 Vai al contenuto
Vai al contenuto 

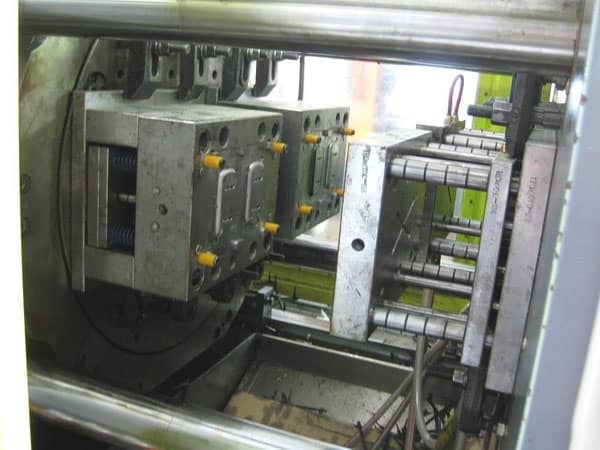
Il ciclo di stampaggio a iniezione è l'intero processo che va dall'iniezione del materiale plastico fuso da parte della pressa a iniezione al raffreddamento, allo stampaggio e allo sformaggio del prodotto. Comprende quattro fasi: tempo di iniezione, tempo di raffreddamento, tempo di apertura e chiusura dello stampo e tempo di sformatura. La durata del ciclo di stampaggio a iniezione influisce direttamente sulla qualità dello stampaggio a iniezione e sull'efficienza della produzione. Pertanto, la comprensione degli standard dei cicli di stampaggio a iniezione e dei relativi metodi di ottimizzazione è fondamentale per produzione di stampaggio a iniezione.

Ⅰ. Comprendere i tempi di produzione dello stampaggio a iniezione
1. Che cos'è il tempo di produzione dello stampaggio a iniezione
Il tempo necessario per completare il processo di stampaggio a iniezione è chiamato ciclo di stampaggio. Il ciclo di stampaggio influisce direttamente sulla produttività della manodopera e sull'utilizzo delle attrezzature. Pertanto, durante la produzione, ogni tempo rilevante del ciclo di stampaggio deve essere ridotto il più possibile, con l'obiettivo di garantire la qualità. Nell'intero ciclo di stampaggio, il tempo di iniezione e il tempo di raffreddamento sono molto importanti e hanno un grande impatto sulla qualità del prodotto. Il tempo di riempimento nel tempo di iniezione è direttamente correlato alla velocità di riempimento e il tempo di caricamento nella produzione è generalmente di circa 3-5 secondi.
2. Il tempo del ciclo di stampaggio a iniezione comprende
2.1 Tempo di chiusura dello stampo
Il tempo di chiusura dello stampo per lo stampaggio a iniezione si riferisce al momento in cui lo stampo viene chiuso prima dell'iniezione. Se il tempo di chiusura dello stampo è troppo lungo, la temperatura dello stampo sarà troppo bassa e il materiale fuso rimarrà troppo a lungo nel cilindro; se il tempo di chiusura dello stampo è troppo breve, la temperatura dello stampo sarà relativamente alta.
2.2 Tempo di iniezione
Il tempo di iniezione è il tempo che intercorre tra l'inizio dell'iniezione e il riempimento della cavità dello stampo da parte della massa plastica fusa (tempo di avanzamento dello stantuffo o della vite). Nella produzione, il tempo di iniezione per le parti in plastica di piccole dimensioni è solitamente di 3-5 secondi, mentre il tempo di iniezione per le parti in plastica di grandi dimensioni può arrivare a decine di secondi. Il tempo di riempimento nel tempo di iniezione è inversamente proporzionale alla velocità di riempimento; se il tempo di iniezione si accorcia, la velocità di riempimento aumenta, l'orientamento diminuisce, la velocità di taglio aumenta e la viscosità apparente della maggior parte delle materie plastiche diminuisce, soprattutto quelle sensibili alla velocità di taglio.

2.3 Tempo di mantenimento della pressione
Il tempo di mantenimento della pressione è il tempo in cui la pressione viene mantenuta dopo il riempimento dello stampo (il tempo in cui lo stantuffo o la vite rimangono in avanti). Di solito è di 20-25 secondi, ma può arrivare a 5-10 minuti per i pezzi in plastica più spessi. Se il tempo di mantenimento è troppo breve, i pezzi non si compattano, è facile che si formino segni di affossamento e le dimensioni dei pezzi sono instabili. Se il tempo di mantenimento è troppo lungo, le sollecitazioni sui pezzi aumentano, con conseguenti deformazioni, incrinature e difficoltà di espulsione.

