 Vai al contenuto
Vai al contenuto 

Introduzione: Il ciclo di stampaggio a iniezione, noto anche come ciclo di stampaggio, è il tempo necessario per completare un processo di stampaggio a iniezione. Comprende il tempo che intercorre tra la chiusura dello stampo e il momento in cui il prodotto viene stampato, raffreddato, lo stampo si apre, il prodotto viene rimosso e la macchina è pronta per il ciclo successivo.

Questo ciclo influisce direttamente sull'efficienza della produzione e sull'utilizzo delle attrezzature, perché è il tempo totale che la pressa a iniezione impiega per produrre un pezzo in plastica.
Il controllo accurato del ciclo di stampaggio a iniezione è fondamentale per l'industria della lavorazione delle materie plastiche ed è uno dei fattori importanti per la competitività e le prestazioni di mercato di un'azienda. In questo articolo si discuterà in dettaglio di cosa sia il ciclo di stampaggio a iniezione.

Qual è la composizione del tempo di ciclo dello stampaggio a iniezione?
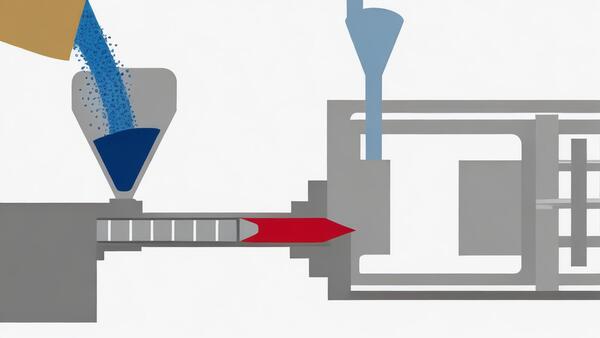
Il ciclo di iniezione è composto da tempo di iniezione (riempimento dello stampo), tempo di mantenimento, tempo di raffreddamento e alimentazione (inclusa la preplastificazione), apertura dello stampo (rimozione del prodotto), operazioni ausiliarie (come l'applicazione di distaccanti, il posizionamento di inserti, ecc.
Nell'intero ciclo di stampaggio, il tempo di raffreddamento e il tempo di iniezione sono i più importanti e hanno un'influenza decisiva sulle prestazioni e sulla qualità del prodotto. Il ciclo di iniezione è un importante fattore di processo che influenza stampaggio a iniezione.
Tempo di iniezione
Il processo di iniezione può essere suddiviso nelle seguenti fasi:
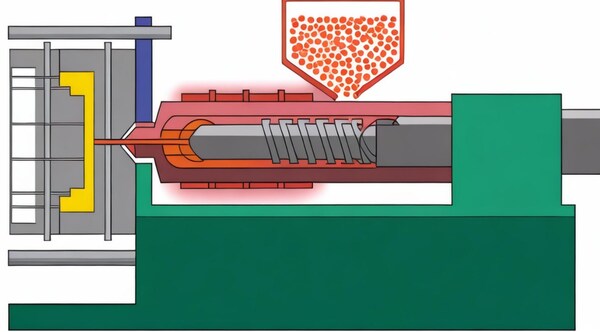
Periodo di vuoto dello stantuffo: Durante il tempo t0~t1, il materiale viene riscaldato e plastificato nella canna. Prima dell'iniezione, lo stantuffo (o la vite) inizia a muoversi in avanti, ma il materiale non è ancora entrato nella cavità dello stampo.

