 Overslaan naar inhoud
Overslaan naar inhoud 
Extrusie van siliconenrubber: Deskundige oplossingen voor spuitgieten
Ontdek de deskundige diensten voor het spuitgieten van siliconenrubber. Bereik precisie en efficiëntie met onze geavanceerde technologie en ervaren team.

De complete gids voor het spuitgieten van siliconenrubber
Wat is Silicone Rubber Extrusie Moulding?
Silicone rubber extrusie vormen is een productieproces in grote volumes waarbij een speciaal samengestelde, niet-gevulkaniseerde siliconencompound wordt geforceerd, of "geëxtrudeerd", door een gevormd stalen gereedschap dat een die. Deze actie vormt een doorlopend profiel met een constante dwarsdoorsnede, dat vervolgens wordt gevulkaniseerd (uitgehard) om de vorm te stabiliseren en de uiteindelijke fysieke eigenschappen te verkrijgen.
Kernprincipe: Het proces is gebaseerd op druk en warmte. Een extrusieschroef genereert druk om het buigzame siliconenmateriaal door de matrijs te duwen. Het geëxtrudeerde profiel gaat dan door een verwarmingskamer of tunnel waar de uithardingsreactie in gang wordt gezet, waardoor het zachte, gomachtige extrudaat verandert in een stevig, elastisch rubber.
Basisconcepten:
Thermohardend materiaal: In tegenstelling tot thermoplasten die herhaaldelijk gesmolten en vervormd kunnen worden, is silicone een thermoharder. Het uithardingsproces, bekend als vulkanisatie, creëert onomkeerbare crosslinks tussen polymeerketens. Eenmaal uitgehard kan het siliconen onderdeel niet meer worden gesmolten.
② Polysiloxaanchemie: Siliconenrubber heeft een silicium-zuurstof (Si-O) ruggengraat, geen koolstofruggengraat zoals de meeste organische rubbersoorten. Deze unieke chemische structuur is verantwoordelijk voor de uitzonderlijke eigenschappen, waaronder stabiliteit bij hoge temperaturen en chemische inertie.

Classificaties en soorten Silicone Extrusie
Siliconenextrusie kan worden ingedeeld op basis van verschillende sleutelfactoren, waaronder het uithardingssysteem, de vorm van de grondstof en de vorm van het eindproduct.
1. Indeling naar uithardingssysteem:
① Peroxidehardend silicone: Dit is een traditionele en kosteneffectieve methode. Een peroxidekatalysator wordt door de siliconenverbinding gemengd. Bij verhitting valt het peroxide uiteen in vrije radicalen die de verknoping van de polymeerketens in gang zetten. Deze methode kan soms bijproducten produceren (zoals dichloorbenzoëzuur) die verwijderd moeten worden via een nabehandelingsproces, vooral voor voedselveilige of medische toepassingen.
② Platina uitgehard (additiehard) silicone: Dit systeem gebruikt een katalysator op basis van platina. Het is een schoner proces dat geen schadelijke bijproducten produceert, waardoor het de voorkeur geniet voor toepassingen met een hoge zuiverheid, zoals medische implantaten, farmaceutische slangen en voorwerpen die met voedsel in aanraking komen. Platinahardende siliconen bieden superieure helderheid, verbeterde mechanische eigenschappen en vergelen minder snel na verloop van tijd.
2. Indeling naar grondstofvorm:
Extrusie van rubber met een hoge consistentie (HCR): HCR, ook bekend als Heat Cured Rubber, is het meest gebruikte materiaal voor siliconenextrusie. Het heeft een zeer hoge viscositeit en lijkt op een dikke pasta of deeg. Het wordt meestal geleverd in blokken of stroken en in de extruder gevoerd vanuit een voedingsmolen.
Extrusie van vloeibaar siliconenrubber (LSR): LSR wordt voornamelijk gebruikt bij spuitgieten, maar er bestaan ook gespecialiseerde extrusieprocessen voor. LSR heeft een veel lagere viscositeit en is een tweedelig systeem (A- en B-componenten) dat wordt verpompt, gemengd en dan rechtstreeks in de extruder wordt gevoerd. Deze methode is minder gebruikelijk, maar kan voordelig zijn voor complexe, zeer nauwkeurige profielen.