2.4 Tempo di raffreddamento
Anche il tempo di raffreddamento è importante per ottenere pezzi di buona qualità. La durata del tempo di raffreddamento è determinata principalmente dallo spessore del pezzo, dalle proprietà termiche e di cristallizzazione della plastica e dalla temperatura dello stampo. La fine del tempo di raffreddamento deve essere basata sul principio di garantire che il pezzo non si deformi quando viene espulso. Il tempo di raffreddamento è solitamente di 30-120 secondi. Se il tempo di raffreddamento è troppo breve, il pezzo si deforma facilmente; se il tempo di raffreddamento è troppo lungo, non solo riduce l'efficienza di produzione, ma causa anche difficoltà di espulsione per i pezzi complessi e l'espulsione forzata può persino causare stress da espulsione.

2.5 Tempo di apertura e chiusura dello stampo
Si riferisce al tempo necessario affinché lo stampo si apra e si chiuda completamente e la piastra di apertura e chiusura rimanga in posizione. La durata del tempo di apertura e chiusura dello stampo influisce sulla durata dello stampo a iniezione e sulla precisione dimensionale del prodotto. In genere, il tempo di apertura e chiusura è compreso tra 1 e 5 secondi.
2.6 Tempo di espulsione
Si riferisce al tempo necessario per espellere agevolmente i prodotti plastici dallo stampo dopo l'apertura dello stesso. Se è troppo breve, può influire sullo stampaggio e sulla qualità del prodotto, mentre se è troppo lungo, riduce l'efficienza della produzione. Il tempo di sformatura è solitamente compreso tra 1 e 5 secondi.

Ⅱ. Fattori che influenzano i tempi di produzione dello stampaggio a iniezione
1. Roba di plastica
Le diverse materie plastiche hanno caratteristiche fisiche diverse, come il calore di fusione, il numero di flusso termico, il numero di ritiro, ecc. e quindi necessitano di tempi diversi di stampaggio a iniezione per riempire lo stampo, raffreddarsi e indurire. Ad esempio, le resine ad alto peso molecolare hanno bisogno di tempi lunghi per riempirsi e indurirsi durante lo stampaggio a iniezione.

2. Struttura dello stampo
La complessità della struttura dello stampo e la posizione delle linee di sutura influiscono sul tempo di iniezione. Ad esempio, alcune parti in plastica necessitano di un lungo percorso di flusso durante il riempimento e quindi di un tempo di iniezione più lungo. Anche il sistema di raffreddamento dello stampo influisce sul tempo di iniezione. La complessità dello stampo a iniezione è uno degli elementi che influisce sul tempo di produzione. La realizzazione di stampi a iniezione semplici richiede in genere solo poche settimane, mentre quella di stampi a iniezione complessi può richiedere mesi o addirittura più di un anno. Gli stampi a iniezione complessi comprendono pezzi con forme speciali, strutture con funzioni multiple, pezzi che devono essere molto precisi e così via.

3. Dimensioni e peso dello stampo
Anche le dimensioni e il peso dello stampo influiscono sul ciclo di produzione. In genere, gli stampi più grandi richiedono più materiale e più tempo per la lavorazione, quindi il ciclo di produzione sarà più lungo.
4. Materiali per stampi e processi di produzione
Anche i materiali e i processi di fabbricazione dello stampo influiscono sul ciclo di produzione. Ad esempio, l'utilizzo di processi produttivi e materiali più avanzati può migliorare l'efficienza della produzione, nonché la qualità e la durata dello stampo.

5. Progettazione e test degli stampi
Prima della produzione, è necessario progettare e testare lo stampo a iniezione. Il processo di progettazione e collaudo richiede molto tempo e impegno, soprattutto per gli stampi a iniezione complessi. Inoltre, se si scoprono problemi durante i test, può essere necessario riprogettare la progettazione e i test, con conseguente prolungamento del ciclo di produzione.
6. Numero di cavità dello stampo
Il numero di cavità in un set di stampi e il numero di prodotti che possono essere prodotti da un set di stampi dipende dalle dimensioni del mercato dei prodotti del cliente. C'è sicuramente una differenza tra la produzione di due prodotti e quella di un prodotto, e anche il tempo di lavorazione sarà diverso.