Lo stantuffo si trova in uno stato di assenza di carico. Quando il materiale passa attraverso l'ugello e la porta ad alta velocità, la temperatura aumenta a causa dell'attrito di taglio e la pressione sullo stantuffo e sull'ugello aumenta a causa della resistenza al flusso.
Fase di riempimento dello stampo: Al tempo t1, il materiale fuso inizia a essere iniettato nella cavità dello stampo e la pressione nello stampo aumenta rapidamente. Al tempo t2, la cavità viene riempita e la pressione nella cavità dello stampo raggiunge il punto più alto. Allo stesso tempo, la temperatura del materiale, la pressione dello stantuffo e dell'ugello aumentano.
Periodo di mantenimento della pressione: Da t2 a t3, la plastica è ancora fusa. Lo stantuffo deve mantenere la pressione sulla plastica per impacchettare e modellare la plastica nella cavità dello stampo e spingere lentamente un po' di plastica in più nella cavità dello stampo per compensare il ritiro della plastica durante il raffreddamento.
Quando il materiale nella cavità dello stampo si raffredda, anche la pressione nello stampo inizia a diminuire perché la plastica si raffredda e si restringe.

Periodo di ritorno (periodo di pressione di ritorno o periodo di riflusso) Lo stantuffo si sposta gradualmente all'indietro rispetto a t3 e durante il processo viene fornito nuovo materiale (preplastificazione) all'estremità anteriore del cilindro.
A causa della diminuzione della pressione in corrispondenza dell'ugello e della porta del cilindro e dell'alta pressione nella cavità dello stampo, la colata di plastica non congelata viene spinta indietro verso la porta e l'ugello dalla pressione interna dello stampo, con conseguente riflusso.
Periodo di solidificazione
Nel periodo compreso tra t4 e t5, la temperatura del materiale nella cavità continua a diminuire. Quando raggiunge la temperatura di solidificazione e indurimento, la porta si congela e il riflusso si arresta. Il tempo di solidificazione è un tempo determinato tra t4 e t5.
Il successivo periodo di raffreddamento è il tempo successivo al congelamento del cancello. In realtà, il raffreddamento della plastica nella cavità inizia dopo il completamento del riempimento (tempo t2). Il periodo di raffreddamento successivo consiste nel continuare a raffreddare il prodotto nella cavità fino a raggiungere la temperatura di transizione vetrosa della plastica, per poi procedere allo sformaggio.
Tempo di mantenimento
Durante la fase di impaccamento, si applica una pressione alla colata per comprimere il polimero e spingere più materiale nello stampo. Questa fase serve a compensare il ritiro del polimero durante il processo di raffreddamento dalla temperatura della colata alla temperatura ambiente.
Durante la fase di imballaggio, è possibile aggiungere allo stampo altre 5% - 25% di materiale. Il cancello deve essere congelato durante la fase di imballaggio per evitare che il materiale fuoriesca dallo stampo.

In termini di tempi di iniezione e confezionamento, il tempo di riempimento a iniezione dei prodotti generici è molto breve, compreso tra circa 2 e 10 secondi, e varia in base alla forma e alle dimensioni della plastica e del prodotto.
Il tempo di riempimento di prodotti di grandi dimensioni e con pareti spesse può raggiungere più di 10 secondi. Il tempo di confezionamento dei prodotti generici è di circa 20-100 secondi, mentre per i prodotti di grandi dimensioni e a parete spessa può raggiungere 1-5 minuti o anche di più.

Il tempo di raffreddamento si basa sul principio di controllare che il prodotto non si pieghi durante la sformatura e il tempo è breve. In genere è compreso tra 30 e 120 secondi e i prodotti di grandi dimensioni e con pareti spesse possono essere adeguatamente prolungati.
Tempo di raffreddamento
Il tempo di raffreddamento è una fase del processo di stampaggio a iniezione ciclo in cui non viene applicata alcuna pressione alla plastica. Lo stampo rimane chiuso e la plastica continua a raffreddarsi finché il pezzo non può essere espulso. La fase di raffreddamento è solitamente la più lunga del ciclo di stampaggio e spesso rappresenta l'80% del tempo totale del ciclo.
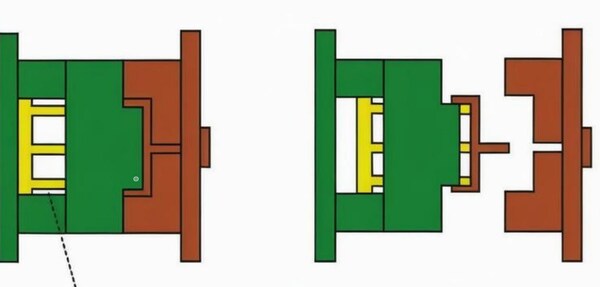
Tempo di apertura dello stampo
È il tempo necessario per aprire lo stampo prima che inizi il ciclo di stampaggio successivo. Questo tempo comprende: l'apertura dello stampo, l'espulsione del pezzo, la preparazione per il ciclo successivo, come il caricamento dell'inserto (che non sempre fa parte del ciclo), e la chiusura dello stampo.