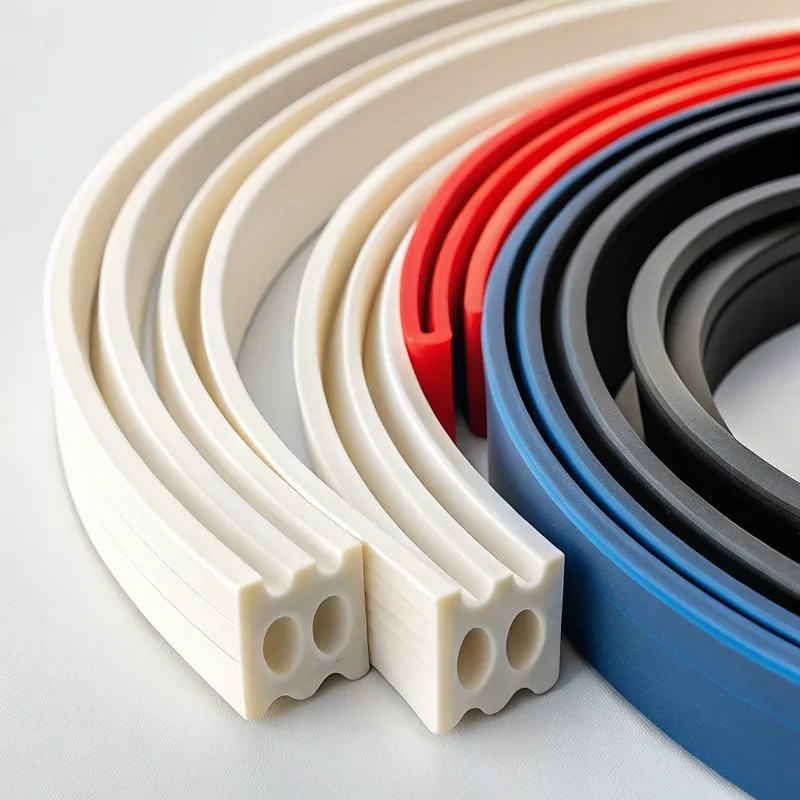
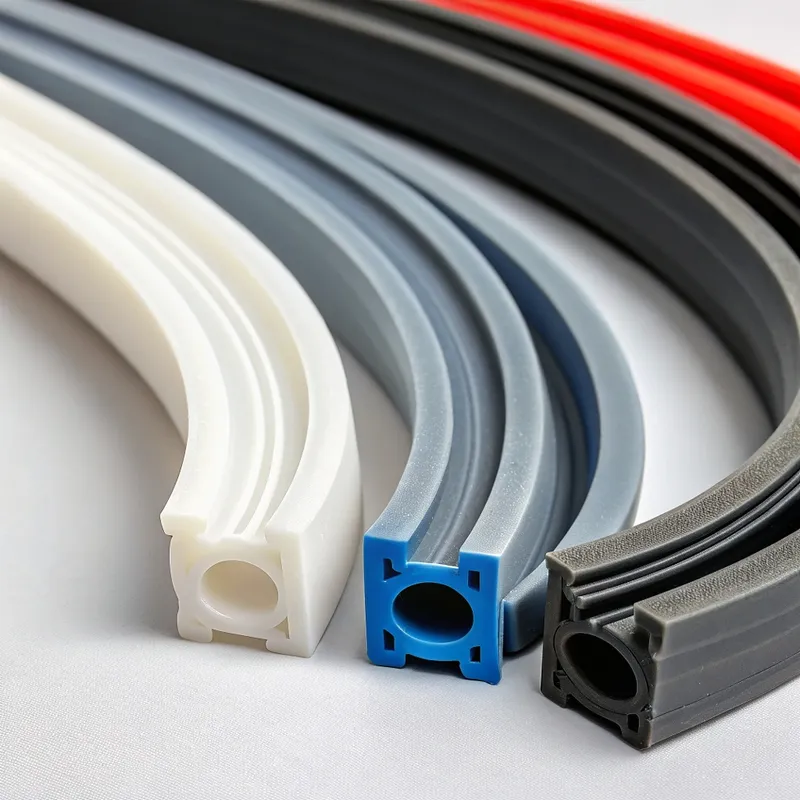
3. Indeling naar productvorm:
Silicone slangen: Holle profielen gebruikt voor vloeistof-, lucht- of elektrische draadoverdracht.
