een te hoge injectiesnelheid.
Operator Vaardigheden
De vaardigheid van de operator heeft ook een directe invloed op de injectiesnelheid. Een goede operator kan bijvoorbeeld de injectiesnelheid aanpassen aan het type injectiemachine en de eigenschappen van de kunststof om een soepel injectieproces en een goede kwaliteit van de kunststof onderdelen te garanderen.

Andere stromingsbeperkingen en instabiele factoren
Bij het instellen van het snelheidssegment moet je rekening houden met de geometrie van de matrijs, andere stromingsbeperkingen en onstabiele factoren. Je moet een duidelijk inzicht hebben in het spuitgietproces en materiaalkennis, anders wordt het moeilijk om de kwaliteit van het product te controleren.
Omdat het moeilijk is om het smeltdebiet direct te meten, kan het indirect worden berekend door de voorwaartse snelheid van de schroef of de holtedruk te meten (om te controleren of de terugslagklep niet lekt).
Smeltsnelheid
De smeltsnelheid is erg belangrijk omdat het de moleculaire oriëntatie en oppervlaktegesteldheid in het onderdeel beïnvloedt; wanneer het smeltfront de doorsnedestructuur bereikt, moet het worden vertraagd; voor complexe mallen met radiale diffusie moet de smeltsnelheid gelijkmatig worden verhoogd.
Lange runners moeten snel gevuld worden om de afkoeling van het smeltfront te verminderen, maar het injecteren van materialen met een hoge viscositeit, zoals PC, is een uitzondering, omdat een te hoge snelheid koud materiaal in de holte zal brengen via de waterinlaat.Om defecten te voorkomen die veroorzaakt worden door het vertragen van de stroming bij de waterinlaat, kun je de injectiesnelheid aanpassen.
Wanneer de smelt door de spuitmond en de glijbuis naar de waterinlaat gaat, kan het oppervlak van het smeltfront zijn afgekoeld en gestold, of de smelt kan stagneren door de plotselinge vernauwing van de glijbuis totdat er genoeg druk is opgebouwd om de smelt door de waterinlaat te duwen, waardoor de druk door de waterinlaat een piek bereikt.
Als de druk te hoog is, zal dit het materiaal beschadigen en oppervlaktedefecten veroorzaken zoals stroomstrepen en brandplekken bij de waterinlaat. Je kunt dit oplossen door af te remmen vlak voor de waterinlaat.
Dit stopt de overmatige afschuiving bij de waterinlaat en dan kun je de injectiesnelheid weer opvoeren tot wat hij was. Het is moeilijk om de injectiesnelheid te vertragen bij de waterinlaat, dus het is beter om te vertragen aan het einde van de runner.
De injectiesnelheid regelen ?
De injectiesnelheid van de spuitgietmachine is de snelheid waarmee het kunststof materiaal in de matrijs wordt geïnjecteerd. Het beïnvloedt hoe lang het duurt voordat het kunststof de matrijs vult en hoe de druk in de matrijs wordt verdeeld.

Je moet de injectiesnelheid aanpassen aan het specifieke product en kunststof dat je gebruikt. Hier zijn enkele manieren om de injectiesnelheid te regelen:
Conventionele regelklep
De injectiesnelheid wordt aangepast door de klep te bedienen die de oliestroom regelt. Deze methode wordt meestal gebruikt in eenvoudige spuitgietmachines en heeft een relatief eenvoudige snelheidsregeling.

Conventionele regelklep
Het injectiesysteem wordt aangedreven door een servomotor en de injectiesnelheid wordt geregeld door het motortoerental aan te passen. Deze methode heeft een hogere nauwkeurigheid en responssnelheid en is geschikt voor spuitgietprocessen waarbij veel vraag is.
Proportionele klepregeling
Gebruik een proportionele klep om het debiet van het hydraulische systeem te regelen voor een nauwkeurige aanpassing van de injectiesnelheid. De proportionele klep regelt het debiet door middel van een elektromagnetisch signaal, zodat de injectiesnelheid nauwkeurig kan worden aangepast en geregeld.