7. Prestazioni della macchina di stampaggio a iniezione
Le diverse macchine per lo stampaggio a iniezione hanno parametri diversi, come la pressione massima di iniezione, la velocità di iniezione e il volume di iniezione. Questi parametri influiscono sulla durata del tempo di stampaggio a iniezione. In generale, migliori sono le prestazioni della pressa a iniezione, più stabile è il controllo e più breve è il tempo di iniezione.
8. Dimensione del pezzo elaborato
Anche la dimensione del pezzo lavorato è uno dei fattori che influenzano stampaggio a iniezione tempo. I pezzi più grandi richiedono tempi di stampaggio a iniezione più lunghi, quindi il tempo di stampaggio a iniezione deve essere adattato in base alle dimensioni del pezzo.

9. Struttura del prodotto
Si riferisce a quanto sia difficile realizzare lo stampo per il campione di pezzo in plastica che ci avete fornito. Più complicata è la forma del pezzo in plastica, più difficile è la realizzazione dello stampo. Tecnicamente, più superfici di separazione ha un pezzo di plastica, più posizioni di assemblaggio, posizioni di fibbia, fori e nervature ci sono, più è difficile da lavorare e più tempo ci vuole per fare lo stampo.
10.Requisiti del prodotto
Clienti diversi hanno requisiti diversi per i prodotti. Se l'aspetto progettato è opaco, lucido o a specchio, tutto ciò influisce sul ciclo di produzione degli stampi in plastica.

Ⅲ.Come ottimizzare il ciclo di stampaggio a iniezione
1. Ottimizzare il processo di stampaggio a iniezione
Il processo di stampaggio a iniezione è un fattore importante che influisce sul ciclo di stampaggio a iniezione, pertanto l'ottimizzazione del processo di stampaggio a iniezione può ridurre efficacemente il ciclo di produzione. Le impostazioni dei parametri della macchina per lo stampaggio a iniezione devono essere regolate in base al tipo e ai requisiti della plastica. In particolare, l'ottimizzazione può essere effettuata sotto i seguenti aspetti:
A. Studiare la fluidità e le proprietà termiche dei materiali per lo stampaggio a iniezione e scegliere ragionevolmente i parametri della macchina per lo stampaggio a iniezione;
B. Progettazione dello spessore ragionevole delle pareti e della struttura della cavità;
C. Operare alla massima temperatura possibile per abbreviare il ciclo di stampaggio a iniezione;
D. Sviluppare un'offerta più ragionevole processo di stampaggio a iniezione parametri attraverso l'analisi del software di simulazione, il collaudo dello stampo e la produzione effettiva.

2. Migliorare la precisione dell'apparecchiatura
La maggiore precisione dell'attrezzatura è uno dei fattori chiave per ridurre il ciclo di stampaggio a iniezione. Ad esempio, il robot deve afferrare il pezzo con precisione e posizionarlo rapidamente nel punto giusto per ridurre al massimo il tempo del ciclo. Ecco alcuni modi per ottimizzare le macchine per lo stampaggio a iniezione in base alla situazione reale e alla precisione dell'attrezzatura:
A. Utilizzare sensori precisi per rilevare parametri quali le dimensioni e la temperatura del prodotto;
B. Regolare la velocità e la forza del robot per ridurre il tempo di arresto della produzione;
C. Assicurarsi che le attrezzature e gli stampi siano precisi per evitare di perdere tempo a causa dell'accuratezza della lavorazione.

3. Scegliere stampi efficienti
La scelta di un buon stampo è uno dei modi migliori per ridurre il ciclo di stampaggio a iniezione. Con un buon stampo, possiamo assicurarci che la macchina per lo stampaggio a iniezione sia stabile e precisa, e possiamo anche assicurarci di produrre più velocemente. Come scegliere un buon stampo?
A. Utilizzare buoni materiali per gli stampi per farli durare più a lungo;
B. Usare stampi che possono essere riscaldati e raffreddati per fare le cose più velocemente;
C. Usare stampi che producono più di una cosa alla volta per fare le cose più velocemente;
D. Usare stampi che possono essere cambiati rapidamente per fare le cose più in fretta.