Siliconen volle koorden: Massieve, ronde profielen die worden gebruikt voor afdichtingstoepassingen (O-ring cord stock).
Siliconen profielen en vormen: Aangepaste, complexe doorsneden zoals P-strips, D-afdichtingen, U-profielen en andere aangepaste pakkingen.
Silicone strips en vellen: Vlakke, rechthoekige profielen die op lengte kunnen worden gezaagd of op doorlopende rollen kunnen worden geleverd.

Typische toepassingsscenario's en use cases
De unieke eigenschappen van siliconen maken de geëxtrudeerde producten onmisbaar in tal van industrieën.
Medisch en gezondheidszorg: Vanwege de biocompatibiliteit, steriliseerbaarheid (autoclaaf, EtO, gamma) en inertie is silicone een veelgebruikt materiaal voor katheters, drainageslangen, slangen voor slangenpompen en afdichtingen voor medische apparatuur.
Voeding, drank en zuivel: Siliconenslangen die voldoen aan de FDA-normen worden veel gebruikt voor het overbrengen van vloeistoffen in voedselverwerking, drankverstrekking en zuiveltoepassingen. Het geeft geen smaak of geur af en is bestand tegen reinigingscycli bij hoge temperaturen (CIP/SIP).

Ruimtevaart en auto-industrie: Geëxtrudeerde siliconen afdichtingen, pakkingen en slangen zijn essentieel voor prestaties bij extreme temperaturen. Ze worden gebruikt voor deur- en raamafdichtingen, afdichtingen van motorcompartimenten, isolatie van draden en kabels en slangen voor vloeistofoverdracht die bestand zijn tegen hitte, ozon en UV-degradatie.
Elektronica: De uitstekende diëlektrische eigenschappen van silicone maken het ideaal voor het isoleren van hoogspanningsdraden en -kabels. Het wordt ook gebruikt voor het maken van beschermende pakkingen en afdichtingen voor elektronische behuizingen om deze te beschermen tegen vocht en stof (IP-classificaties).
Bouw en Architectuur: Silicone tochtstrips, dilatatievoegen en beglazingsafdichtingen bieden duurzame, weerbestendige afdichtingsoplossingen voor ramen, deuren en vliesgevelsystemen.
Industriële machines: Wordt gebruikt voor duurzame afdichtingen, pakkingen en buizen in een breed scala aan industriële apparatuur en levert betrouwbare prestaties bij grote hitte en chemische blootstelling.
Wat zijn de voordelen van siliconenextrusie?
Siliconenextrusie biedt een krachtige combinatie van materiaaleigenschappen en productie-efficiëntie.
① Uitzonderlijke temperatuurbestendigheid: Silicone behoudt zijn flexibiliteit en integriteit over een enorm temperatuurbereik, meestal van -60 °C tot +230 °C (-75 °F tot +450 °F), met speciale kwaliteiten die zelfs nog verder gaan.
Uitstekende omgevingsweerstand: Het heeft een superieure weerstand tegen ozon, UV-straling en algemene verwering, waardoor het ideaal is voor buitentoepassingen zonder te barsten of te verslechteren.
Biocompatibiliteit en zuiverheid: Medische en voedingssiliconen zijn niet giftig, hypoallergeen en ondersteunen geen microbiële groei, waardoor ze veilig zijn voor gevoelige toepassingen.
Chemische inertie: Silicone is bestand tegen veel chemicaliën, water en oliën, maar heeft zwakke punten tegen bepaalde oplosmiddelen en sterke zuren.
Uitmuntende flexibiliteit en elasticiteit: Het heeft een lage compressieset, wat betekent dat het herhaaldelijk kan worden samengedrukt en terugkeert naar zijn oorspronkelijke vorm, wat essentieel is voor een effectieve afdichting.
