 Vai al contenuto
Vai al contenuto 

Over the years, injection molding manufacturing technology has come a long way. There are now six common injection molding producing techniques: compression injection molding, exhaust injection molding, low pressure injection molding, gas assisted injection molding, water assisted injection molding, and high gloss injection molding.
Injection molding process refers to the process of making a certain shape of semi-finished parts by pressurizing, injecting, cooling and detaching the molten raw materials.

Plastic injection molding manufacturing process mainly includes mold closing — filling — (gas-assisted, water-assisted) pressure-holding — cooling — opening — demolding and other six stages. -Opening the mold – Demolding and other six stages.
Injection molding is divided into the following six types, let’s learn more about them.
Stampaggio a compressione a iniezione
Compression molding is an advanced form of conventional injection molding.
Vantaggi dello stampaggio a compressione a iniezione
It increases the flow length ratio of the injection molded part; uses less clamping force and injection pressure; reduces internal stress in the material; and increases processing productivity.
Lo stampaggio a compressione a iniezione adattato ai casi d'uso
It is well known that optical lenses require high geometric accuracy, accurate dimensions and low deformation, which is difficult to achieve with general injection molding.
Applicazioni dello stampaggio a compressione a iniezione
Per vari prodotti in tecnopolimeri termoplastici, come parti curve di grandi dimensioni, parti a parete sottile e miniaturizzate, lenti ottiche e parti con buoni requisiti di resistenza agli urti.

Stampaggio a iniezione con sfiato
Venting injection molding: The purpose of the “venting” process is to provide an opportunity for the volatile fission products generated during the polymerization-solidification process to be emitted.
Se questi gas non vengono espulsi dalla cavità, il risultato sarà un prodotto incompleto o bolle d'aria nella chiusura.
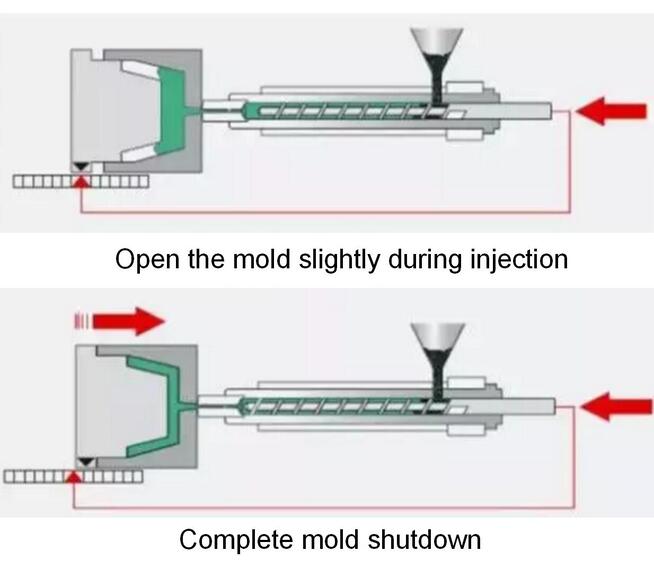
Sequenza di stampaggio a iniezione con sfiato
1. sospendere l'iniezione quando il volume di iniezione raggiunge circa 80%-95%.
2. Aprire lo stampo di circa 0,1-0,2 mm per consentire lo scarico dei gas volatili.
3. Chiudere lo stampo per la seconda volta e iniettare il volume di iniezione rimanente.

Casi di applicazione dello stampaggio a iniezione con sfiato
Prodotto fabbricato: piastra filtrante per filtropressa 1500×1500
Numero di cavità: 1 cavità
Materiale: PP (indice di flusso 0,2 ad alta viscosità)
Macchina per lo stampaggio a iniezione: BU4000 con cilindro di stoccaggio 6800T
Molding process: compression injection molding
Stampaggio a iniezione a bassa pressione
Low-pressure injection molding process is a kind of encapsulation process that uses very low injection pressure to inject hot melt material into the mold and quickly curing, with the excellent sealing properties of hot melt material and excellent physical and chemical properties to achieve insulation, temperature resistance, impact resistance, vibration damping, moisture-proof, waterproof, dustproof, chemical corrosion resistance, etc., to play a good role in the protection of electronic components.
La sensibilità di pelle, legno, tessuti in fibra, film decorativi in PVC/TPO/PUR richiede una pressione di iniezione ridotta.
Casi di applicazione dello stampaggio a iniezione a bassa pressione

Stampaggio a iniezione con assistenza a gas
Stampaggio a iniezione assistito da gas Processo GAIM
Fase di iniezione (parziale) - Fase di gonfiaggio (N2) - Fase di mantenimento del gas (pressione costante dell'aria di raffreddamento) - Fase di riduzione della pressione - Fase di sformatura
Composizione dell'unità GAIM.
Generatore di pressione del gas, unità di controllo del gas, dispositivo di iniezione del gas, dispositivo di recupero del gas

Esempio di applicazione dello stampaggio a iniezione con assistenza a gas

Stampaggio a iniezione assistito dall'acqua
Water-assisted injection molding technology is an advanced injection molding process in which a portion of the melt is injected into the mold cavity and then high-pressure water is injected into the melt through the equipment to finally mold the workpiece.
Grazie all'incomprimibilità dell'acqua, che forma un'interfaccia solida all'estremità anteriore dell'acqua, la parete interna del prodotto viene estrusa in una cavità e l'estremità anteriore dell'acqua svolge anche il ruolo di raffreddamento rapido.
Pertanto, il processo ad acqua presenta molti vantaggi che non possono essere paragonati a quelli del processo a gas. Studi e applicazioni hanno dimostrato che la tecnica ad acqua è in grado di generare pareti della cavità più sottili e uniformi e la superficie della parete interna del canale è molto liscia.
Soprattutto per i pezzi a parete spessa, il tempo di raffreddamento del water-assist può essere notevolmente ridotto rispetto al gas-assist.

Stampaggio a iniezione ad alta lucentezza
Il processo di base di stampaggio a iniezione ad alta lucentezza è quello di utilizzare vapore acqueo ad alta temperatura e ad alta pressione per riscaldare rapidamente la superficie dello stampo prima di stampaggio a iniezionein modo che la temperatura superficiale della cavità di stampaggio raggiunga una temperatura superiore alla temperatura di trasferimento del vetro (Tg) del materiale plastico resinoso, quindi il materiale plastico fuso plastificato viene iniettato nella cavità chiusa dello stampo.

Al termine dell'iniezione, l'alimentazione dell'aria viene interrotta e il vapore acqueo presente nel tubo viene espulso dalla pressione dell'aria, dopodiché viene fatta passare l'acqua di raffreddamento per far scendere rapidamente la temperatura dello stampo fino a quando si raffredda e lo stampo viene aperto per estrarre il prodotto.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