Quanti pezzi ci sono nel ciclo di stampaggio a iniezione?
Il tempo necessario per completare un processo di stampaggio a iniezione è chiamato ciclo di stampaggio, noto anche come tempo di ciclo. In realtà è composto dalle seguenti parti:
Ciclo di stampaggio
Il ciclo di stampaggio è importante per la produttività della manodopera e l'utilizzo delle attrezzature. Pertanto, i produttori di stampi per materie plastiche devono cercare di ridurre i tempi del ciclo di stampaggio, garantendo al contempo la qualità.

Nell'intero ciclo di stampaggio, il tempo dell'unità di iniezione e il tempo di raffreddamento sono i più importanti e hanno un'influenza decisiva sulla qualità del prodotto. Il tempo di riempimento nel tempo di iniezione è proporzionale alla velocità di riempimento e il tempo di riempimento in produzione è generalmente di circa 3-5 secondi.
Tempo di permanenza
Il tempo in cui il materiale plastico è sotto pressione nello stampo è chiamato tempo di mantenimento. Rappresenta una parte importante del tempo totale di iniezione, di solito 20-120 secondi (per i pezzi spessi può arrivare a 5-10 minuti). Il tempo di mantenimento influisce sulla precisione dimensionale del pezzo fino al congelamento del materiale al gate.

Se è troppo breve, non avrà alcun effetto. Anche il tempo di mantenimento ha un valore ottimale, che dipende dalla temperatura del materiale, dalla temperatura dello stampo, dalle dimensioni e dalla posizione della porta. Se le dimensioni e la posizione della porta e le condizioni di processo sono normali, di solito si utilizza come standard il valore di pressione che dà la gamma di ritiro più bassa per il pezzo.
Tempo di raffreddamento
Il tempo di raffreddamento è determinato principalmente dallo spessore del prodotto, dalle proprietà termiche e di cristallizzazione della plastica e dalla temperatura dello stampo. Il termine del tempo di raffreddamento deve basarsi sul principio di garantire che il prodotto non si modifichi durante lo sformaggio. Il tempo di raffreddamento è generalmente compreso tra 30 e 120 secondi.

Se il tempo di raffreddamento è troppo lungo, non è necessario, il che non solo riduce l'efficienza produttiva, ma influisce anche sui pezzi complessi. La sformatura è difficile e, in caso di sformatura forzata, si può addirittura generare uno stress da sformatura. Altri tempi del ciclo di stampaggio sono legati all'automazione continua del processo produttivo e al grado di automazione continua.
Come stimare il ciclo di stampaggio a iniezione?
Lo stampaggio a iniezione è un processo ciclico. Il ciclo di stampaggio è composto principalmente da tempo di stoccaggio del materiale, tempo di mantenimento dell'iniezione, tempo di raffreddamento, tempo di apertura e chiusura dello stampo, tempo di espulsione e rimozione.