⑥ Elektrische isolatie: Silicone is een fantastische elektrische isolator, waardoor het de eerste keuze is voor het ommantelen van draden en kabels.
Hoog aanpassingsniveau: Dankzij het extrusieproces kunnen complexe aangepaste profielen en een breed kleurengamma efficiënt worden geproduceerd.

Wat zijn de nadelen en beperkingen van siliconenextrusie?
Geen enkel proces is perfect. Het is belangrijk om je bewust te zijn van de beperkingen van siliconenextrusie.
① Lagere mechanische sterkte: In vergelijking met veel organische rubbersoorten (zoals EPDM of Neopreen) heeft standaard silicone een lagere treksterkte, scheursterkte en slijtvastheid. Het is niet geschikt voor dynamische toepassingen met veel wrijving of fysiek misbruik.
Hogere materiaalkosten: Siliconengrondstoffen zijn over het algemeen duurder dan standaardrubbers, wat de kosteneffectiviteit voor niet-kritische toepassingen kan beïnvloeden.
③ Gevoeligheid voor bepaalde vloeistoffen: Silicone zwelt op en breekt af bij blootstelling aan bepaalde brandstoffen, oliën en oplosmiddelen op koolwaterstofbasis. De materiaalkeuze moet zorgvuldig worden afgestemd op de chemische omgeving.
Verwerkingsuitdagingen: De "plakkerige" aard van niet-uitgeharde siliconen kan soms leiden tot problemen bij het hanteren en verwerken. Het vereist ook een schone productieomgeving omdat het stof en verontreinigingen kan aantrekken.
⑤ Constante doorsnedebeperking: Extrusie is inherent beperkt tot het produceren van onderdelen met een uniforme dwarsdoorsnede over de hele lengte. Eigenschappen zoals ondersnijdingen, verschillende wanddiktes of geïntegreerde connectoren zijn met dit proces alleen niet mogelijk.
Vergelijking met alternatieve technologieën
| Technologie | Sterke punten | Beste voor | Belangrijkste zwakke punten |
|---|---|---|---|
| Silicone Extrusie | Uitstekende thermische weerstand/omgevingsweerstand, biocompatibiliteit, continue productie. | Afdichtingen, pakkingen, buizen en profielen met constante doorsnede. | Lagere slijtvastheid, beperkt tot 2D-profielen, hogere materiaalkosten. |
| TPE Uitdrijving | Lagere kosten, goede slijtvastheid, recyclebaar (thermoplastisch). | Afdichtingen voor auto's, consumentengoederen en toepassingen waarbij extreme hitte geen rol speelt. | Aanzienlijk lager temperatuurbereik, minder veerkrachtig (hogere compressieset). |
| Siliconen spuitgieten | Creëert complexe 3D onderdelen, hoge precisie, uitstekend voor overspuiten. | 3D-componenten zoals knoppen, toetsenborden, complexe afdichtingen en onderdelen voor medische apparatuur. | Hogere gereedschapskosten, geen continu proces, beperkingen in onderdeelgrootte. |
Siliconenrubber extrusie spuitgieten: Een uitgebreide gids
Beheers het spuitgietproces van siliconenrubber. Onze deskundige gids behandelt de belangrijkste principes, toepassingen, beste ontwerpmethoden en oplossingen voor veelvoorkomende problemen.
De complete gids voor het spuitgieten van siliconenrubber
Belangrijkste kenmerken en eigenschappen van geëxtrudeerd silicone
Bij het specificeren van een geëxtrudeerd siliconen onderdeel verwijzen technici naar deze kritieke prestatie-indicatoren:
Hardheid (Durometer): Gemeten op de Shore A-schaal geeft dit de indrukweerstand van het materiaal aan. Typische waarden voor extrusies variëren van 20 (zeer zacht) tot 80 (stevig) Shore A.

Treksterkte: De maximale spanning die het materiaal kan weerstaan wanneer het wordt uitgerekt voordat het breekt, gemeten in PSI of MPa.
Rek bij breuk: De procentuele toename in lengte die het materiaal kan bereiken voordat het scheurt. Het is een maat voor de "rekbaarheid".