De injectiesnelheid instellen ?
Selecteer de injectiesnelheid volgens de productkenmerken
Kies de injectiesnelheid op basis van verschillende productkenmerken, zoals productstructuur, grootte, dikte, materiaal en andere factoren. Verschillende producten vereisen verschillende injectiesnelheden en je moet de injectiesnelheid aanpassen om het beste spuitgieteffect te krijgen.
Redelijke aanpassingen maken
Je moet de injectiesnelheid aanpassen aan de werkelijke situatie. Ga niet te snel of te langzaam, anders krijg je niet veel gedaan.

Gebruik wetenschappelijke verwerkingstechnologie
Gebruik wetenschappelijke en redelijke spuitgietverwerkingstechnologie, gecombineerd met productie-ervaring, werkelijke omstandigheden, gemiddelde prestaties en andere factoren voor optimalisatie.
Wetenschappelijke verwerkingstechnologie kan de injectiesnelheid en producteigenschappen optimaal op elkaar afstemmen om het beste verwerkingseffect te bereiken.

Hoe de injectiesnelheid kiezen ?
Afhankelijk van de stroming van de smelt tijdens het injectieproces, verdelen we de injectiesnelheid meestal in vijf delen:
Vullen met hoge snelheid
Het eerste deel is het hoofdkanaal en het aftakkanaal. In principe wordt hogesnelheidsvulling gebruikt, wat de gietcyclus kan verkorten, maar er moet rekening mee worden gehouden dat deze hogesnelheidsinjectie geen slechte oppervlaktekwaliteit mag veroorzaken.
Lage injectiesnelheid
Het tweede deel is de poort en het productdeel in de buurt van de poort. Deze fase maakt overeenkomstige veranderingen voor verschillende grondstoffen en poortvormen.
Meestal wil je een lagere injectiesnelheid gebruiken, vooral voor harsen met een hoge viscositeit zoals PC, PMMA, ABS, enz., en zijpoorten (rechte poorten, zoals transparante platen voor kasten, deurafdekkingen van venstermachinepanelen en langslamellen, enz.

Als de gate een pinpoint gate of een tunnel gate is en het materiaal een hars met lage viscositeit is zoals PP, PA, PBT, enz. en de eisen voor de oppervlaktekwaliteit in de buurt van de gate niet hoog zijn, kan injectie met hoge snelheid worden gebruikt.
Principes van hogesnelheidsinjectie
Het derde deel is het hoofddeel van het spuitgietproduct, d.w.z. het product bij de poort wordt gevuld tot ongeveer 70% tot 80% van het gewicht van het spuitgietproduct.

Dit onderdeel maakt gebruik van injectie met hoge snelheid om de vormcyclus te verkorten, de viscositeitsverandering van de smelt in de metalen vormholte te verminderen, de glans van het productoppervlak te verbeteren en de vervorming te verminderen die wordt veroorzaakt door de afname van de kunststofdruk tijdens het vullen van de vorm. Het kan de sterkte en het uiterlijk van de laslijn verbeteren.
Inspuiting met gemiddelde snelheid
Het vierde deel is ongeveer 85% tot 90% vol. Dit deel wordt op gemiddelde snelheid geïnjecteerd. Het doel is om de overgang te maken naar het injecteren op lage snelheid in de volgende fase en om te voorkomen dat het spuitgietproduct te dik wordt en gaat knipperen door een ongelijke gate.

Injectie bij lage snelheid
De vijfde stap is het definitief vullen van de holte. Gebruik hier injectie met een lage snelheid om knipperen en brandplekken te voorkomen en de stabiliteit van de productgrootte en het gewicht te verbeteren. Tegelijkertijd kan het ook de klemdruk controleren en verminderen.
Welke problemen kunnen worden opgelost door de injectiesnelheid aan te passen? ?
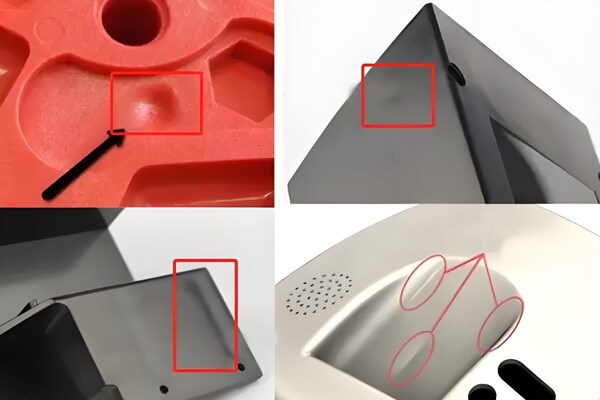
We kunnen defecten zoals flashing, verbranding en ingesloten lucht voorkomen of verminderen door de injectiesnelheid van de laatste fase te regelen.