Il raffreddamento del prodotto, il dosaggio della vite e lo stoccaggio del materiale avvengono contemporaneamente. Quando si calcola il ciclo di stampaggio, si prende il valore più grande tra i due (il tempo di raffreddamento generalmente include il tempo di stoccaggio del materiale).
Stoccaggio del materiale e tempo di mantenimento dell'iniezione
Il tempo di stoccaggio e iniezione del materiale deve essere determinato in base alle proprietà della plastica, alla forma del prodotto e ai requisiti di qualità (aspetto, dimensioni, ecc.). Il tempo di stoccaggio e di iniezione del materiale deve essere determinato in base alle proprietà della plastica, alla forma del prodotto e ai requisiti di qualità (aspetto, dimensioni, ecc.).
Con la premessa di garantire la qualità, si deve cercare di ottenere il minor tempo possibile. Quando si stima il tempo di stoccaggio del materiale dei pezzi stampati a iniezione, si calcola generalmente tra 65% e 85% della capacità massima di plastificazione (g/s) della macchina di stampaggio a iniezione. Il processo di iniezione è solitamente suddiviso in 3 fasi (lento-veloce-lento).
Nella stima, T=W/20~50%V + t. T: tempo totale di iniezione; W: volume totale di iniezione (peso di un singolo prodotto x numero + peso dell'ugello); V: velocità massima di iniezione della macchina di stampaggio a iniezione; t: base di tempo necessaria per l'avvio e l'arresto della vite; 80T~200T richiedono 1~2S; 200T~500T richiedono 2~3S; 500T~1000T richiedono 3~4S.
Tempo di mantenimento della pressione
Il tempo di mantenimento della pressione è il tempo che intercorre tra il riempimento della cavità dello stampo e la fine del mantenimento della pressione. La scelta del tempo di mantenimento della pressione dipende generalmente dai requisiti del prodotto in termini di contrazione dell'aspetto, dimensioni e deformazione.
Tempo di raffreddamento
Il tempo di raffreddamento è il tempo che intercorre tra la fine del mantenimento della pressione e l'apertura dello stampo. La durata del tempo di raffreddamento è influenzata da fattori quali la forma e lo spessore delle pareti del prodotto, il design dell'acqua di raffreddamento dello stampo, la temperatura dello stampo e le proprietà della massa fusa.

Con la premessa di garantire una buona qualità del prodotto, il tempo di raffreddamento deve essere ridotto il più possibile. Quando il prodotto è fisso, la progettazione dell'acqua di raffreddamento dello stampo è il fattore chiave che influenza la durata del tempo di raffreddamento.
Orario di apertura e chiusura dello stampo
Il tempo di apertura e chiusura dello stampo è influenzato da fattori quali le dimensioni della macchina e la struttura dello stampo.

La struttura di trazione del nucleo (slitta) sullo stampo, il meccanismo di trasmissione della cremagliera di apertura e chiusura dello stampo, il meccanismo dello stampo a tre piastre (uscita dell'acqua fine), ecc. influiscono sul tempo di apertura e chiusura dello stampo. In genere, 80T~200T richiedono 4~8S, 200T~500T richiedono 6~10S e 500T~1000T richiedono 8~15S.
Tempo di espulsione e di prelievo
Il tempo di espulsione e prelievo è influenzato dalla velocità di espulsione, dalla corsa di espulsione e dal metodo di prelievo (automatico, manuale, robot). L'espulsione automatica è generalmente utilizzata solo per prodotti di piccole dimensioni con requisiti estetici ridotti (parti interne) e il tempo di espulsione è generalmente di 0,5~2S.

Quando il robot estrae il prodotto, lo stampo può iniziare a chiudersi dopo che il prodotto è uscito dal campo dello stampo. Il tempo di espulsione e di prelievo è generalmente di 3~8S e il prelievo manuale richiede generalmente 1~3S in più rispetto al robot. In genere, per stimare il ciclo di stampaggio si utilizzano prodotti simili come riferimento.
Quali sono i modi principali per accorciare lo stampaggio a iniezione?
Il motivo principale per l'utilizzo di stampi automatici ad alta velocità è quello di abbreviare il ciclo di stampaggio a iniezione e di raggiungere il limite del stampaggio a iniezione capacità di plastificazione della macchina per migliorare la qualità dei pezzi in plastica, risparmiare manodopera e migliorare l'efficienza produttiva. I principali metodi per ridurre il ciclo di stampaggio sono i seguenti.