Scheursterkte: De weerstand van het materiaal tegen de voortplanting van een scheur, een kritieke eigenschap voor afdichtingen die over scherpe hoeken kunnen worden gespannen.
⑤ Compressieset: Meet het vermogen van het materiaal om terug te keren naar de oorspronkelijke dikte na langdurige drukspanning bij een specifieke temperatuur. Een lage compressieset is essentieel voor een betrouwbare, langdurige afdichting.
Diëlektrische sterkte: Het maximale elektrische veld dat een materiaal kan weerstaan zonder kapot te gaan, gemeten in volt per mil (V/mil).
Het kernproces van silicone extrusie spuitgieten
De reis van ruwe verbinding naar eindproduct omvat verschillende afzonderlijke, zorgvuldig gecontroleerde stadia.
Fase 1: Materiaal voorbereiden en samenstellen:
Het proces begint met het basis siliconenpolymeer (HCR). Dit wordt op een tweewalsmolen geplaatst waar additieven worden gemengd. Dit kunnen pigmenten zijn voor de kleur, vulstoffen (zoals pyrogene silica) om de mechanische eigenschappen te verbeteren en de katalysator (peroxide of platina) voor het uitharden. Het mengsel wordt grondig gemengd om uniformiteit te garanderen en wordt dan gevormd tot doorlopende stroken of blokken die klaar zijn voor de extruder.
Fase 2: Voeden:
De geprepareerde siliconenstrook wordt in de trechter van de extruder gevoerd. Bij HCR helpen rollen vaak bij het naar beneden duwen van het kleverige materiaal in het vat van de extruder.
Fase 3: Extrusie:
In het verwarmde vat transporteert een draaiende schroef de silicone naar voren. De mechanische werking van de schroef en de hitte van het vat werken samen om het materiaal zacht te maken en druk op te bouwen. Deze druk dwingt het gehomogeniseerde siliconenmengsel door de kleine opening van de matrijs, die met precisie wordt bewerkt tot de gewenste uiteindelijke doorsnede van het onderdeel.
Fase 4: Uitharden (Vulkanisatie):
Als het profiel de matrijs verlaat, is het nog zacht en niet uitgehard. Het gaat onmiddellijk een uithardingstunnel of oven in. De meest gebruikte methoden zijn:
Hete lucht vulkanisatietunnel (HAV): Het profiel wordt op een transportband door een lange oven gevoerd waar hete lucht, meestal van 200-450°C, de silicone uithardt. Dit is de meest gebruikte methode.
Infrarood (IR) tunnel: Infraroodlampen met hoge intensiteit zorgen voor een snelle en efficiënte warmteoverdracht, wat vaak resulteert in hogere lijnsnelheden.
Zoutbad uitharden: Het extrudaat gaat door een bad van gesmolten zout. Dit zorgt voor een zeer snelle en gelijkmatige warmteoverdracht, maar is tegenwoordig minder gebruikelijk vanwege milieu- en veiligheidsoverwegingen.
Fase 5: Nabehandeling (optioneel maar aanbevolen):
Na de primaire uitharding ondergaan sommige onderdelen, vooral die gemaakt zijn met peroxidesystemen of voor kritische toepassingen, een post-uithardingscyclus. De onderdelen worden enkele uren in een batch oven geplaatst (bijv. 4 uur bij 200°C) om vluchtige bijproducten te verwijderen en de fysische eigenschappen van het materiaal verder te stabiliseren, vooral de compressieset.
Fase 6: Koelen, snijden en afwerken:
Het uitgeharde profiel wordt afgekoeld, vaak door lucht of een waterbad. Daarna kan het op specifieke lengtes worden gesneden met in-line vliegende messensnijders, op spoelen worden gerold of secundaire bewerkingen ondergaan zoals bedrukken, lijmen of verbinden om O-ringen te vormen.

Belangrijke parameters en beïnvloedende factoren in het proces
De beheersing van het extrusieproces is een delicaat evenwicht van meerdere variabelen.