Flash
Vertragen aan het einde van het vullen kan oververpakking voorkomen, flash vermijden en restspanning verminderen. Het verlagen van de ontluchtingssnelheid, vooral aan het einde van de injectie, kan ook het probleem oplossen van ingesloten lucht die wordt veroorzaakt door slechte ontluchting aan het einde van het stromingstraject of problemen met de minimale vuldruk.

Kort schot
Short shot ontstaat wanneer de smelt vertraagt bij de waterinlaat of wanneer de smelt stolt en de stroming plaatselijk blokkeert. Je kunt dit probleem oplossen door de injectiesnelheid te verhogen vlak na de waterinlaat of de plaatselijke stroomblokkade.

Defecten zoals vloeisporen, brandplekken in de waterinlaat, moleculaire breuk, delaminatie en afschilfering op hittegevoelige materialen worden veroorzaakt door te veel afschuiving wanneer ze door de waterinlaat gaan.
Gladde delen zijn afhankelijk van hoe snel je injecteert en met glasvezel gevulde materialen zijn bijzonder gevoelig, vooral nylon. Donkere vlekken (golvende patronen) worden veroorzaakt door stromingsinstabiliteit als gevolg van viscositeitsveranderingen. Vervormde stroming kan golvende patronen of ongelijkmatige nevel veroorzaken en het precieze defect hangt af van hoe erg de instabiliteit van de stroming is.

Wanneer de smelt door de waterinlaat gaat, veroorzaakt de hogesnelheidsinjectie een hoge afschuiving en worden warmtegevoelige kunststoffen verbrand. Dit verbrande materiaal gaat door de holte, bereikt het vloeifront en wordt zichtbaar op het oppervlak van het onderdeel.
Schotpatroon
Om schotpatronen te voorkomen, moet de instelling van de injectiesnelheid ervoor zorgen dat het gebied van de stroomlijnen zich snel vult en vervolgens langzaam door de waterinlaat stroomt. Het vinden van dit snelheidsovergangspunt is de essentie van het probleem. Als het te vroeg is, wordt de vultijd overdreven verlengd.

Als het te laat is, zal een te hoge stromingstraagheid een schotpatroon veroorzaken. Hoe lager de smeltviscositeit en hoe hoger de vattemperatuur, hoe duidelijker de neiging tot dit schotpatroon. Omdat kleine waterinlaten injectie met hoge snelheid en hoge druk vereisen, zijn ze ook een belangrijke factor die leidt tot vloei-defecten.
Krimp
Om krimp te verminderen, moet je de drukoverdracht verbeteren en de drukval verminderen. Een lage matrijstemperatuur en een lage schroefvijsnelheid maken de vloeilengte korter, dus moet je een hoge injectiesnelheid gebruiken om dit te compenseren.
Snelle stroming vermindert warmteverlies en de warmte die wordt gegenereerd door hoge afschuifwarmte zal de smelttemperatuur doen stijgen en de verdikkingssnelheid van de buitenste laag van het onderdeel vertragen. De doorsnede van de holte moet dik genoeg zijn om een te grote drukval te voorkomen, anders treedt krimp op.
Conclusie
Tot slot is de injectiesnelheid superbelangrijk in het spuitgietproces. Door de injectiesnelheid te regelen, kun je het product er beter laten uitzien, meer producten maken en ervoor zorgen dat het product de juiste grootte en sterkte heeft.
Verschillende materialen, verschillende matrijsstructuren en verschillende productvereisten vereisen een zorgvuldige afstelling en nauwkeurige regeling van de injectiesnelheid om het beste spuitgieteffect te bereiken.
Daarom zijn een grondig begrip van het spuitgietproces en de materiaaleigenschappen en wetenschappelijke productiepraktijken essentieel voor het optimaliseren van de spuitgietproductie.