Riduzione del tempo di iniezione
Per ridurre il tempo di iniezione, è possibile aumentare la pressione di iniezione per ridurre il tempo necessario al materiale fuso per riempire lo stampo. A tal fine, è necessario utilizzare porte con sezioni trasversali più piccole, come le porte pinpoint e le porte laterali.
Poiché queste porte hanno una sezione trasversale ridotta, quando il materiale fuso le attraversa, genera una velocità di taglio molto elevata e un nuovo calore dovuto all'attrito ad alta velocità, che aumenta la fluidità del materiale fuso e gli consente di riempire rapidamente la cavità dello stampo. Per ottenere questo risultato, il canale di scorrimento deve essere il più corto possibile.

Se si utilizza un sistema di separazione a canali o a canale caldo, l'estremità anteriore dell'ugello può essere direttamente a contatto con il gate, riducendo notevolmente la resistenza del flusso e favorendo la riduzione del tempo di iniezione.
Mantenere le varie parti dei pezzi stampati a una temperatura adeguata. Durante il processo di iniezione, a causa della dissipazione del calore del canale e del corpo dello stampo, quando i flussi di plastica fusa raggiungono la fine del processo, la loro temperatura diminuisce gradualmente, causando il mancato riempimento della cavità finale.

Per evitare questo fenomeno, la temperatura dello stampo dovrebbe essere più alta alla fine del processo. La temperatura dello stampo dovrebbe essere leggermente più alta anche nelle aree in cui è probabile che si verifichino segni di saldatura.
Per questo motivo, a volte si ricorre a metodi di riscaldamento locale o alla disposizione densa dei canali di circolazione dell'acqua per bilanciare il calore, cioè l'uscita del canale di circolazione dell'acqua viene impostata alla fine del processo (la temperatura dell'acqua all'uscita del canale è più alta di quella all'ingresso) per regolare l'equilibrio della temperatura dello stampo e garantire la fluidità del materiale fuso alla fine della colata.

Installare i necessari dispositivi di scarico e di troppopieno. Durante lo stampaggio ad alta velocità, poiché la resina plastica fusa viene iniettata ad alta pressione e riempie la cavità dello stampo in breve tempo, se l'aria presente nella cavità non può essere scaricata in tempo e rapidamente, la qualità del pezzo in plastica ne risentirà e causerà difetti di iniezione.
Pertanto, in fase di progettazione dello stampo, è necessario prestare la massima attenzione all'impostazione delle scanalature di scarico. In genere, le scanalature di scarico appropriate e i dispositivi di troppopieno necessari vengono impostati sulla superficie di separazione e alla fine di ogni processo.

Riduzione del tempo di raffreddamento e solidificazione della massa fusa
Il tempo di raffreddamento e solidificazione della massa fusa durante il processo di iniezione rappresenta una parte importante. Pertanto, il miglioramento dell'efficienza di raffreddamento dello stampo e la riduzione del tempo di raffreddamento e solidificazione sono uno dei modi più efficaci per ridurre il ciclo di stampaggio.
Migliorare l'efficienza complessiva del raffreddamento dello stampo. In generale, il raffreddamento del corpo dello stampo è ottenuto grazie all'acqua del canale di circolazione che sottrae il calore per ottenere il raffreddamento dello stampo.

Dopo aver impostato un buon circuito di raffreddamento, il problema più importante è aumentare il flusso di acqua di raffreddamento e cercare di ridurre la differenza di temperatura tra l'uscita e l'ingresso dell'acqua di raffreddamento; in particolare, per gli stampi automatizzati ad alta velocità, la differenza di temperatura tra l'uscita e l'ingresso dovrebbe essere controllata entro 3°C.