4. Eseguire la manutenzione delle apparecchiature
Una buona manutenzione delle attrezzature può anche ridurre efficacemente il ciclo di stampaggio a iniezione. Ecco alcune considerazioni sulla manutenzione delle attrezzature:
A. Eseguire una manutenzione regolare delle attrezzature per assicurarsi che siano sempre in ottime condizioni;
B. Utilizzare lubrificanti appropriati per ridurre l'attrito e migliorare l'efficienza delle apparecchiature;
C. Controllare regolarmente le varie parti della macchina di stampaggio a iniezione e sostituire tempestivamente le parti danneggiate.
5. Raffreddare più a lungo
Un raffreddamento più lungo può far sì che il prodotto mantenga le stesse dimensioni e sia migliore.
6. Usare cose migliori
Usate materiale che scorre bene e che non si restringe molto per farlo andare più veloce.

7. Sparare più velocemente
Sparate più velocemente, così non spinge troppo e risparmiate energia.
8. Migliorare lo stampo
Migliorare il raffreddamento e rendere l'oggetto più piccolo e migliore per farlo andare più veloce.
Ⅳ. Conclusione
Tempo di ciclo dello stampaggio a iniezione rispetto al costo di produzione. Quanto più breve è il tempo del ciclo di stampaggio a iniezione, tanto meglio è, a condizione che sia garantita la qualità del prodotto. Maggiore è il numero di pezzi prodotti, minore è il costo di produzione per pezzo. Che cosa comprende il tempo di ciclo dello stampaggio a iniezione? Tempo di iniezione, tempo di pressione di mantenimento, tempo di raffreddamento, tempo di apertura dello stampo e tempo di sformatura. Ridurre il tempo di ciclo: ridurre lo spessore della parete del pezzo/dimensioni del corridore, ridurre la distanza di apertura e chiusura dello stampo/corsa dell'espulsore, rimuovere rapidamente i pezzi, il funzionamento del robot, accelerare l'apertura/chiusura delle porte di sicurezza, ridurre l'incollamento dei pezzi, selezionare correttamente il tempo di raffreddamento e impostare in modo ragionevole la velocità di apertura/chiusura e la velocità di espulsione/numero di volte. La riduzione dei tempi del ciclo di iniezione aumenta la produttività.

Il ciclo di stampaggio a iniezione è uno dei parametri chiave che influenzano la qualità e l'efficienza produttiva dei prodotti stampati a iniezione. Se il ciclo di stampaggio a iniezione è instabile, le dimensioni, la qualità della superficie, la resistenza e l'efficienza produttiva del prodotto ne risentono. Pertanto, nel processo di produzione dello stampaggio a iniezione, la stabilità del ciclo di stampaggio a iniezione è molto importante. Produttore di stampaggio a iniezioneLe aziende devono prestare attenzione a questo problema e migliorare la stabilità del ciclo di stampaggio a iniezione attraverso una continua ottimizzazione dei processi e delle attrezzature, migliorando così la qualità del prodotto e l'efficienza produttiva.

Il miglioramento del ciclo di produzione dello stampaggio a iniezione può migliorare l'efficienza produttiva e la qualità del prodotto e ridurre i tempi e i costi di produzione. Il ciclo di produzione dello stampaggio a iniezione è influenzato da molti fattori, tra cui la struttura dello stampo, i materiali e i parametri delle attrezzature. La regolazione del tempo di iniezione, l'aumento della temperatura dello stampo, l'incremento della pressione di iniezione e la velocizzazione della velocità di iniezione sono metodi efficaci per ottimizzare il ciclo. Le aziende dovrebbero tenere pienamente conto dell'ottimizzazione del ciclo nel processo produttivo per migliorare l'efficienza e la qualità della produzione, ridurre i costi e migliorare le capacità di sviluppo sostenibile.

In breve, la riduzione del ciclo di produzione dello stampaggio a iniezione, il miglioramento dell'efficienza produttiva e il risparmio dei costi di stampaggio a iniezione sono questioni importanti per la sopravvivenza e lo sviluppo delle imprese. Le imprese devono rafforzare la manutenzione e la cura delle attrezzature, migliorare la progettazione dei prodotti, selezionare materiali adeguati e rafforzare la gestione interna per migliorare efficacemente l'efficienza dello stampaggio a iniezione. produzione di stampaggio a iniezione e ottenere risparmi sui costi.