Schroefsnelheid (RPM): Directe invloed op de uitvoersnelheid. Hogere snelheden verhogen de doorvoersnelheid, maar kunnen ook overmatige afschuifwarmte genereren, wat kan leiden tot voortijdige uitharding (schroeien) in het vat.
Temperatuur van loop en matrijs: Moet zorgvuldig gecontroleerd worden om de silicone plooibaar genoeg te houden om te vloeien zonder de uithardingsreactie in de extruder te starten.
Matrijsontwerp: De geometrie van de matrijs is cruciaal. Deze moet ontworpen zijn om te compenseren voor sterven zwellen-de neiging van het extrudaat om uit te zetten nadat het de matrijs verlaat. Dit vereist ervaring en vaak meerdere iteraties.
Uithardingstemperatuur en -tijd: Deze moeten voldoende zijn om een volledige uitharding te bereiken over de hele doorsnede van het onderdeel. Onvoldoende uitharding resulteert in een zwak, kleverig product, terwijl overmatige warmte degradatie kan veroorzaken. De tijd wordt bepaald door de lengte van de oven en de lijnsnelheid.
⑤ Lijnsnelheid: De snelheid van de transportband moet gesynchroniseerd zijn met de uitvoer van de extruder om te voorkomen dat het profiel uitrekt of doorhangt, waardoor de afmetingen vervormd zouden worden.
Ontwerpgids en beste praktijken voor silicone-extrusies
Het volgen van deze ontwerpprincipes leidt tot beter produceerbare en kosteneffectieve onderdelen.
① Vereenvoudig het profiel: Hoe eenvoudiger de doorsnede, hoe eenvoudiger de afmetingen te controleren zijn en hoe lager de gereedschapskosten. Vermijd onnodig complexe vormen.
Uniforme wanddikte behouden: Drastische variaties in wanddikte kunnen leiden tot ongelijkmatige uitharding, vervorming en instabiliteit in afmetingen. Streef waar mogelijk naar uniformiteit.
③ Neem royale stralen op: Vermijd scherpe interne en externe hoeken. Scherpe hoeken zijn punten van spanningsconcentratie en kunnen moeilijk volledig en consistent opgevuld worden tijdens het extruderen. Een radius van minstens 0,5 mm (0,020″) wordt aanbevolen.
④ Vermijd holle profielen met dunne wanden: Dunwandige holle profielen kunnen instorten of vervormen voordat ze volledig zijn uitgehard. Als een holle ruimte nodig is, zorg er dan voor dat de wanden stevig genoeg zijn om zichzelf te ondersteunen.
Toleranties begrijpen en specificeren: Standaard industrietoleranties voor siliconenextrusies worden meestal gedefinieerd door de Association for Rubber Products Manufacturers (ARPM) in hun Rubber Handbook (klasse 2 voor precisie, klasse 3 voor commercieel). Geef de krapste toleranties alleen op als dat nodig is, omdat dit de kosten verhoogt.
⑥ Definieer duidelijk materiaalspecificaties: Vraag niet alleen naar "siliconen". Geef de hardheid (durometer), kleur, nalevingsvereisten (bijv. FDA 21 CFR 177.2600, USP Class VI) en eventuele kritieke prestatie-eigenschappen zoals compressieset of temperatuurbereik.