È più efficace utilizzare il metodo parallelo per il raffreddamento dei canali dell'acqua, soprattutto in estate, quando si utilizza l'acqua del rubinetto, è necessario predisporre uno speciale dispositivo di raffreddamento e di erogazione dell'acqua. La sua funzione è che l'acqua che fuoriesce dall'uscita del canale dell'acqua del corpo stampo abbia una certa temperatura.
Dopo il raffreddamento attraverso il dispositivo di raffreddamento, queste acque confluiscono nell'ingresso del canale dell'acqua con una speciale pompa dell'acqua, che può migliorare l'efficienza di raffreddamento e può essere riciclata per risparmiare acqua.

Il circuito dell'acqua di raffreddamento è impostato il più vicino possibile alla parte in plastica stampata e sulla parete laterale viene elaborata una struttura di blocco del flusso, come un gradino o una filettatura grossa. A questo punto, il flusso dell'acqua di raffreddamento si scontra con la parte a gradini durante il ritorno e ottiene calore dal nucleo.
L'acqua di raffreddamento che sottrae il calore schizza sulla parte a gradini e si scontra con l'acqua di raffreddamento in entrata, aumentando così l'area di contatto tra l'acqua di raffreddamento e il corpo centrale e incrementando l'effetto di raffreddamento.

Quando la forma dell'anima è sottile, a causa delle dimensioni ridotte dell'anima, la temperatura aumenta facilmente durante lo stampaggio e non è facile dissiparla e raffreddarla, con un grande impatto sul ciclo di stampaggio.
Tuttavia, quando è impossibile creare un canale di raffreddamento dall'interno, è possibile scegliere una lega di rame berillio con una buona conducibilità termica.
A volte, per ottenere un raffreddamento equilibrato, è necessario raffreddare e riscaldare una determinata parte dello stampo automatico ad alta velocità. Nello stampaggio automatizzato ad alta velocità, non si può ignorare il problema del raffreddamento del canale.
Se si utilizza un sistema a canale freddo per lo stampaggio di colata, il canale principale e il canale secondario sono relativamente spessi, quindi il loro tempo di raffreddamento sarà relativamente lungo, ovvero il ciclo di stampaggio sarà prolungato allo stesso tempo. Pertanto, è necessario creare un circuito di raffreddamento sul canale di colata.

Breveel Tempo ausiliario
Il tempo ausiliario si riferisce al tempo del ciclo di stampaggio, ad eccezione del mantenimento della pressione di iniezione e del processo di raffreddamento e polimerizzazione, cioè il tempo dall'apertura alla chiusura dello stampo.
Durante questo periodo, le parti in plastica e la condensa fusa vengono sformate per cadere automaticamente dallo stampo, i detriti nell'area di stampaggio del corpo dello stampo vengono rimossi e le parti mobili vengono ripristinate durante il processo di chiusura dello stampo.

La percentuale di tempo che occupano non è elevata, ma ogni secondo è importante nel processo di stampaggio automatizzato ad alta velocità. Per ridurre i tempi ausiliari, spesso si ricorre al soffiaggio di aria compressa per rimuovere automaticamente i detriti prima della chiusura dello stampo.
Conclusione
Il presente documento analizza principalmente le componenti temporali della plastica. stampaggio a iniezione ciclo, tra cui il tempo di iniezione, il tempo di mantenimento della pressione, il tempo di raffreddamento, il tempo di apertura dello stampo e il tempo di espulsione. Questi tempi non solo influiscono sull'efficienza produttiva e sull'utilizzo delle attrezzature, ma determinano anche direttamente la qualità del prodotto e l'efficienza produttiva.

Ottimizzando il funzionamento e i parametri tecnici di ogni fase, è possibile abbreviare efficacemente il ciclo di stampaggio, migliorare l'efficienza produttiva e garantire la stabilità e la coerenza della qualità del prodotto.