Veelvoorkomende problemen bij siliconenextrusie en hoe ze op te lossen
| Probleem | Mogelijke oorzaken | Oplossingen |
|---|---|---|
| Matrijszwelling / onjuiste afmetingen | Matrijsontwerp houdt geen rekening met materiaaluitzetting. Inconsistente materiaalbatch. Onjuiste lijnsnelheid of extruderuitgang. | De afmetingen van de matrijsopening aanpassen. Materiaalbatches vooraf testen en certificeren. Lijnsnelheid en schroef RPM synchroniseren. |
| Poreusheid (bellen in een deel) | Vocht in de grondstof. Luchtinsluiting tijdens het voeren. De uithardingstemperatuur is te hoog, waardoor vluchtige stoffen gaan koken. | Droog het mengsel grondig voor gebruik. Zorg voor een juiste voedingstechniek. Verlaag de uithardingstemperatuur in de oven. |
| Oppervlaktegebreken (Ruwheid, Putjes) | Verontreiniging in het compound. Scorch (voortijdige uitharding) in de extruder. Het matrijsoppervlak is beschadigd of vuil. | Gebruik een cleanroomomgeving voor magistrale bereidingen. Verlaag de temperatuur van de cilinder. Reinig en polijst de matrijs regelmatig. |
| Onvolledige uitharding (kleverig oppervlak) | Onvoldoende uithardingstijd of temperatuur. De lijnsnelheid is te hoog voor de oven. Verkeerde katalysatorverhouding. | Verlaag de lijnsnelheid. Verhoog de oventemperatuur. Controleer de gegevens over de samenstelling van het materiaal. Voer post-cure uit. |
| Vervorming of vervorming | Ongelijkmatige koeling. Niet-uniforme wanddikte. Onjuiste ondersteuning van het profiel wanneer het de matrijs verlaat. | Koelsysteem optimaliseren (luchtstralen, waterbad). Ontwerp onderdeel opnieuw voor uniforme wanden. Pas de transportbandhoogte en steunrollen aan. |
Verwante technologieën en concepten
1. Stroomopwaarts proces - Siliconecompounding:
Dit is de kritieke eerste stap waarbij basissiliconepolymeren worden gemengd met vulstoffen, additieven en katalysatoren om de specifieke HCR-kwaliteit te creëren die nodig is voor een toepassing. De kwaliteit van het uiteindelijke geëxtrudeerde onderdeel is sterk afhankelijk van de kwaliteit en consistentie van het samenstellingsproces.
2. Downstreamproces - Fabricage en assemblage:
Geëxtrudeerde profielen zijn zelden het eindproduct. Downstreamprocessen omvatten:
Splicing: Een geëxtrudeerd koord op lengte snijden en de uiteinden aan elkaar lijmen om een aangepaste O-ring te maken.
② Lijmtoepassing: Drukgevoelige kleefband (PSA) aanbrengen op één zijde van een profiel om de installatie te vergemakkelijken.
③ Afdrukken en markeren: Onderdeelnummers, logo's of uitlijnmarkeringen toevoegen aan het oppervlak.
3. Co-extrusie:
Een geavanceerder proces waarbij twee of meer extruders verschillende materialen (bijv. verschillende kleuren of hardheden siliconen) in één matrijs invoeren om een geïntegreerd profiel van meerdere materialen te maken. Een afdichting kan bijvoorbeeld een stijve basis hebben voor bevestiging en een zachte bol voor afdichting.
4. Siliconen spuitgieten:
Zoals besproken is dit een aanvullend proces dat wordt gebruikt om complexe, driedimensionale siliconen onderdelen te maken. Het wordt vaak gekozen voor onderdelen die niet met een constante doorsnede kunnen worden gemaakt.
5. Siliconenpersgieten:
De oudste methode om siliconen te gieten. Een vooraf gewogen hoeveelheid materiaal wordt in een verwarmde matrijsholte geplaatst en de matrijs wordt onder druk gesloten, waardoor het materiaal de holte vult en uithardt. Deze methode is geschikt voor de productie van kleine tot middelgrote volumes van onderdelen zoals pakkingen en kussentjes.


Productiemonitoring voor spuitgietleveranciers voor buitenlandse kopers
When you source injection molding parts from overseas, the distance between you and the production floor creates a visibility gap. You place a purchase order, wait weeks or months, and

Injection Molding Leverancier PPAP Checklist voor Tooling, Monsters en Massaproductie
If you are sourcing injection molded parts from an overseas supplier, PPAP is the gatekeeper between a prototype that looks fine and a production run that meets specs consistently. In

Verpakkingsvereisten voor spuitgietleveranciers om verzendschade te voorkomen
Je hebt het perfecte onderdeel ontworpen, je gereedschap is afgesteld en de eerste-onderdeelinspectie is glansrijk geslaagd. Dan arriveert de zending bij de kade van je klant — en 15% van de
Oplossingen voor optimalisatie Gratis
- Feedback over het ontwerp en optimalisatieoplossingen bieden
- Structuur optimaliseren en matrijskosten verlagen
- Eén-op-één praten met ingenieurs

